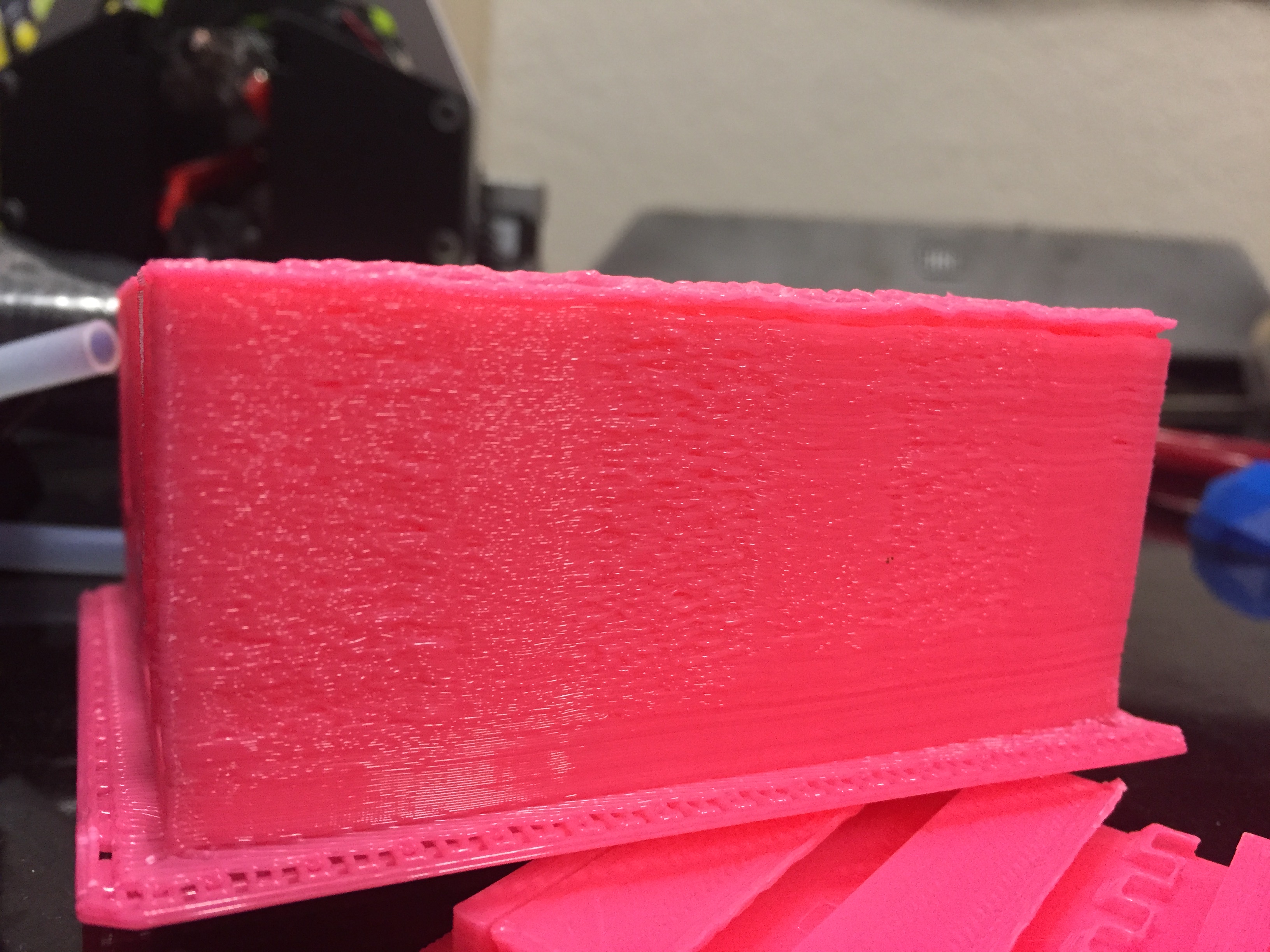
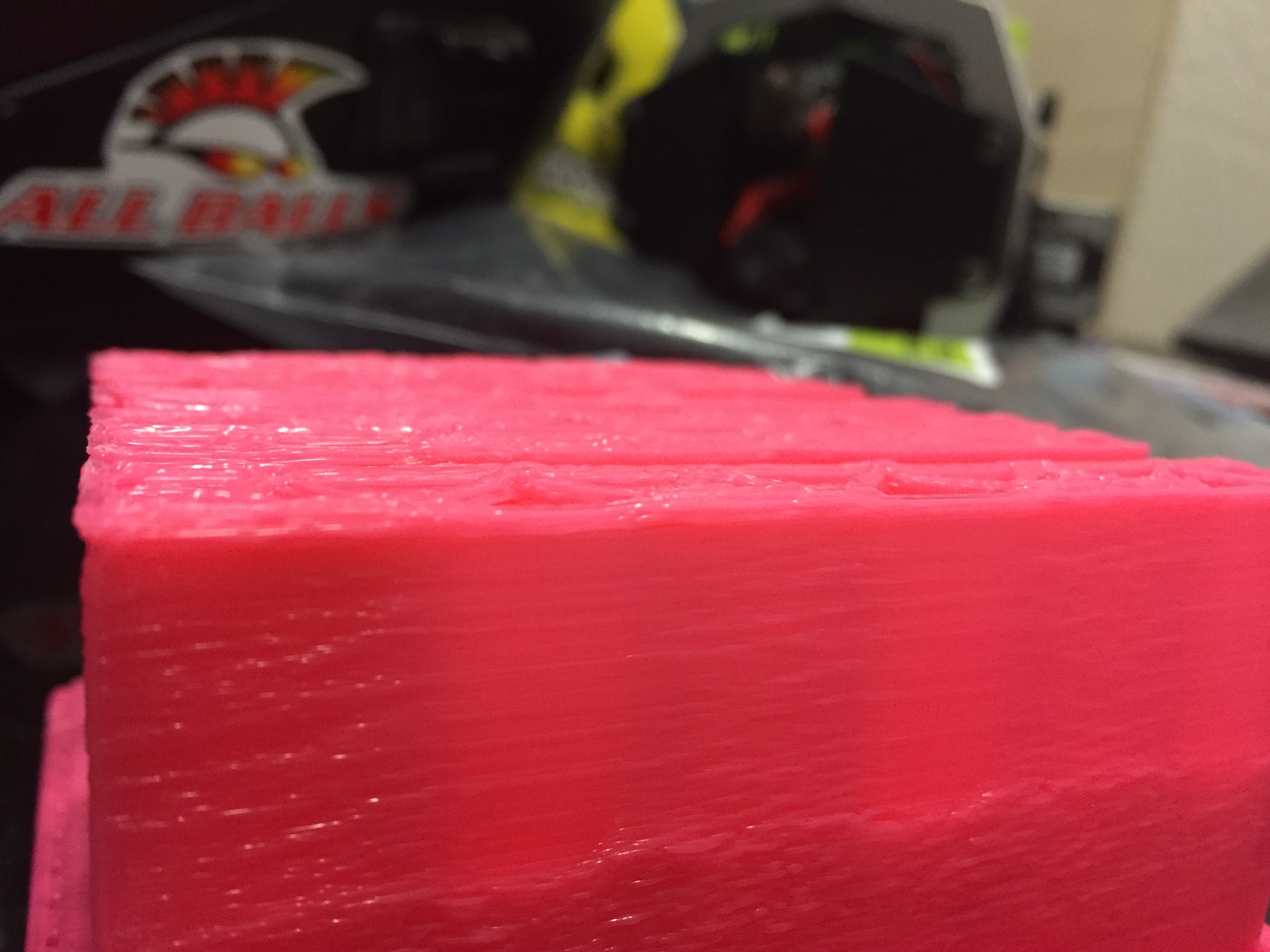
I am brand new to the forums. I purchased my first Lulzbot, a Taz 5, this past ~March. When I first got it, it was working fantastic for a few weeks until the nozzle clogged. I replaced the copper nozzle with a nickel plated .05 nozzle and broke down + cleaned the entire extruder head assembly. After I reassembled and re-calibrated it was printing better than ever - the highest quality prints I’ve had since purchasing the machine - I was very happy with the performance. That all abruptly ended about a month ago. I was attempting to print a Mother’s day gift when (see attached pics of pink print fails) the extruder head suddenly started rubbing against the print. I left my house and when I came back after the print had been going for about 2 hours, I could literally hear a very awful sounding rubbing/scraping noise coming from the print. I rushed over and killed the print and shut the printer down… The results are pretty ugly… This was the event that began my printer woes.
After many experiment runs after, it looks like after the prints reach a certain height the extruder head starts to get ever so closer to the print until it eventually starts to physically knock against the print as its trying to extrude filament – this is evident by the squished looking layers from the side profile shots I took. Also notice the very top layer - the top is very wavy looking due to the extruder head dragging across.
I have since recalibrated multiple times, adjusting z-stopper and re-leveling the bed, but to no avail. Mind you I have not adjusted anything about the extruder settings – to be honest I don’t want to screw anything up in there because I don’t know what I am doing yet.
The parts never grow tall enough to ever physically rub against the extruder head now… They just start peeling up at ~10mm layer height. Even my calibration cubes lose adhesion on the bed and eventually fail. I’ve attached pictures of that as well. I’m convinced my axes are out of whack at this point…
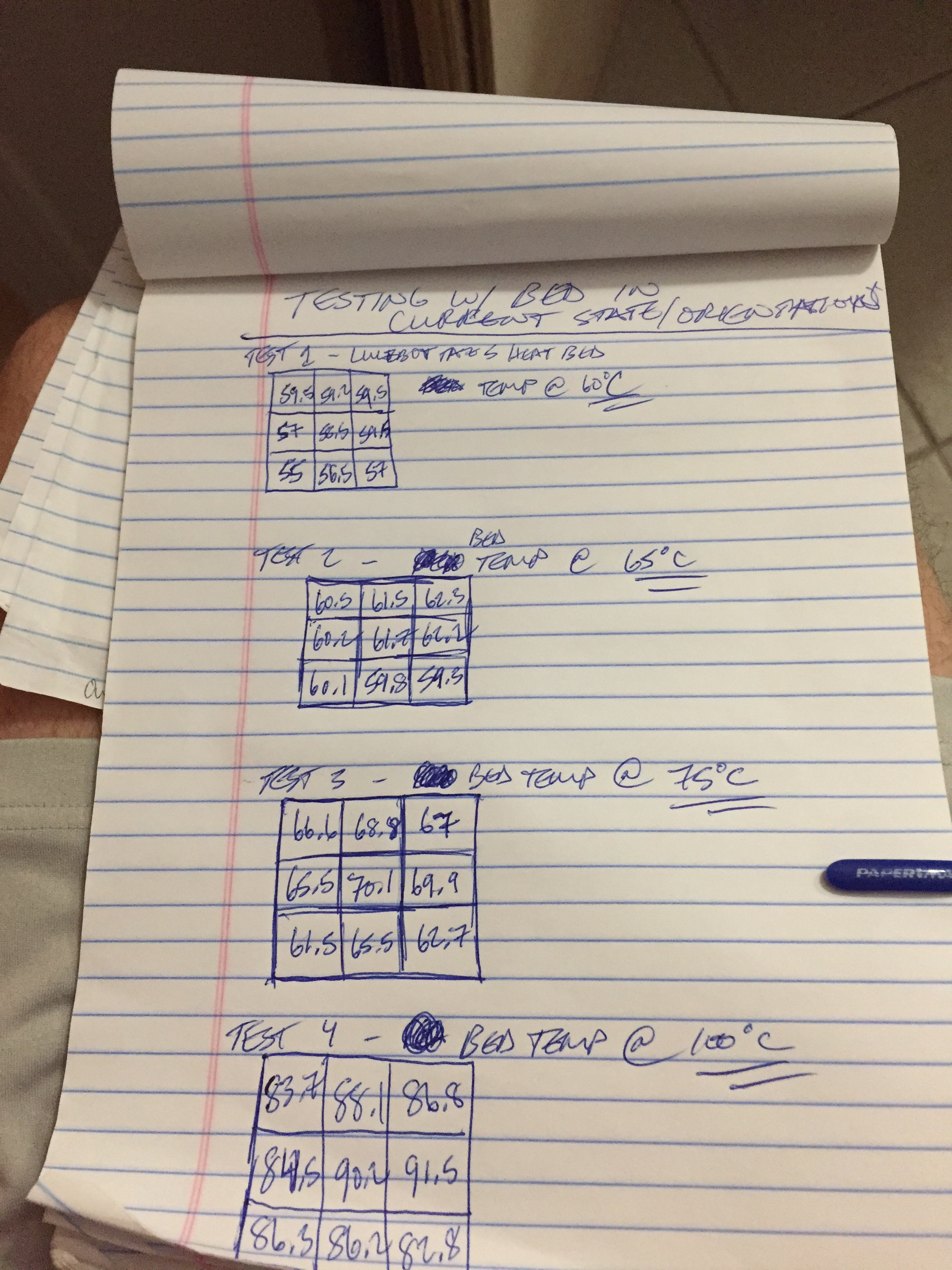
I was suspicious my heat bed may have been going out so I ran a couple of experiments. I used my digital laser infrared thermometer and shot the heat bed in a 3x3 grid fashion. First capture of data was the original orientation I left the bed in after the problem started to occur. The second capture of data was after I snugged the heat bed all the way down close to the aluminum y travel plate - I figured this might help keep the heat bed a little hotter with less space for air to pass through and cool off the heat bed from below. Not once did my bed actually reach the desired temperatures: 60, 65, 75, 100. The recordings are extremely variable with no consistency whatsoever. As I attempt to reach 100 degrees Celsius the standard deviation increases.
Is this a good indicator that my bed is going bad and needs to be replaced?? - or - Are my suspicions that the axes are all out of whack more accurate?
I just purchased a dual extruder head because things were going so well — I just want to be printing again… Somebody help!!!
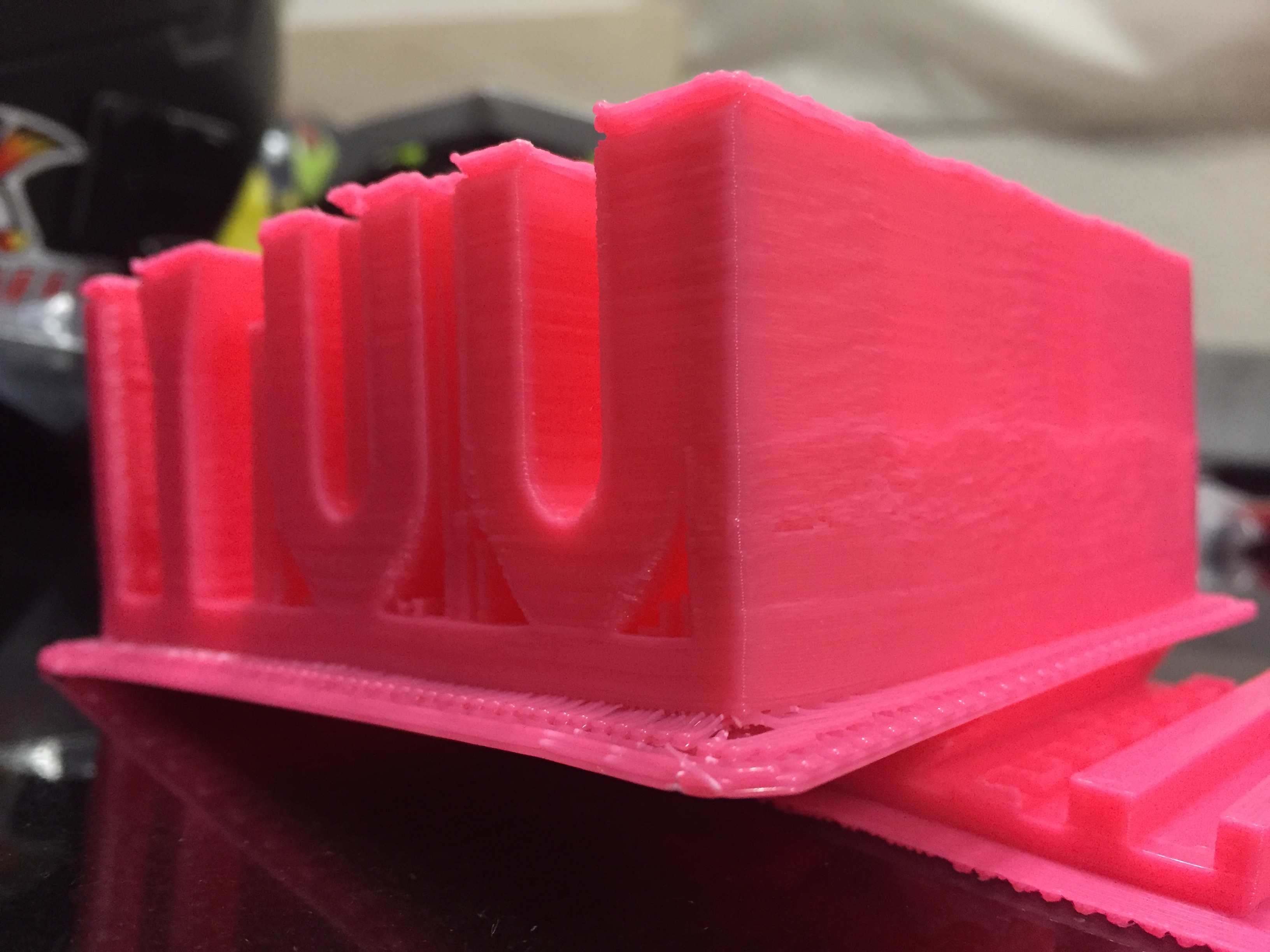
It’s almost certainly an axis, probably a lead screw out of allignment. The part and brim arent cutled up so lifting probably isnt in play which means the bed is probably fine. Looking at the part, the overextruded ripple section starts on one side before it hits the other side. Thats probably the affected side. To troubleshoot:
Check both z motors. Ensure all 4 setscrews in both couplers are down, tight and the couplers have at least 1 setscrew on each flat spot.
Check for broken or cracked couplers, and loose or out of alignment motors.
Now check the bed frame to main frame mounts. Are they down and tight. Are the rubber feet front and back setting on the table surface. Are any of the heat set inserts pulled out? Also check that the bed frame rails are 90 square to the main frame rails.
Now check all 4 bed mount corners. Are all 4 of them still screwed into the bed mounting plate? Are they all around the same height? If they are within 1 to 2mm of the others leave them for now. If you see both couplers on the right or left sides are dramatically higher on one side, lower them to match the shorter side.
Now locate a thin, business card thickness metal object. This will be our bed feeler gauge. Turn the printer on, let it heat bed and nozzle to normal print temperature. Then home the printer so the nozzle is at the front left corner. Using the feeler gauge, move the bed adjustment screw for that corner until the nozzle is just touching the feeler gauge sitting on that bed. Beware of burns here. Now move the nozzle to the back left corner and do yhe same thing. It should be fairly close, adjust it until it is perfect.
Now, pause and using vernier calipers, measure the distance from the lower left lead screw nut bottom to the top of the lower left lead screw bearing. Now check the same distance on the right. The right side should be identical to the left. If it is not, power off the machine, unplug that motor (or turn it really slowly when you do this next part) and then manually turn the lead screw with your fingers until it matches on the right side as well.
Now, heating the machine back to temperature if required, slowly move the nozzle to front right corner. If you had to adjust the lead screw make sure you don’t drag the nozzle through the bed. Adjust it down as you go if needed. Once that nozzle is done, do the back right corner. At this point your nozzle is trammed to the bed in theory.
Find the bed calibration Gcode file on the sd card or in downloads here on the site and then run that file a few times to make sure you have good adhesion. Adjust the main bed leveling screw accordingly, and then the corners slightly with quarter turns until the pattern is perfect.
Get some white lithium grease and put it on the leadscrews just above the lead screw nut, then run up and down the z axis to distribute it on the lead screw. Never lubricate the bearing rods.
11.After running up and down the z axis, go to z0 home at the bed, then measure both distances from the bottom of the lead screw nut to the top of the lower bearing again. They should still be identical.
Now try printing a calibration object, preferably a 40mm calibration cube. Check that it prints well, has no major flaws, and measures close to 40mm on each side with calipers. If you are still getting overextrusion at that point make sure infill is at 85% or lower, check the diameter of the filament with calipers and adjust in cure as needed.
If you are printing pla and it still looks rough, it may be the squirrel cage fan on the barrel. When they fail, they often partially fail so they look like they are still moving but they move little or no air.
If it still prints bad, check back here. There are other things to try as well.
Wow, thanks for the detailed write up and troubleshoot conops. I will definitely perform each task… However, since I’m such a noobie, a lot of the piece parts of the printer you called out I am unfamiliar with. Does Lulzbot have a Taz 5 schematic and/or exploded view of the printer I can reference? I just want to go adjusting / messing with the wrong component and further screw up the machine.
“7. Now, pause and using vernier calipers, measure the distance from the lower left lead screw nut bottom to the top of the lower left lead screw bearing. Now check the same distance on the right. The right side should be identical to the left. If it is not, power off the machine, unplug that motor (or turn it really slowly when you do this next part) and then manually turn the lead screw with your fingers until it matches on the right side as well.”
I’m not familiar with your terminology… Still trying to learn the language. I checked the link you provided and searched for lead screw in all the files – no dice.
I’ll take a picture tomorrow sometime when I’m back near a printer. My setup looks a bit different than yours is going to, but that part should still be close enough. In the mean time, try this:
The leadscrew is the long threaded object that looks like a giant bolt. There are two of them, one on either side. They turn to move the z axis up and down. On the leadscrew, there is a black plastic object threaded onto the leadscrew like a nut goes on a bolt. This is the leadscrew nut. It has holes in it for 4 5mm mounting bolts, three of which are usedm that hold it to the leadscrew nut mount, which in turn bolts to the metal plate. The leadscrew nut is the lowest point of the z axis moving components on the leadscrew. The leadscrew nut looks like this https://www.lulzbot.com/store/parts/z-lead-screw-nuts
In our case, the bottom of the leadscrew nut is the smaller end opposite from the large flanged end with the 4 mounting bolt holes.
Your last explanation helped, thank you. I adjusted the lead screws to both measure ~.01 away from one another, it was as close as I could get… Releveled the bed again and printed the calibration pattern 3x successfully. Then printed 2 XYZ calibration cubes very nicely, each measuring 20x20x20 mm with a standard deviation ranging from 0.1 to 0.3. All very close and tight dimensions.
So I followed your instructions and printed the 40 mm cube and now this… It was going well after first several layers so I left to run some errands and returned to this hot mess… What gives? Is this over extrusion? Or, is it poor/lost adhesion and it just starts squirting PLA all over the place??
I have not adjusted extrusion yet… That 40 mm cube was 2 mm layer height, 20% infill, 3 shells. I am not a huge fan of slowing down extrusion speed if it means my print time will increase.
What does your direction number 12 means, “check the diameter of the filament with calipers and adjust in cure as needed?” Can you provide clarity on this step? What settings in Cura do I need to adjust to account for the filament size? For example, I am using 3.00 MM PLA made for .05 nozzle. If it measures less than 3.00 what direction to you adjust? If more, what direction?
It’s difficult to see what exactly happened there. Your initial contact pattern looks good, you may want to turn the main z height adjustment knob a quarter to a half turn closer to the bed to get a bit better adhesion. I can see you were printing that cube with a very low infil amount. Thst can sometimes lead to a stray loop of less adhered until that can pop up and snag the nozzle as it goes by, detaching the part from the bed, then the rest of the mess follows. It could also be slight ovetextrusion, though the side of the piece up to where it failed doesn’t look bad. It could be your bed heat, either too low or too high, or it’s set to cool down after the first layers and just detached. You are going to want to take a look at the ideal bed temperatures for the pla you are using and adjust accordingly.
While you are getting dialed in, it may be worth bumping the until up a bit to at least 50% until you are sure you are getting good adhesion. This may very well have just been a badly adhered loop that yanked it off the bed.
The filament diameter is going to vary quite a bit between manufacturers and even lots. The vast majority of good filament in the 3.00mm class is actually 2.85mm with +/- .05mm variance not uncommon. The default setting for filament diameter is going to be 2.85mm somewhere under the advanced settings. You want to take your calipers and measure the filament (preferably several times and take the average in several spots) and find your actual diameter. For example village plastics ABS often measures 2.87mm. You would want to adjust that value in cura to match. Think of it this way, you have a 30 gallon fish tank, and you need to fill it with water using a 3 gallon bucket. But some buckets are only 2.85 gallons and others are 3.2 gallons. If you don’t know, then 10 trips to fill the tank may result in either too little water, or a flood.
I don’t know exactly where that setting is in cura because I dont use cura. It is in there somewhere though and will be 2.85 by default.
One other thing yo check would be loose belts. It’s possible the bed shifted, then all the offset caused the issues later. To check for that print a round column calibration object and see if it is truly round. If it is flat in one axis, adjust the belt tension higher.
I attempted to adjust the z stop screw turn a quarter & half turn as you suggested. Still multiple failures due to part losing adhesion. I did have some successful attempts printing a few fidget spinners & the finger pads that go with them though… But anything taller than fidget spinner immediately fails and spews filament all over the place.
See attached pics – this is my latest attempt at the 40mm calibration cube. I followed instruction and increased the infill % to 50% + I decreased the print speed/velocity from 95 to 85 to see if that might help. I also measured the filament, and surprisingly enough, the red Hatchbox PLA measured ±.01mm to the 3.00mm diameter in 6+ locations. So I didn’t alter any of the filament print settings within Cura.
I will look into the belts again but when I was doing a detailed once-over of the machine this past weekend the belts had good tension in them. Are you expecting maybe some slack in the line? When I get home I will attempt to print a round column and see if it’ll stick.
What else do you recommend trying? I don’t know what else I can do at this point. By the way… the fidget spinners that DID print successfully looked really great. Good adhesion, no hiccups in the print, all was cool and printed very high quality. As you can see from the attached pic, the 40mm calibration cube failed @ ~3.37MM height… So I don’t understand how I can print 3 perfect fidget spinners that are easily 4x that height but I can’t print this cube.
The default setting in cuts is going to be 2.85 not 3.00. You will need to change it to 3.00 to avoid 0.15mm worth of overextrusion. I’d also check if the bed is set to cool after the first layer or something also maybe try cranking the bed adjust another half to a full turn. It looks like it should have good adhesion already though. Maybe check the bed with an infrared thermometer at time of failure and see if 8t is cold then?