Hello Lulzbot users,
Printer : Lulzbot TAZ5
Slicer : Simplify3D
I thought I would post some images and my findings following experimentation with both HIPS and PETG filament. Up to
this experiment I have been using almost exclusively HIPS. I have been printing sculptures and arty objects but also more
practical brackets and the like.
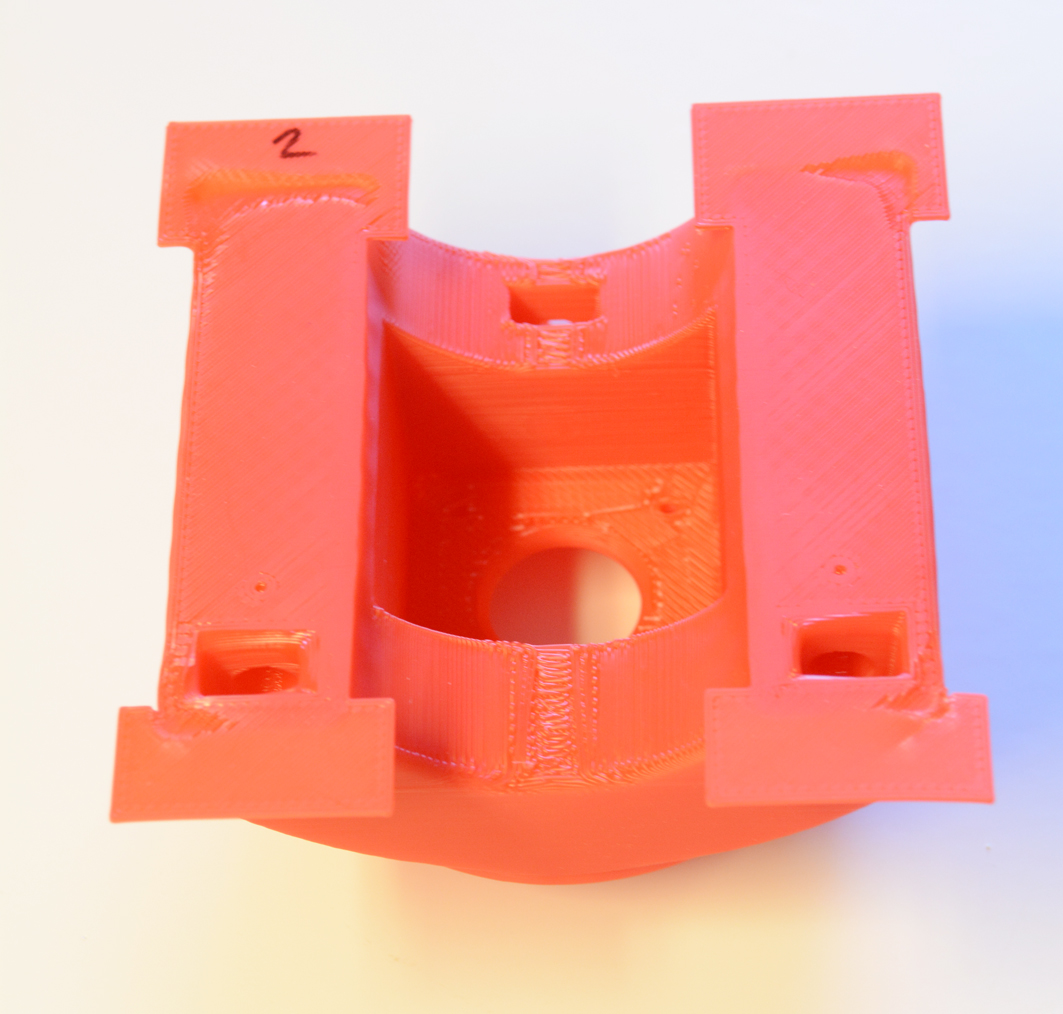
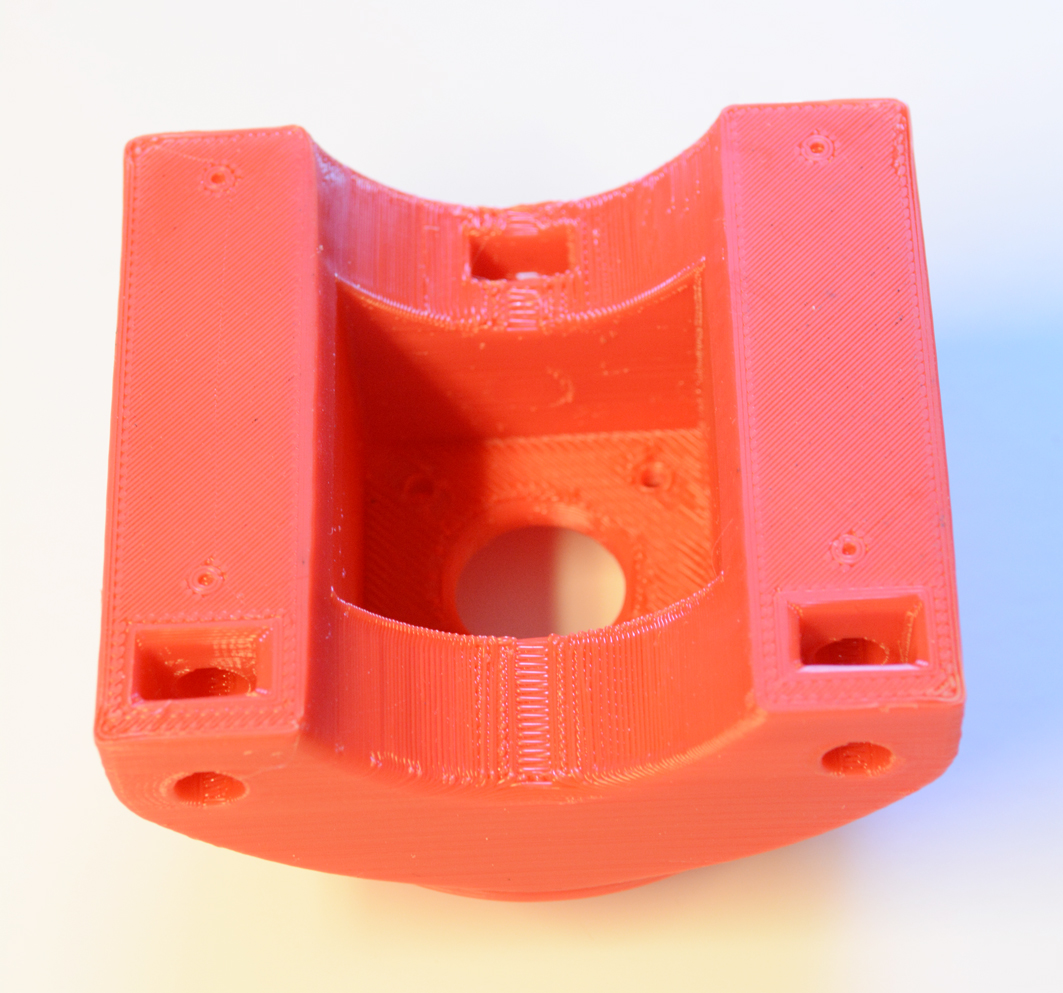
My latest project has been to build the Ciclop 3D scanner. This project required the printing of quite a few components some
of which were quite large with overhangs and other tricky structures.
If anyone is interested I have put together an Instructable describing the project:
When printing with HIPS one or two of the parts have given me problems with shrinkage resulting in corner lift from the bed. I
have tried many different approaches to mitigate this problem as follows :
- Changing the bed temperature from 110C down to 80C
- Incorporating localized brim
- Enclosing the printer as best I could
- Changing the number of base solid layers
- Changing the fan speed and presence
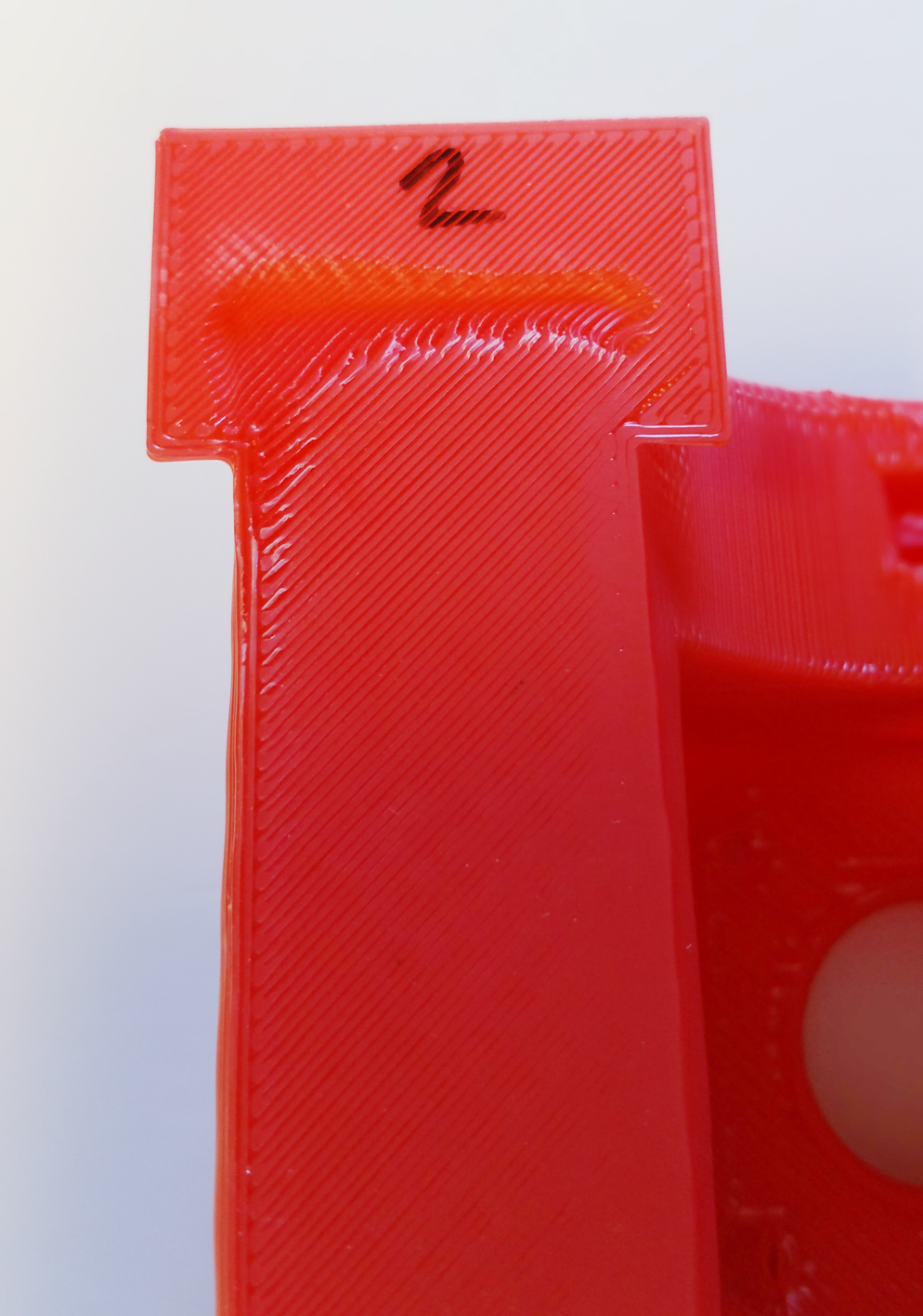
After much trial and error I did manage to improve the corner lift problem. I loaded the models into Meshmixer and added in
localized corner 1mm brim but even then the corners lifted even within the brim itself - see the images.
I then decided to have a go printing the object using a new filament PETG. I found PETG to have advantages and disadvantages
but overall the advantages were clear.
HIPS
- Prints generally very well
- For larger parts corner lift seems almost impossible to cure
- Can be vapor smoothed easily
- Produces a pleasing mat finish
- Low levels of ooze and stringing
- Very strong
- No smell
PETG
- Prints generally very well
- Almost zero corner lift or shrink at all
- Vapor smooth - not tried so far
- Finish is slightly glossy
- More ooze and string than HIPS but fixed with profile tweaks
- Very strong (stronger than HIPS/ABS)
- No smell
I have been printing the PETG at 240C extruder and 100C bed temperature. I think from now on I will be printing with PETG
simply because the levels of shrinkage and distortion are so low compared with HIPS/ABS.
Any questions or comments please fire away.
Cheers,
Dave
Anyway enough words, here are some photographs to show the results :