I got a big roll of Lulzbot HIPS and I am itching to try it out. Plan on using it for prototypes and using ABS for finals. Besides slowing the first layer down to 30% speed, can anyone suggest nozzle and bed temps?
230c for your noz, 85c for your bed.
Here are recommended temps and configurations for a bunch of different materials:
Can anybody confirm whether or not I can print with HIPS on the standard single extruder that comes with the TAZ 4?
You can print HIPS with the standard head. For best results, use an enclosure.
Thank you sir. Looking forward to trying it out.
I have only been using HIPS recently. I have the bed temp to 110 with just PET tape and all parts I have done have had excellent adhesion. Once temp cools to 60 the parts are no longer attached to the bed at all and can be removed. I was having issues before enclosing the Taz. Since the enclosure I have been haven’t excellent results on regular prints.
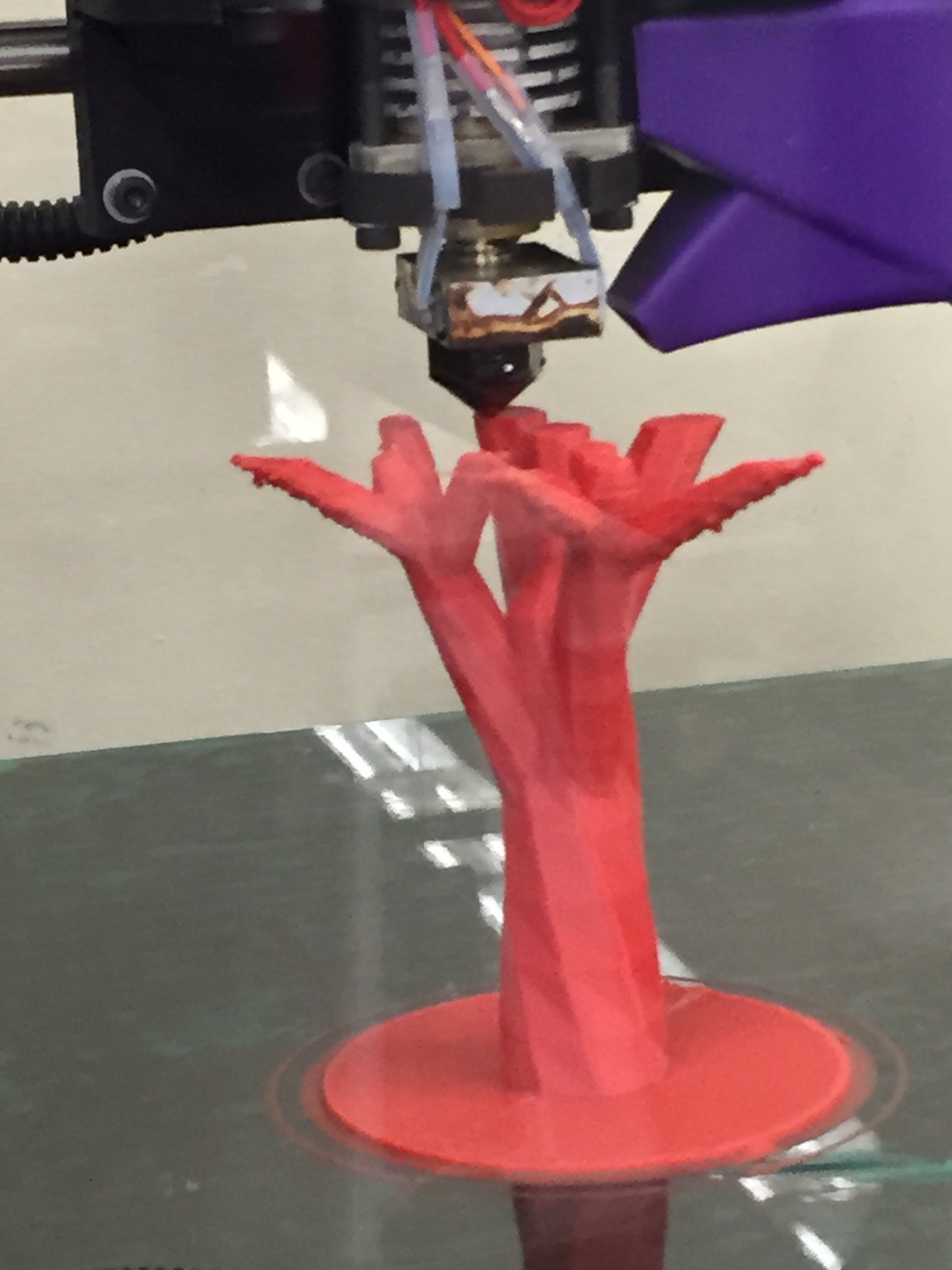
However tried a print with some overhangs today and had some droopy edges. Don’t want to hijack your post but I felt this was related to your topic instead of creating a new thread. The tree below I printed today had some issues with the branches as you can see, It took about 8 hours to print which is why I am asking instead of just experimenting. It started drooping right as it started angling out, so was not just on the skinny branch areas. There are others on thingiverse that got the trees to print cleaner. What do you think needs to be adjusted to fix this drooping? Extruder temp (110c) Fan speed (was 45) print speed, retraction?
Also, as it was printing on some of the branches it was pushing them down as it was adding the next layer so it must have began warping between layers slightly raising the height of branches.

Thanks
-Matt
Are people using abs juice with hips, I have a roll lying around I want to use, just not sure if I need to enclose and use abs juice…
I print straight on the PET film and have been having no issues with HIPS. Also pops right off once bed cools below 60. The enclosure has definitely helped with layer separation issues I was having in the hips though.
A bit late to your thread, but I’ve only been a Taz 5 user for 3 weeks now. I’ve been printing with HIPS exclusively to learn “what it likes”, as I’ve read in many, many other threads. What I’ve found with my particular setup (complete details are at the end of the post) is that the extruder temp works best at 250°-255°, with the bed at 90°-100°. I’ve never used anything on the bed at all. I’m fairly careful to scrape off any debris on the bed, and I do make sure that my machine is completely warmed up and happy. What I mean by that is that I’ll turn it on 10-20 minutes before I start printing, and I’ll bring the extruder temp up to target. I’ll extrude ~30mm of filament to prime the extrusion process, wait a few seconds and do it again. (Veteran users please don’t blast me if I’m wrong here) What I’ve found with HIPS so far is that if I don’t go through that whole process, when I start my print, it actually doesn’t start to lay material until it is well past the skirt line.
I absolutely know I have a LONG way to go before I understand this stuff, and I would definitely welcome any feedback as well. I’ve only been able to print 6 small items so far, but I keep records of my settings, and I’ll adjust temps on the fly when I see issues.
One of the first things I know I need to do is build an enclosure! That, and I keep re-reading mhackney’s amazing guide A Strategy for Obtaining Great Prints.
My setup is a new Taz 5, no mods at all. Single Hexagon hotend .35mm, no enclosure (yet). I’ve exclusively run the ESUN HIPS. So far I’ve only used the Lulzbot version of Cura (14.09) for slicing/printing, but I use printrun (Pronterface) for my warm-up routine.
Below is my latest attempt at a detailed print. I’m working out several issues, one at a time. This was printed with the following settings:
Extruder at 252°
Bed at 95°
Print speed 50mm/sec
Layer height .2
Shell thickness .7
Filament Dia. 2.91 (calipered)
Flow 103% - I adjusted this based on actual extrusion lengths vs. the length I told the machine to extrude.

Hopefully this will help in some manner! And likewise, if anyone has advice to toss my way, I’ll gladly take it!
I am running at 220 on the extruder as I do not have the hexagon head and have been having fairly good results. Also have the fan at 100%. Even at that I have some issues with drooping more with hips then other materials… Do you have any issues drooping at 250? I feel the higher temp would cause more issues.
The enclosure makes print quality much better and I would highly suggest one…Recently most prints have been coming out beautifully except two of the last two larger prints I have done have several small cracks… Any one have suggestions to correct these cracks? Running 2 shells and 15% infill

I’m pretty new to 3D printing, and I just got my Lulzbot Mini last week, but why are the temps so different for HIPS between the Taz 1-4 and the Taz 5 profiles?
If I’m not mistaken the difference in the temp profiles between the TAZ 1-4, and the TAZ 5 is because the TAZ 5 has a PEI bed covering as opposed to a PET covering for other models. The Mini also has a PEI bed covering.
Mark -
Different hotends also. The TAZ5 and Mini have all metal hotends. The TAZ4 had a ceramic nozzle.
Sorry for the delay in my reply! I’ve been tunnel visioned in making my printer cabinet…
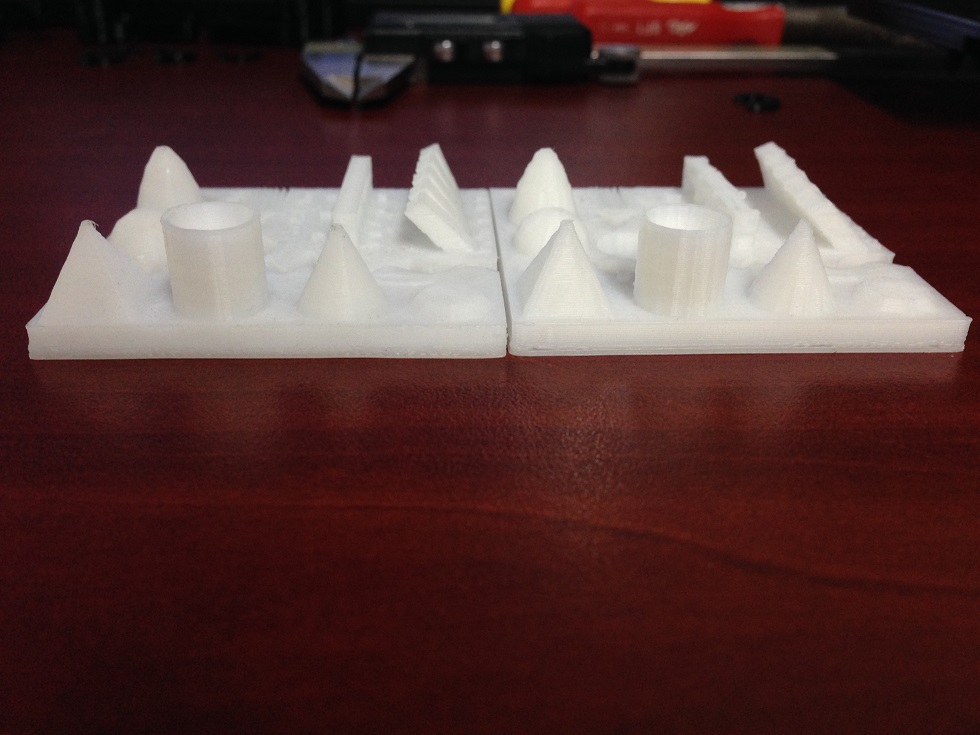
I haven’t had any drooping issues that I’m aware of, but I try to design my parts to prevent that if possible. I did print the CTRL-V test part a few times. Once I understood what it was and what it was doing to my Taz, I did a comparison between CURA and Slic3r using the settings listed below. Here are the results of the 2 parts side by side, the CURA part is on the left, the Slic3r part is on the right. The parts were printed with the overhang facing the fan (machine X+). I’ll put the print specifics right after the pictures.
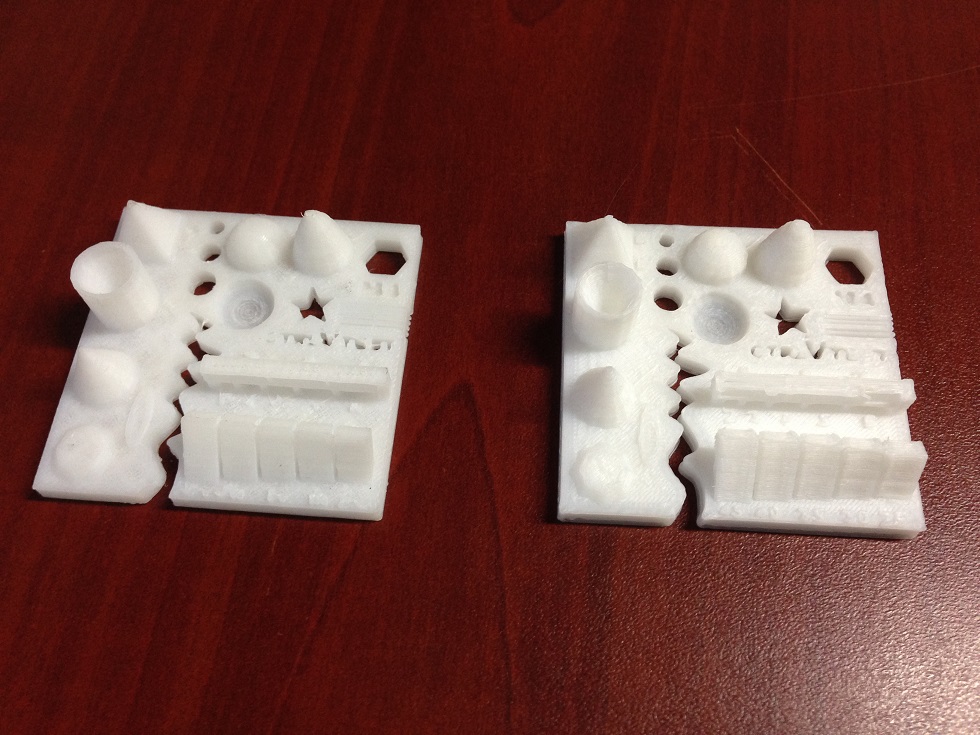


In CURA, I used the same settings I had listed previously -
Extruder at 252°
Bed at 95°
Print speed 50mm/sec
Layer height .2
Shell thickness .7
Filament Dia. 2.91 (calipered)
Flow 103%
In Slic3r, I had used the profile HERE provided by Lulzbot for the Taz 5.
I have to be honest, and say that I’m really not impressed with either of these at all. I’ve made a few other parts from HIPS, but when I want detail or corners, I end up going to PLA. I haven’t tried out ABS yet (Still finishing up my printing cabinet), but that’s on the list soon!
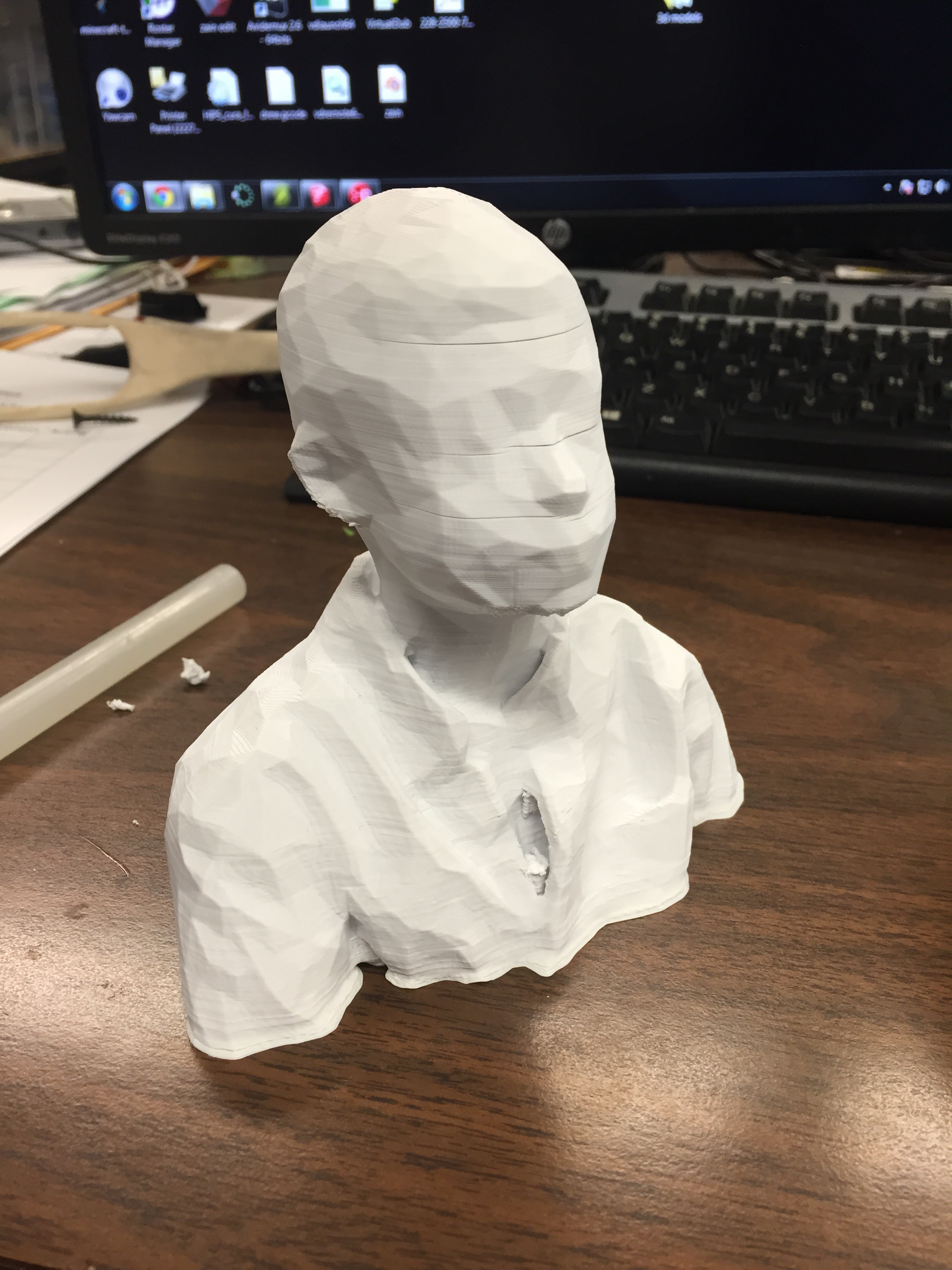
I’d like to add that the busts and trees that you’re attempting are pretty awesome! Those sorts of things intimidate me… Until I REALLY understand how to keep my printer happy, I don’t dare try something like those. I still have “newbie fever” ![]()
I have to agree with MMcGuire. I’m amazed you don’t have any ill effects of running the hotend at 250. 10 above recommended seems like alot. Is there a reason you went so much higher than the recommended 240? I print at 230 on a TAZ4 and don’t seem to have any issues.