Hello everyone, I m working on 3D printing of SiC fiber and its composites. We are using Lulzbot Taz6 printer in our lab and simplify 3D as slicing software. As it is for ceramic printing we have modified the extruder of the printer. The print was good at the starting and we printed many samples but now the model preview in simplify3D looks correct but when printed the printer is not following the exact model path it is attempting to print a different structure. If anyone happen to know what might be causing this issue it could be very useful.
How is it different? Photos of the result and the slicer preview would help.
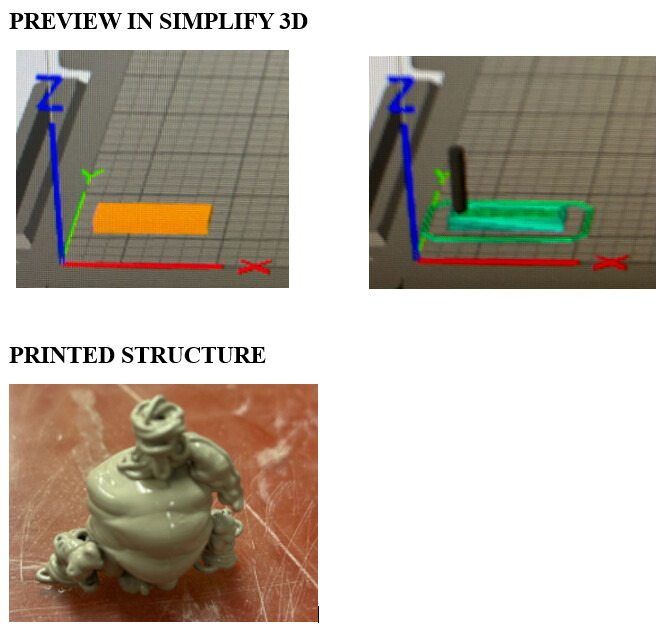
Yes sure, i have attached it below. The model is for a test bar but the model path is not followed by the printer.
Can you post the exported GCODE somewhere?
With output that bad, a video would help more to see what’s going on. I was expecting something like it being too short, too long, under-extruded, etc., but that’s just…. a blob.
Sure, below i have attached our gcode file. As we are not extruding filament we are using a python script to convert the gcode so that the printer can respond. I have attached the gcode file for your reference. Kindly let me know that would be very helpful. It seems like i cannot upload the file. I will just paste the code.
G-Code generated by Simplify3D(R) Version 4.1.2
; Aug 22, 2025 at 11:09:35 AM
; Settings Summary
; processName,AM of SiC
; applyToModels,TestBar_Model
; profileName,LulzBot TAZ 6 Single(3)
; profileVersion,2025-08-22 10:51:33
; baseProfile,
; printMaterial,PLA
; printQuality,Medium
; printExtruders,
; extruderName,Primary Extruder
; extruderToolheadNumber,0
; extruderDiameter,0.84
; extruderAutoWidth,0
; extruderWidth,0.9
; extrusionMultiplier,1
; extruderUseRetract,0
; extruderRetractionDistance,0
; extruderExtraRestartDistance,0
; extruderRetractionZLift,0.2
; extruderRetractionSpeed,1800
; extruderUseCoasting,1
; extruderCoastingDistance,1
; extruderUseWipe,0
; extruderWipeDistance,5
; primaryExtruder,0
; layerHeight,0.672
; topSolidLayers,1
; bottomSolidLayers,1
; perimeterOutlines,2
; printPerimetersInsideOut,0
; startPointOption,2
; startPointOriginX,0
; startPointOriginY,0
; sequentialIslands,0
; spiralVaseMode,0
; firstLayerHeightPercentage,70
; firstLayerWidthPercentage,100
; firstLayerUnderspeed,0.9
; useRaft,0
; raftExtruder,0
; raftTopLayers,3
; raftBaseLayers,2
; raftOffset,3
; raftSeparationDistance,0.14
; raftTopInfill,100
; aboveRaftSpeedMultiplier,0.3
; useSkirt,1
; skirtExtruder,0
; skirtLayers,1
; skirtOutlines,4
; skirtOffset,5
; usePrimePillar,0
; primePillarExtruder,999
; primePillarWidth,12
; primePillarLocation,7
; primePillarSpeedMultiplier,1
; useOozeShield,0
; oozeShieldExtruder,999
; oozeShieldOffset,2
; oozeShieldOutlines,1
; oozeShieldSidewallShape,1
; oozeShieldSidewallAngle,30
; oozeShieldSpeedMultiplier,1
; infillExtruder,0
; internalInfillPattern,Rectilinear
; externalInfillPattern,Concentric
; infillPercentage,100
; outlineOverlapPercentage,20
; infillExtrusionWidthPercentage,100
; minInfillLength,5
; infillLayerInterval,1
; internalInfillAngles,45,-45
; overlapInternalInfillAngles,0
; externalInfillAngles,45,-45
; generateSupport,0
; supportExtruder,0
; supportInfillPercentage,30
; supportExtraInflation,0
; supportBaseLayers,0
; denseSupportExtruder,0
; denseSupportLayers,0
; denseSupportInfillPercentage,70
; supportLayerInterval,1
; supportHorizontalPartOffset,0.3
; supportUpperSeparationLayers,1
; supportLowerSeparationLayers,1
; supportType,0
; supportGridSpacing,4
; maxOverhangAngle,45
; supportAngles,0
; temperatureName,Heated Bed
; temperatureNumber,1
; temperatureSetpointCount,1
; temperatureSetpointLayers,1
; temperatureSetpointTemperatures,50
; temperatureStabilizeAtStartup,1
; temperatureHeatedBed,0
; fanLayers,1
; fanSpeeds,0
; blipFanToFullPower,1
; adjustSpeedForCooling,0
; minSpeedLayerTime,5
; minCoolingSpeedSlowdown,20
; increaseFanForCooling,0
; minFanLayerTime,45
; maxCoolingFanSpeed,100
; increaseFanForBridging,0
; bridgingFanSpeed,100
; use5D,1
; relativeEdistances,1
; allowEaxisZeroing,1
; independentExtruderAxes,0
; includeM10123,0
; stickySupport,1
; applyToolheadOffsets,0
; gcodeXoffset,0
; gcodeYoffset,0
; gcodeZoffset,0
; overrideMachineDefinition,1
; machineTypeOverride,0
; strokeXoverride,280
; strokeYoverride,280
; strokeZoverride,250
; originOffsetXoverride,0
; originOffsetYoverride,0
; originOffsetZoverride,0
; homeXdirOverride,-1
; homeYdirOverride,-1
; homeZdirOverride,-1
; flipXoverride,1
; flipYoverride,1
; flipZoverride,1
; toolheadOffsets,0,0|0,0|0,0|0,0|0,0|0,0
; overrideFirmwareConfiguration,1
; firmwareTypeOverride,RepRap (Marlin/Repetier/Sprinter)
; GPXconfigOverride,r2
; baudRateOverride,250000
; overridePrinterModels,1
; printerModelsOverride,LulzBot_TAZ6.stl
; startingGcode,G21 ; set units to millimeters,
; layerChangeGcode,;note
; retractionGcode,
; toolChangeGcode,
; endingGcode, G0 Z100 F3000 ; lift off printed part,G0 X0 Y280 ; move to cooling position,M400 ; wait for moves to finish,M117 Cooling please wait,M190 S50 ; cool down bed,M140 S0 ; turn off bed,M117 Print Complete,M2
; exportFileFormat,gcode
; celebration,0
; celebrationSong,Random Song
; postProcessing,
; defaultSpeed,2000
; outlineUnderspeed,0.9
; solidInfillUnderspeed,0.9
; supportUnderspeed,0.9
; rapidXYspeed,4800
; rapidZspeed,1200
; minBridgingArea,50
; bridgingExtraInflation,0
; bridgingExtrusionMultiplier,1
; bridgingSpeedMultiplier,1
; useFixedBridgingAngle,0
; fixedBridgingAngle,0
; applyBridgingToPerimeters,1
; filamentDiameters,2.85|2.85|2.85|2.85|2.85|2.85
; filamentPricesPerKg,46|46|46|46|46|46
; filamentDensities,1.25|1.25|1.25|1.25|1.25|1.25
; useMinPrintHeight,0
; minPrintHeight,0
; useMaxPrintHeight,0
; maxPrintHeight,0
; useDiaphragm,0
; diaphragmLayerInterval,20
; robustSlicing,1
; mergeAllIntoSolid,0
; onlyRetractWhenCrossingOutline,1
; retractBetweenLayers,0
; useRetractionMinTravel,0
; retractionMinTravel,3
; retractWhileWiping,0
; onlyWipeOutlines,0
; avoidCrossingOutline,1
; maxMovementDetourFactor,3
; toolChangeRetractionDistance,10
; toolChangeExtraRestartDistance,-0.5
; toolChangeRetractionSpeed,600
; externalThinWallType,1
; internalThinWallType,1
; thinWallAllowedOverlapPercentage,20
; singleExtrusionMinLength,1
; singleExtrusionMinPrintingWidthPercentage,50
; singleExtrusionMaxPrintingWidthPercentage,100
; singleExtrusionEndpointExtension,0.2
; horizontalSizeCompensation,0
G90
M83
M106 S0
M104 S50 T1
M109 S50 T1
G21 ; set units to millimeters
; process AM of SiC
; layer 1, Z = 0.470
;note
T0
; feature skirt
; tool H0.470 W0.900
G1 Z0.470 F1200
G1 X121.624 Y126.850 F4800
G1 X158.376 Y126.850 E2.4390 F1800
G1 X163.150 Y131.624 E0.4481
G1 X163.150 Y148.376 E1.1117
G1 X158.376 Y153.150 E0.4481
G1 X121.624 Y153.150 E2.4390
G1 X116.850 Y148.376 E0.4481
G1 X116.850 Y131.624 E1.1117
G1 X121.624 Y126.850 E0.4481
G1 X121.997 Y127.750 F4800
G1 X158.003 Y127.750 E2.3895 F1800
G1 X162.250 Y131.997 E0.3986
G1 X162.250 Y148.003 E1.0622
G1 X158.003 Y152.250 E0.3986
G1 X121.997 Y152.250 E2.3895
G1 X117.750 Y148.003 E0.3986
G1 X117.750 Y131.997 E1.0622
G1 X121.997 Y127.750 E0.3986
G1 X122.370 Y128.650 F4800
G1 X157.630 Y128.650 E2.3400 F1800
G1 X161.350 Y132.370 E0.3491
G1 X161.350 Y147.630 E1.0127
G1 X157.630 Y151.350 E0.3491
G1 X122.370 Y151.350 E2.3400
G1 X118.650 Y147.630 E0.3491
G1 X118.650 Y132.370 E1.0127
G1 X122.370 Y128.650 E0.3491
G1 X122.743 Y129.550 F4800
G1 X157.257 Y129.550 E2.2905 F1800
G1 X160.450 Y132.743 E0.2996
G1 X160.450 Y147.257 E0.9633
G1 X157.257 Y150.450 E0.2996
G1 X122.743 Y150.450 E2.2905
G1 X119.550 Y147.257 E0.2996
G1 X119.550 Y132.743 E0.9633
G1 X122.743 Y129.550 E0.2996
; feature outer perimeter
G1 X125.450 Y135.450 F4800
G1 X154.550 Y135.450 E1.9312 F1620
G1 X154.550 Y144.550 E0.6039
G1 X125.450 Y144.550 E1.9312
G1 X125.450 Y136.450 E0.5375
G1 X125.450 Y135.450 F1620
; feature inner perimeter
G1 X126.350 Y136.350 F4800
G1 X153.650 Y136.350 E1.8117 F1710
G1 X153.650 Y143.650 E0.4845
G1 X126.350 Y143.650 E1.8117
G1 X126.350 Y137.350 E0.4181
G1 X126.350 Y136.350 F1710
; feature solid layer
G1 X127.070 Y137.070 F4800
G1 X152.930 Y137.070 E1.7162 F1620
G1 X152.930 Y142.930 E0.3889
G1 X127.070 Y142.930 E1.7162
G1 X127.070 Y138.070 E0.3225
G1 X127.070 Y137.070 F1620
G1 X127.970 Y137.970 F4800
G1 X152.030 Y137.970 E1.5967 F1620
G1 X152.030 Y142.030 E0.2694
G1 X127.970 Y142.030 E1.5967
G1 X127.970 Y138.970 E0.2031
G1 X127.970 Y137.970 F1620
G1 X128.870 Y138.870 F4800
G1 X151.130 Y138.870 E1.4773 F1620
G1 X151.130 Y141.130 E0.1500
G1 X128.870 Y141.130 E1.4773
G1 X128.870 Y139.870 E0.0836
G1 X128.870 Y138.870 F1620
G1 X129.770 Y139.770 F4800
G1 X150.230 Y139.770 E1.3578 F1620
G1 X150.230 Y140.230 E0.0305
G1 X130.310 Y140.230 E1.3220
G1 X129.770 Y140.230 F1620
G1 X129.770 Y139.770
; layer 2, Z = 1.142
;note
; feature outer perimeter
; tool H0.672 W0.900
G1 Z1.142 F1200
G1 X125.450 Y135.450 F4800
G1 X154.550 Y135.450 E2.7588 F1800
G1 X154.550 Y144.550 E0.8627
G1 X125.450 Y144.550 E2.7588
G1 X125.450 Y136.450 E0.7679
G1 X125.450 Y135.450 F1800
; feature inner perimeter
G1 X126.350 Y136.350 F4800
G1 X153.650 Y136.350 E2.5882 F1900
G1 X153.650 Y143.650 E0.6921
G1 X126.350 Y143.650 E2.5882
G1 X126.350 Y137.350 E0.5973
G1 X126.350 Y136.350 F1900
; feature infill
G1 X127.070 Y137.657 F4800
G1 X127.657 Y137.070 E0.0786 F2000
G1 X128.929 Y137.070 E0.1207
G1 X127.070 Y138.929 E0.2493
G1 X127.070 Y140.202 E0.1207
G1 X130.202 Y137.070 E0.4199
G1 X131.475 Y137.070 E0.1207
G1 X127.070 Y141.475 E0.5906
G1 X127.070 Y142.748 E0.1207
G1 X132.748 Y137.070 E0.7612
G1 X134.020 Y137.070 E0.1207
G1 X128.160 Y142.930 E0.7857
G1 X129.433 Y142.930 E0.1207
G1 X135.293 Y137.070 E0.7857
G1 X136.566 Y137.070 E0.1207
G1 X130.706 Y142.930 E0.7857
G1 X131.979 Y142.930 E0.1207
G1 X137.839 Y137.070 E0.7857
G1 X139.112 Y137.070 E0.1207
G1 X133.252 Y142.930 E0.7857
G1 X134.524 Y142.930 E0.1207
G1 X140.384 Y137.070 E0.7857
G1 X141.657 Y137.070 E0.1207
G1 X135.797 Y142.930 E0.7857
G1 X137.070 Y142.930 E0.1207
G1 X142.930 Y137.070 E0.7857
G1 X144.203 Y137.070 E0.1207
G1 X138.343 Y142.930 E0.7857
G1 X139.616 Y142.930 E0.1207
G1 X145.476 Y137.070 E0.7857
G1 X146.748 Y137.070 E0.1207
G1 X140.888 Y142.930 E0.7857
G1 X142.161 Y142.930 E0.1207
G1 X148.021 Y137.070 E0.7857
G1 X149.294 Y137.070 E0.1207
G1 X143.434 Y142.930 E0.7857
G1 X144.707 Y142.930 E0.1207
G1 X150.567 Y137.070 E0.7857
G1 X151.840 Y137.070 E0.1207
G1 X145.980 Y142.930 E0.7857
G1 X147.252 Y142.930 E0.1207
G1 X152.930 Y137.252 E0.7612
G1 X152.930 Y138.525 E0.1207
G1 X148.525 Y142.930 E0.5906
G1 X149.798 Y142.930 E0.1207
G1 X152.930 Y139.798 E0.4199
G1 X152.930 Y141.071 E0.1207
G1 X151.071 Y142.930 E0.2493
G1 X152.173 Y142.930 E0.1045
G1 X152.344 Y142.930 F2000
G1 X152.930 Y142.344
; layer 3, Z = 1.814
;note
; feature outer perimeter
G1 Z1.814 F1200
G1 X154.550 Y144.550 F4800
G1 X125.450 Y144.550 E2.7588 F1800
G1 X125.450 Y135.450 E0.8627
G1 X154.550 Y135.450 E2.7588
G1 X154.550 Y143.550 E0.7679
G1 X154.550 Y144.550 F1800
; feature inner perimeter
G1 X153.650 Y143.650 F4800
G1 X126.350 Y143.650 E2.5882 F1900
G1 X126.350 Y136.350 E0.6921
G1 X153.650 Y136.350 E2.5882
G1 X153.650 Y142.650 E0.5973
G1 X153.650 Y143.650 F1900
; feature infill
G1 X152.344 Y137.070 F4800
G1 X152.930 Y137.656 E0.0786 F2000
G1 X152.930 Y138.929 E0.1207
G1 X151.071 Y137.070 E0.2493
G1 X149.798 Y137.070 E0.1207
G1 X152.930 Y140.202 E0.4199
G1 X152.930 Y141.475 E0.1207
G1 X148.525 Y137.070 E0.5906
G1 X147.252 Y137.070 E0.1207
G1 X152.930 Y142.748 E0.7612
G1 X152.930 Y142.930 E0.0173
G1 X151.840 Y142.930 E0.1034
G1 X145.980 Y137.070 E0.7857
G1 X144.707 Y137.070 E0.1207
G1 X150.567 Y142.930 E0.7857
G1 X149.294 Y142.930 E0.1207
G1 X143.434 Y137.070 E0.7857
G1 X142.161 Y137.070 E0.1207
G1 X148.021 Y142.930 E0.7857
G1 X146.748 Y142.930 E0.1207
G1 X140.888 Y137.070 E0.7857
G1 X139.616 Y137.070 E0.1207
G1 X145.476 Y142.930 E0.7857
G1 X144.203 Y142.930 E0.1207
G1 X138.343 Y137.070 E0.7857
G1 X137.070 Y137.070 E0.1207
G1 X142.930 Y142.930 E0.7857
G1 X141.657 Y142.930 E0.1207
G1 X135.797 Y137.070 E0.7857
G1 X134.524 Y137.070 E0.1207
G1 X140.384 Y142.930 E0.7857
G1 X139.112 Y142.930 E0.1207
G1 X133.252 Y137.070 E0.7857
G1 X131.979 Y137.070 E0.1207
G1 X137.839 Y142.930 E0.7857
G1 X136.566 Y142.930 E0.1207
G1 X130.706 Y137.070 E0.7857
G1 X129.433 Y137.070 E0.1207
G1 X135.293 Y142.930 E0.7857
G1 X134.020 Y142.930 E0.1207
G1 X128.160 Y137.070 E0.7857
G1 X127.070 Y137.070 E0.1034
G1 X127.070 Y137.252 E0.0173
G1 X132.748 Y142.930 E0.7612
G1 X131.475 Y142.930 E0.1207
G1 X127.070 Y138.525 E0.5906
G1 X127.070 Y139.798 E0.1207
G1 X130.202 Y142.930 E0.4199
G1 X128.929 Y142.930 E0.1207
G1 X127.070 Y141.071 E0.2493
G1 X127.070 Y142.173 E0.1045
G1 X127.070 Y142.343 F2000
G1 X127.657 Y142.930
; layer 4, Z = 2.486
;note
; feature outer perimeter
G1 Z2.486 F1200
G1 X125.450 Y144.550 F4800
G1 X125.450 Y135.450 E0.8627 F1800
G1 X154.550 Y135.450 E2.7588
G1 X154.550 Y144.550 E0.8627
G1 X126.450 Y144.550 E2.6640
G1 X125.450 Y144.550 F1800
; feature inner perimeter
G1 X126.350 Y143.650 F4800
G1 X126.350 Y136.350 E0.6921 F1900
G1 X153.650 Y136.350 E2.5882
G1 X153.650 Y143.650 E0.6921
G1 X127.350 Y143.650 E2.4934
G1 X126.350 Y143.650 F1900
; feature infill
G1 X127.070 Y137.657 F4800
G1 X127.657 Y137.070 E0.0786 F2000
G1 X128.929 Y137.070 E0.1207
G1 X127.070 Y138.929 E0.2493
G1 X127.070 Y140.202 E0.1207
G1 X130.202 Y137.070 E0.4199
G1 X131.475 Y137.070 E0.1207
G1 X127.070 Y141.475 E0.5906
G1 X127.070 Y142.748 E0.1207
G1 X132.748 Y137.070 E0.7612
G1 X134.020 Y137.070 E0.1207
G1 X128.160 Y142.930 E0.7857
G1 X129.433 Y142.930 E0.1207
G1 X135.293 Y137.070 E0.7857
G1 X136.566 Y137.070 E0.1207
G1 X130.706 Y142.930 E0.7857
G1 X131.979 Y142.930 E0.1207
G1 X137.839 Y137.070 E0.7857
G1 X139.112 Y137.070 E0.1207
G1 X133.252 Y142.930 E0.7857
G1 X134.524 Y142.930 E0.1207
G1 X140.384 Y137.070 E0.7857
G1 X141.657 Y137.070 E0.1207
G1 X135.797 Y142.930 E0.7857
G1 X137.070 Y142.930 E0.1207
G1 X142.930 Y137.070 E0.7857
G1 X144.203 Y137.070 E0.1207
G1 X138.343 Y142.930 E0.7857
G1 X139.616 Y142.930 E0.1207
G1 X145.476 Y137.070 E0.7857
G1 X146.748 Y137.070 E0.1207
G1 X140.888 Y142.930 E0.7857
G1 X142.161 Y142.930 E0.1207
G1 X148.021 Y137.070 E0.7857
G1 X149.294 Y137.070 E0.1207
G1 X143.434 Y142.930 E0.7857
G1 X144.707 Y142.930 E0.1207
G1 X150.567 Y137.070 E0.7857
G1 X151.840 Y137.070 E0.1207
G1 X145.980 Y142.930 E0.7857
G1 X147.252 Y142.930 E0.1207
G1 X152.930 Y137.252 E0.7612
G1 X152.930 Y138.525 E0.1207
G1 X148.525 Y142.930 E0.5906
G1 X149.798 Y142.930 E0.1207
G1 X152.930 Y139.798 E0.4199
G1 X152.930 Y141.071 E0.1207
G1 X151.071 Y142.930 E0.2493
G1 X152.173 Y142.930 E0.1045
G1 X152.344 Y142.930 F2000
G1 X152.930 Y142.344
; layer 5, Z = 3.158
;note
; feature outer perimeter
G1 Z3.158 F1200
G1 X154.550 Y144.550 F4800
G1 X125.450 Y144.550 E2.7588 F1800
G1 X125.450 Y135.450 E0.8627
G1 X154.550 Y135.450 E2.7588
G1 X154.550 Y143.550 E0.7679
G1 X154.550 Y144.550 F1800
; feature inner perimeter
G1 X153.650 Y143.650 F4800
G1 X126.350 Y143.650 E2.5882 F1900
G1 X126.350 Y136.350 E0.6921
G1 X153.650 Y136.350 E2.5882
G1 X153.650 Y142.650 E0.5973
G1 X153.650 Y143.650 F1900
; feature infill
G1 X152.344 Y137.070 F4800
G1 X152.930 Y137.656 E0.0786 F2000
G1 X152.930 Y138.929 E0.1207
G1 X151.071 Y137.070 E0.2493
G1 X149.798 Y137.070 E0.1207
G1 X152.930 Y140.202 E0.4199
G1 X152.930 Y141.475 E0.1207
G1 X148.525 Y137.070 E0.5906
G1 X147.252 Y137.070 E0.1207
G1 X152.930 Y142.748 E0.7612
G1 X152.930 Y142.930 E0.0173
G1 X151.840 Y142.930 E0.1034
G1 X145.980 Y137.070 E0.7857
G1 X144.707 Y137.070 E0.1207
G1 X150.567 Y142.930 E0.7857
G1 X149.294 Y142.930 E0.1207
G1 X143.434 Y137.070 E0.7857
G1 X142.161 Y137.070 E0.1207
G1 X148.021 Y142.930 E0.7857
G1 X146.748 Y142.930 E0.1207
G1 X140.888 Y137.070 E0.7857
G1 X139.616 Y137.070 E0.1207
G1 X145.476 Y142.930 E0.7857
G1 X144.203 Y142.930 E0.1207
G1 X138.343 Y137.070 E0.7857
G1 X137.070 Y137.070 E0.1207
G1 X142.930 Y142.930 E0.7857
G1 X141.657 Y142.930 E0.1207
G1 X135.797 Y137.070 E0.7857
G1 X134.524 Y137.070 E0.1207
G1 X140.384 Y142.930 E0.7857
G1 X139.112 Y142.930 E0.1207
G1 X133.252 Y137.070 E0.7857
G1 X131.979 Y137.070 E0.1207
G1 X137.839 Y142.930 E0.7857
G1 X136.566 Y142.930 E0.1207
G1 X130.706 Y137.070 E0.7857
G1 X129.433 Y137.070 E0.1207
G1 X135.293 Y142.930 E0.7857
G1 X134.020 Y142.930 E0.1207
G1 X128.160 Y137.070 E0.7857
G1 X127.070 Y137.070 E0.1034
G1 X127.070 Y137.252 E0.0173
G1 X132.748 Y142.930 E0.7612
G1 X131.475 Y142.930 E0.1207
G1 X127.070 Y138.525 E0.5906
G1 X127.070 Y139.798 E0.1207
G1 X130.202 Y142.930 E0.4199
G1 X128.929 Y142.930 E0.1207
G1 X127.070 Y141.071 E0.2493
G1 X127.070 Y142.173 E0.1045
G1 X127.070 Y142.343 F2000
G1 X127.657 Y142.930
; layer 6, Z = 3.830
;note
; feature outer perimeter
G1 Z3.830 F1200
G1 X125.450 Y144.550 F4800
G1 X125.450 Y135.450 E0.8627 F1800
G1 X154.550 Y135.450 E2.7588
G1 X154.550 Y144.550 E0.8627
G1 X126.450 Y144.550 E2.6640
G1 X125.450 Y144.550 F1800
; feature inner perimeter
G1 X126.350 Y143.650 F4800
G1 X126.350 Y136.350 E0.6921 F1900
G1 X153.650 Y136.350 E2.5882
G1 X153.650 Y143.650 E0.6921
G1 X127.350 Y143.650 E2.4934
G1 X126.350 Y143.650 F1900
; feature solid layer
G1 X127.070 Y142.930 F4800
G1 X127.070 Y137.070 E0.5556 F1800
G1 X152.930 Y137.070 E2.4517
G1 X152.930 Y142.930 E0.5556
G1 X128.070 Y142.930 E2.3569
G1 X127.070 Y142.930 F1800
G1 X127.970 Y142.030 F4800
G1 X127.970 Y137.970 E0.3849 F1800
G1 X152.030 Y137.970 E2.2810
G1 X152.030 Y142.030 E0.3849
G1 X128.970 Y142.030 E2.1862
G1 X127.970 Y142.030 F1800
G1 X128.870 Y141.130 F4800
G1 X128.870 Y138.870 E0.2143 F1800
G1 X151.130 Y138.870 E2.1104
G1 X151.130 Y141.130 E0.2143
G1 X129.870 Y141.130 E2.0156
G1 X128.870 Y141.130 F1800
G1 X129.770 Y140.230 F4800
G1 X129.770 Y139.770 E0.0436 F1800
G1 X150.230 Y139.770 E1.9397
G1 X150.230 Y140.230 E0.0436
G1 X130.770 Y140.230 E1.8449
G1 X129.770 Y140.230 F1800
; layer end
G0 Z100 F3000 ; lift off printed part
G0 X0 Y280 ; move to cooling position
M400 ; wait for moves to finish
M117 Cooling please wait
M190 S50 ; cool down bed
M140 S0 ; turn off bed
M117 Print Complete
M2
; Build Summary
; Build time: 0 hours 1 minute
; Filament length: 219.2 mm (0.22 m)
; Plastic volume: 1398.58 mm^3 (1.40 cc)
; Plastic weight: 1.75 g (0.00 lb)
; Material cost: 0.08
I don’t see anything out of the ordinary with this GCODE, all the movements are there to make an approximately 30mm x 10mm x 4mm block. Can you post what this is converted to after the python script changes it?
I see there is nothing to home the toolhead, nor anything to account for bed leveling. How are you homing X/Y/Z, and getting the proper offset from the bed?
Also, to confirm, what nozzle material and size are you using? I’m assuming you’re using a syringe-based setup for the SiC?
This is vaguely sounding like a bio-printer setup I helped with a few months back. They were using a script to modify the extrusion rate of all extrusions in the file before I pointed out that it was much, much simpler to just set the “filament diameter” to equal the interior diameter of the syringe used, and then measure the steps/mm of the stepper depressing the syringe and setting that via the M92 command.
Yes you are right we are using a syringe barrels to dispense the SiC slurry. I will attach the gcode file after the python conversion. Also i m not sure we are adding the home axis for it to start, i too suspect that this might be an issue. If not kindly let me know how to position it. I m just using the jog controls option in the simplify 3D to set the position of X,Y,Z that’s it. I not sure we are letting know the printer where to start printing, i guess.
G-Code generated by Simplify3D(R) Version 4.1.2
; Aug 22, 2025 at 11:09:35 AM
; Settings Summary
; process AM of SiC
; layer 1, Z = 0.470
;note
M106 S0.0
; feature skirt
M106 S0.0
G0 Z0.470 F1200
M106 S1.0
G4 P0.25
M106 S0.0
G0 X121.624 Y126.850 F4800
M106 S1.0
G4 P0.25
G1 X158.376 Y126.850 F1800
G1 X163.150 Y131.624
G1 X163.150 Y148.376
G1 X158.376 Y153.150
G1 X121.624 Y153.150
G1 X116.850 Y148.376
G1 X116.850 Y131.624
G1 X121.624 Y126.850
M106 S0.0
G0 X121.997 Y127.750 F4800
M106 S1.0
G4 P0.25
G1 X158.003 Y127.750 F1800
G1 X162.250 Y131.997
G1 X162.250 Y148.003
G1 X158.003 Y152.250
G1 X121.997 Y152.250
G1 X117.750 Y148.003
G1 X117.750 Y131.997
G1 X121.997 Y127.750
M106 S0.0
G0 X122.370 Y128.650 F4800
M106 S1.0
G4 P0.25
G1 X157.630 Y128.650 F1800
G1 X161.350 Y132.370
G1 X161.350 Y147.630
G1 X157.630 Y151.350
G1 X122.370 Y151.350
G1 X118.650 Y147.630
G1 X118.650 Y132.370
G1 X122.370 Y128.650
M106 S0.0
G0 X122.743 Y129.550 F4800
M106 S1.0
G4 P0.25
G1 X157.257 Y129.550 F1800
G1 X160.450 Y132.743
G1 X160.450 Y147.257
G1 X157.257 Y150.450
G1 X122.743 Y150.450
G1 X119.550 Y147.257
G1 X119.550 Y132.743
G1 X122.743 Y129.550
; feature outer perimeter
M106 S0.0
G0 X125.450 Y135.450 F4800
M106 S1.0
G4 P0.25
G1 X154.550 Y135.450 F1620
G1 X154.550 Y144.550
G1 X125.450 Y144.550
G1 X125.450 Y136.450
G1 X125.450 Y135.450 F1620
; feature inner perimeter
M106 S0.0
G0 X126.350 Y136.350 F4800
M106 S1.0
G4 P0.25
G1 X153.650 Y136.350 F1710
G1 X153.650 Y143.650
G1 X126.350 Y143.650
G1 X126.350 Y137.350
G1 X126.350 Y136.350 F1710
; feature solid layer
M106 S0.0
G0 X127.070 Y137.070 F4800
M106 S1.0
G4 P0.25
G1 X152.930 Y137.070 F1620
G1 X152.930 Y142.930
G1 X127.070 Y142.930
G1 X127.070 Y138.070
G1 X127.070 Y137.070 F1620
M106 S0.0
G0 X127.970 Y137.970 F4800
M106 S1.0
G4 P0.25
G1 X152.030 Y137.970 F1620
G1 X152.030 Y142.030
G1 X127.970 Y142.030
G1 X127.970 Y138.970
G1 X127.970 Y137.970 F1620
M106 S0.0
G0 X128.870 Y138.870 F4800
M106 S1.0
G4 P0.25
G1 X151.130 Y138.870 F1620
G1 X151.130 Y141.130
G1 X128.870 Y141.130
G1 X128.870 Y139.870
G1 X128.870 Y138.870 F1620
M106 S0.0
G0 X129.770 Y139.770 F4800
M106 S1.0
G4 P0.25
G1 X150.230 Y139.770 F1620
G1 X150.230 Y140.230
G1 X130.310 Y140.230
G1 X129.770 Y140.230 F1620
G1 X129.770 Y139.770
; layer 2, Z = 1.142
;note
M106 S0.0
; feature outer perimeter
M106 S0.0
G0 Z1.142 F1200
M106 S1.0
G4 P0.25
M106 S0.0
G0 X125.450 Y135.450 F4800
M106 S1.0
G4 P0.25
G1 X154.550 Y135.450 F1800
G1 X154.550 Y144.550
G1 X125.450 Y144.550
G1 X125.450 Y136.450
G1 X125.450 Y135.450 F1800
; feature inner perimeter
M106 S0.0
G0 X126.350 Y136.350 F4800
M106 S1.0
G4 P0.25
G1 X153.650 Y136.350 F1900
G1 X153.650 Y143.650
G1 X126.350 Y143.650
G1 X126.350 Y137.350
G1 X126.350 Y136.350 F1900
; feature infill
M106 S0.0
G0 X127.070 Y137.657 F4800
M106 S1.0
G4 P0.25
G1 X127.657 Y137.070 F2000
G1 X128.929 Y137.070
G1 X127.070 Y138.929
G1 X127.070 Y140.202
G1 X130.202 Y137.070
G1 X131.475 Y137.070
G1 X127.070 Y141.475
G1 X127.070 Y142.748
G1 X132.748 Y137.070
G1 X134.020 Y137.070
G1 X128.160 Y142.930
G1 X129.433 Y142.930
G1 X135.293 Y137.070
G1 X136.566 Y137.070
G1 X130.706 Y142.930
G1 X131.979 Y142.930
G1 X137.839 Y137.070
G1 X139.112 Y137.070
G1 X133.252 Y142.930
G1 X134.524 Y142.930
G1 X140.384 Y137.070
G1 X141.657 Y137.070
G1 X135.797 Y142.930
G1 X137.070 Y142.930
G1 X142.930 Y137.070
G1 X144.203 Y137.070
G1 X138.343 Y142.930
G1 X139.616 Y142.930
G1 X145.476 Y137.070
G1 X146.748 Y137.070
G1 X140.888 Y142.930
G1 X142.161 Y142.930
G1 X148.021 Y137.070
G1 X149.294 Y137.070
G1 X143.434 Y142.930
G1 X144.707 Y142.930
G1 X150.567 Y137.070
G1 X151.840 Y137.070
G1 X145.980 Y142.930
G1 X147.252 Y142.930
G1 X152.930 Y137.252
G1 X152.930 Y138.525
G1 X148.525 Y142.930
G1 X149.798 Y142.930
G1 X152.930 Y139.798
G1 X152.930 Y141.071
G1 X151.071 Y142.930
G1 X152.173 Y142.930
G1 X152.344 Y142.930 F2000
G1 X152.930 Y142.344
; layer 3, Z = 1.814
;note
M106 S0.0
; feature outer perimeter
M106 S0.0
G0 Z1.814 F1200
M106 S1.0
G4 P0.25
M106 S0.0
G0 X154.550 Y144.550 F4800
M106 S1.0
G4 P0.25
G1 X125.450 Y144.550 F1800
G1 X125.450 Y135.450
G1 X154.550 Y135.450
G1 X154.550 Y143.550
G1 X154.550 Y144.550 F1800
; feature inner perimeter
M106 S0.0
G0 X153.650 Y143.650 F4800
M106 S1.0
G4 P0.25
G1 X126.350 Y143.650 F1900
G1 X126.350 Y136.350
G1 X153.650 Y136.350
G1 X153.650 Y142.650
G1 X153.650 Y143.650 F1900
; feature infill
M106 S0.0
G0 X152.344 Y137.070 F4800
M106 S1.0
G4 P0.25
G1 X152.930 Y137.656 F2000
G1 X152.930 Y138.929
G1 X151.071 Y137.070
G1 X149.798 Y137.070
G1 X152.930 Y140.202
G1 X152.930 Y141.475
G1 X148.525 Y137.070
G1 X147.252 Y137.070
G1 X152.930 Y142.748
G1 X152.930 Y142.930
G1 X151.840 Y142.930
G1 X145.980 Y137.070
G1 X144.707 Y137.070
G1 X150.567 Y142.930
G1 X149.294 Y142.930
G1 X143.434 Y137.070
G1 X142.161 Y137.070
G1 X148.021 Y142.930
G1 X146.748 Y142.930
G1 X140.888 Y137.070
G1 X139.616 Y137.070
G1 X145.476 Y142.930
G1 X144.203 Y142.930
G1 X138.343 Y137.070
G1 X137.070 Y137.070
G1 X142.930 Y142.930
G1 X141.657 Y142.930
G1 X135.797 Y137.070
G1 X134.524 Y137.070
G1 X140.384 Y142.930
G1 X139.112 Y142.930
G1 X133.252 Y137.070
G1 X131.979 Y137.070
G1 X137.839 Y142.930
G1 X136.566 Y142.930
G1 X130.706 Y137.070
G1 X129.433 Y137.070
G1 X135.293 Y142.930
G1 X134.020 Y142.930
G1 X128.160 Y137.070
G1 X127.070 Y137.070
G1 X127.070 Y137.252
G1 X132.748 Y142.930
G1 X131.475 Y142.930
G1 X127.070 Y138.525
G1 X127.070 Y139.798
G1 X130.202 Y142.930
G1 X128.929 Y142.930
G1 X127.070 Y141.071
G1 X127.070 Y142.173
G1 X127.070 Y142.343 F2000
G1 X127.657 Y142.930
; layer 4, Z = 2.486
;note
M106 S0.0
; feature outer perimeter
M106 S0.0
G0 Z2.486 F1200
M106 S1.0
G4 P0.25
M106 S0.0
G0 X125.450 Y144.550 F4800
M106 S1.0
G4 P0.25
G1 X125.450 Y135.450 F1800
G1 X154.550 Y135.450
G1 X154.550 Y144.550
G1 X126.450 Y144.550
G1 X125.450 Y144.550 F1800
; feature inner perimeter
M106 S0.0
G0 X126.350 Y143.650 F4800
M106 S1.0
G4 P0.25
G1 X126.350 Y136.350 F1900
G1 X153.650 Y136.350
G1 X153.650 Y143.650
G1 X127.350 Y143.650
G1 X126.350 Y143.650 F1900
; feature infill
M106 S0.0
G0 X127.070 Y137.657 F4800
M106 S1.0
G4 P0.25
G1 X127.657 Y137.070 F2000
G1 X128.929 Y137.070
G1 X127.070 Y138.929
G1 X127.070 Y140.202
G1 X130.202 Y137.070
G1 X131.475 Y137.070
G1 X127.070 Y141.475
G1 X127.070 Y142.748
G1 X132.748 Y137.070
G1 X134.020 Y137.070
G1 X128.160 Y142.930
G1 X129.433 Y142.930
G1 X135.293 Y137.070
G1 X136.566 Y137.070
G1 X130.706 Y142.930
G1 X131.979 Y142.930
G1 X137.839 Y137.070
G1 X139.112 Y137.070
G1 X133.252 Y142.930
G1 X134.524 Y142.930
G1 X140.384 Y137.070
G1 X141.657 Y137.070
G1 X135.797 Y142.930
G1 X137.070 Y142.930
G1 X142.930 Y137.070
G1 X144.203 Y137.070
G1 X138.343 Y142.930
G1 X139.616 Y142.930
G1 X145.476 Y137.070
G1 X146.748 Y137.070
G1 X140.888 Y142.930
G1 X142.161 Y142.930
G1 X148.021 Y137.070
G1 X149.294 Y137.070
G1 X143.434 Y142.930
G1 X144.707 Y142.930
G1 X150.567 Y137.070
G1 X151.840 Y137.070
G1 X145.980 Y142.930
G1 X147.252 Y142.930
G1 X152.930 Y137.252
G1 X152.930 Y138.525
G1 X148.525 Y142.930
G1 X149.798 Y142.930
G1 X152.930 Y139.798
G1 X152.930 Y141.071
G1 X151.071 Y142.930
G1 X152.173 Y142.930
G1 X152.344 Y142.930 F2000
G1 X152.930 Y142.344
; layer 5, Z = 3.158
;note
M106 S0.0
; feature outer perimeter
M106 S0.0
G0 Z3.158 F1200
M106 S1.0
G4 P0.25
M106 S0.0
G0 X154.550 Y144.550 F4800
M106 S1.0
G4 P0.25
G1 X125.450 Y144.550 F1800
G1 X125.450 Y135.450
G1 X154.550 Y135.450
G1 X154.550 Y143.550
G1 X154.550 Y144.550 F1800
; feature inner perimeter
M106 S0.0
G0 X153.650 Y143.650 F4800
M106 S1.0
G4 P0.25
G1 X126.350 Y143.650 F1900
G1 X126.350 Y136.350
G1 X153.650 Y136.350
G1 X153.650 Y142.650
G1 X153.650 Y143.650 F1900
; feature infill
M106 S0.0
G0 X152.344 Y137.070 F4800
M106 S1.0
G4 P0.25
G1 X152.930 Y137.656 F2000
G1 X152.930 Y138.929
G1 X151.071 Y137.070
G1 X149.798 Y137.070
G1 X152.930 Y140.202
G1 X152.930 Y141.475
G1 X148.525 Y137.070
G1 X147.252 Y137.070
G1 X152.930 Y142.748
G1 X152.930 Y142.930
G1 X151.840 Y142.930
G1 X145.980 Y137.070
G1 X144.707 Y137.070
G1 X150.567 Y142.930
G1 X149.294 Y142.930
G1 X143.434 Y137.070
G1 X142.161 Y137.070
G1 X148.021 Y142.930
G1 X146.748 Y142.930
G1 X140.888 Y137.070
G1 X139.616 Y137.070
G1 X145.476 Y142.930
G1 X144.203 Y142.930
G1 X138.343 Y137.070
G1 X137.070 Y137.070
G1 X142.930 Y142.930
G1 X141.657 Y142.930
G1 X135.797 Y137.070
G1 X134.524 Y137.070
G1 X140.384 Y142.930
G1 X139.112 Y142.930
G1 X133.252 Y137.070
G1 X131.979 Y137.070
G1 X137.839 Y142.930
G1 X136.566 Y142.930
G1 X130.706 Y137.070
G1 X129.433 Y137.070
G1 X135.293 Y142.930
G1 X134.020 Y142.930
G1 X128.160 Y137.070
G1 X127.070 Y137.070
G1 X127.070 Y137.252
G1 X132.748 Y142.930
G1 X131.475 Y142.930
G1 X127.070 Y138.525
G1 X127.070 Y139.798
G1 X130.202 Y142.930
G1 X128.929 Y142.930
G1 X127.070 Y141.071
G1 X127.070 Y142.173
G1 X127.070 Y142.343 F2000
G1 X127.657 Y142.930
; layer 6, Z = 3.830
;note
M106 S0.0
; feature outer perimeter
M106 S0.0
G0 Z3.830 F1200
M106 S1.0
G4 P0.25
M106 S0.0
G0 X125.450 Y144.550 F4800
M106 S1.0
G4 P0.25
G1 X125.450 Y135.450 F1800
G1 X154.550 Y135.450
G1 X154.550 Y144.550
G1 X126.450 Y144.550
G1 X125.450 Y144.550 F1800
; feature inner perimeter
M106 S0.0
G0 X126.350 Y143.650 F4800
M106 S1.0
G4 P0.25
G1 X126.350 Y136.350 F1900
G1 X153.650 Y136.350
G1 X153.650 Y143.650
G1 X127.350 Y143.650
G1 X126.350 Y143.650 F1900
; feature solid layer
M106 S0.0
G0 X127.070 Y142.930 F4800
M106 S1.0
G4 P0.25
G1 X127.070 Y137.070 F1800
G1 X152.930 Y137.070
G1 X152.930 Y142.930
G1 X128.070 Y142.930
G1 X127.070 Y142.930 F1800
M106 S0.0
G0 X127.970 Y142.030 F4800
M106 S1.0
G4 P0.25
G1 X127.970 Y137.970 F1800
G1 X152.030 Y137.970
G1 X152.030 Y142.030
G1 X128.970 Y142.030
G1 X127.970 Y142.030 F1800
M106 S0.0
G0 X128.870 Y141.130 F4800
M106 S1.0
G4 P0.25
G1 X128.870 Y138.870 F1800
G1 X151.130 Y138.870
G1 X151.130 Y141.130
G1 X129.870 Y141.130
G1 X128.870 Y141.130 F1800
M106 S0.0
G0 X129.770 Y140.230 F4800
M106 S1.0
G4 P0.25
G1 X129.770 Y139.770 F1800
G1 X150.230 Y139.770
G1 X150.230 Y140.230
G1 X130.770 Y140.230
G1 X129.770 Y140.230 F1800
; layer end
G0 Z100 F3000 ; lift off printed part
G0 X0 Y280 ; move to cooling position
M400 ; wait for moves to finish
M117 Cooling please wait
M190 S50 ; cool down bed
M140 S0 ; turn off bed
M117 Print Complete
M2
M106 S0.0
G91
G0 Z20
G0 X20 Y20
M2
; Build Summary
; Build time: 0 hours 1 minute
; Filament length: 219.2 mm (0.22 m)
; Plastic volume: 1398.58 mm^3 (1.40 cc)
; Plastic weight: 1.75 g (0.00 lb)
; Material cost: 0.0

There’s no extrusion commands in here now. What is sending the commands to squeeze the syringe?
Edit: Looks like the fan speed control is being used as an on/off for the pump operating the syringe.
This sounds like a nightmare for any sort of accuracy in extrusion.
With the pictured setup, X and Y should home normally, and that plastic nozzle is still capable of pushing the Z button on the back-left side. So long as the Z offset is set correctly that could work here. You could manually home all axis from the printer’s menu, or input a G28 XYZ command as part of your startup GCODE, I’d say right before the M106 S0 command would work fine. There will be no bed leveling, but I think that’s not hugely relevant in this type of printing.
So, from the GCODE here’s what’s going on.
There is no XYZ homing performed. So it’s relying on some manual method for initiating the homing. I assume that it’s expected that you do the home all axis option in the printer’s menu before printing. I’m ASSUMING that it’s hitting the Z button with the nozzle and has a suitable Z offset (somewhere around .5mm - 3mm - I can’t test the button on mine at the moment, so I’m eyeballing it) saved in the settings, such that if you go Z0 after homing all axes, it should be just barely above the print surface. If the printer is running custom firmware, it may be doing something else for homing.
Extrusion is an ON/OFF function by the pump, and the speed of extrusion is manually adjusted by the same pump by the operator. I expect that you should be doing this adjustment while it’s printing the skirt at the beginning of a print.
Once printing, it’s using a 1/4 second pause to let the pressure in the system build back up after a travel move. Problem I see with this, is that as more air is in the syringe, there’s more room for the air to compress, so it should be taking longer for that pressure inside to build up. That will make lead to underextrusion at the beginning of print moves, and with more air pressure in there, there will be more oozing during the travel moves.
So, to answer the initial question? I’d say it’s something to do with not getting the initial Z height correct, or the manually set flow from the pump isn’t correct. The skirt was: omitted from the picture, not printed because the lines hadn’t been primed, or not printed because the nozzle was touching the bed and blocking extrusion.
Video of an attempt at power on to printing would help as well, if you can post something up on youtube (unlisted if you want) that would help narrow it down.
I’m having to make a lot of assumptions about the pump/syringe equipment working, and your slurry being the right viscosity.
Thank you for the information you shared. But my question is homing the XYZ is the problem the printer is not following the exact path of the model shown in the preview? Also, we are controlling the pressure through a separate setup. I cant attach the video of it here, if u can share your email id i can send through that. Kindly let me know what are the steps i need to perform here to get a good print, the command i need to attach in the g code or do i need to change any other process settings.
The printer nozzle movement is not exactly the moves of the model to be printed. What might be the issue?
Usually, by using jog controls in simplify 3D i set the X: -97mm, Y:-100mm, Z:-0.2mm and then zero it before starting the print.
A lot of the info posted was me working through what it seems to be, so in case I’m making guesses far off you can correct me.
You can DM me on this forum if you can’t post the video publicly,
Send the M503 command to the machine and post the output it sends back, that might help understand if there’s anything out of the norm that got saved into the configuration.
WRT the movement, all the commands are very basic commands that the machine should only be getting wrong if there is a misconfiguration, stepper driver failure, stepper motor failure, physical obstruction to movement, or maybe bad wiring. Stepper motors almost on these, stepper drivers are somewhat failure-prone (after like 8-9 years).
M503 output might help see if there’s a configuration issue, but I think the video to see what’s happening will be best.
Sure i can make of the video of that, but i cant attach file as the forum is not allowing to attach those files. I cant understand about the M503 command where do i need to post the command could you please let me know more clearly to inserting the command and how to do that?
If you connect to the Taz via USB, CuraLE has a terminal window that you can use to send commands directly.
Sure, I will do that. But we have only simplify 3D installed we dont have cura and its connected to port. Can i use simplify 3D to pass the command in the machine control pannel. Let me know if that works.
It looks like in Simplify3D it’s done through the Machine Control Panel:

This was a very old version for this screenshot, so it’ll probably look a little different in the modern build, but that terminal window is the important part.
Thank you, i will send the video of it, the communication from the printer
also wash the bed just a layer of soap , a layer of water & dry I also meant to mention check the temperature & the material as well as which blend additionally it’s in Celsius