Aluminum plates arrived from eMachineShop right on schedule. Highly recommend their service. Quality is superb, all tolerances are met exactly as described. Cost is as stated in the Taz_Mega BOM, generally close to the cost of blank aluminum plates from MetalsDepot. Rigidity is predictably excellent.
Continuning to make progress, though transitioning to FreeCAD, and obtaining an appropriate mitre saw has slightly delayed construction.
Frame and actuators are mostly assembled, mostly pending deliveryof M5x12mm screws. All wheel assemblies are internally filled with PTFE grease for long life. Linear actuators are solid in all dimensions.
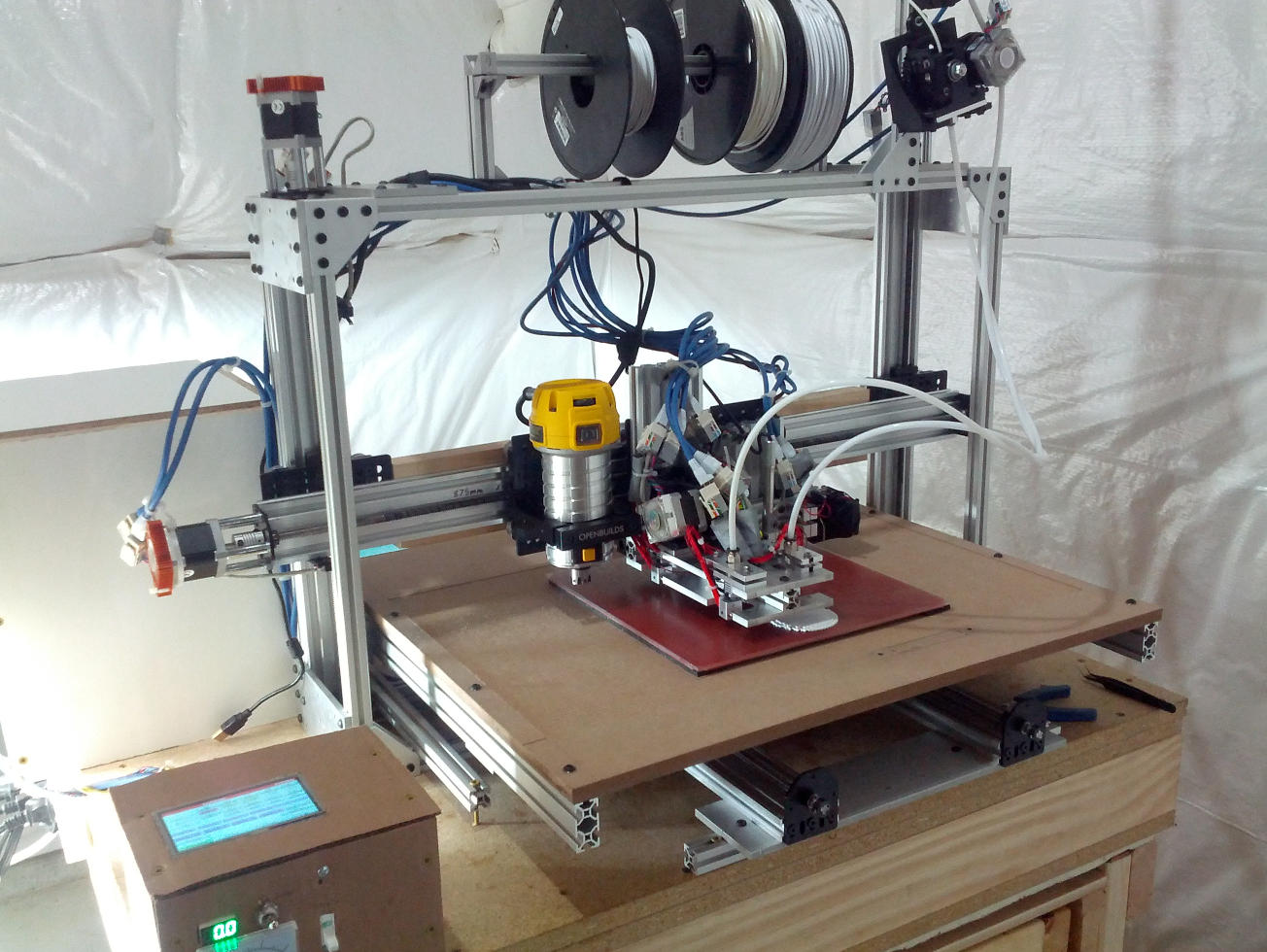
Almost there. Entire frame and linear motion mechanics have been completed. Definitely ready for CNC milling, feels rock solid.
Helping HacDC downsize took my attention away from this project for a few weeks. With that done, hopefully this will be operational in another few weeks.
Technically operational. X/Z axes move quickly and smoothly, up to 180mm/s, and 120mm/s before tool pressure drops off sharply.
Unfortunately, someone bumped the left-side Y-axis leadscrew, which ‘runs out’ ahead of the other leadscrew. Overall, the Y-axis is so tight it will not tolerate one side being more than a few tens of microns out of phase. Consequently, the left stepper motor regularly misses a few steps near the end of its travel range. So, that leadscrew will be replaced.
Operational, as a CNC mill. Replaced Y-axis drive threaded rod, spring-coupled left-side lead screw to allow for manufacturing tolerance, bolted down MDF surface, installed limit switches, and attached David Crocker’s differential optical probe (https://miscsolutions.wordpress.com/mini-height-sensor-board/).
Repeatability, as measured by the Z-axis optical probe, is a phenomenal 3 microns 75% of the time. Even more amazing is that applying a 1lb load to the middle of the X-axis causes it to sag <15 microns. Probing a row of points across a glass surface set on top of the MDF bed yielded values within 50 microns, and non-spurious values within 25 microns. All four corners of the Y-axis surface are equidistant to the rigid table underneath the machine, within 250 microns accuracy. Better tweaking of the anti-backlash nutblocks will probably give better repeatabiltiy.
Also, the Duet is proving by far the best CNC controller on the market. Highly recommend it for speed and versatility. Use of SD-Card G-Code scripts for a variety of configuration options, including homing sequences, is especially powerful.
Next step is to add extruders, lasers. Time permitting and necessity motivating, full mesh leveling support may be added to the Duet frmware as well.
Finally have a “heatmap” showing the bed heights at 25mm intervals, using “G30 P0 S-1 Z-10000” with the differential optical probe.
Green squares are in the range of +/-0.15mm. Red squares are higher (head crash), blue squares are lower (loss of adhesion). Origin is top-left.
At the top, a large bubble can be seen, a deformity in the MDF surface. At the bottom, a 0.311mm twist can be seen at Y350 (bottom). Two horizontal rows near the middle are relatively flat, these regions are directly above aluminum extrusions. In the middle, a 250mm*350mm region varies by <0.22mm, usable for precise 3D printing with no further calibration.
Glass surfaces are significantly flatter, the fiberboard will be milled to flatness, and the twist can be adjusted by mounting the Y-axis ends to a table with shims. This is to show the state of a newly assembled Taz_Mega.
Z-axis probes are indeed quite useful. Highly recommend this particular optical probe. The ‘heat map’ was actually generated just by stripping away excess text from the console output, pasting everything to a spreadsheet, and conditionally formating the cells.
Also designed a small electronics case made from primed melamine panels. Power supplies (24V, 12V, 5V) are at bottom, middle is used for Duet/Duex, top serves PatchRap. Stepper drivers are cooled by a combination of two 120mm low-noise fans and tiny aluminum heatsinks.
By now, all tools have been rudimentarily tested and used. Milling spindle has planed the table, laser has made some especially precise cuts, and a basic raft has been successfully printed by the wide-diameter (~1.5mm) nozzle. Also, an especially well-selected lumber reinforcement has been added to the X-axis for maximum rigidity.
However, the build area is drastically reduced by the large tool platforms, especially the ExtrusionPack. Will probably design a more innovative system placing all tools as close together as possible, even inside the aluminum extrusions.
Operational again. Smaller MightyTool mounting platform dramatically improves usable build area to most of the table surface as planned. Print quality will improve with installation of additional cooling fans and corkboard insulation under heated build platform.
Video of the machine printing with the older configuration has been put up on YouTube.
Spreadsheet for calculating tool-change coordinates from microscopic measurements has been published. Input readouts, copy/paste configuration G-Code.