I’m using ABS, 110 for bed, mostly 240 for the filament. One thing I forgot I tried, was setting the filament temp to 245 for the first three layers then dropping down to 240 thereafter. I figure the bed is clean enough because after S3D failed a bunch, Cura did fine even though I didn’t do any bed cleaning (though admittedly, Cura’s supports scar more, even with tweaking the gap between support and object in expert settings).
One thing I wonder, is if the there is a way to adjust the basic Z height setting so that SC3 starts just a little bit lower. I’m thinking that if I get some extra squish on the first layer, I will get better adhesion. Is there a setting to do that?
Yep that was just what I needed! Thank you very much, now everythings working great!
I had tried just copying the code and settings from Cura as an intern solution, but that caused a handful of super odd errors I couldn’t figure out.
Thank you kcchen_00. I tried your suggestion but then I started to get a really rough top surface, so bumpy it was deflecting the print head as it rode over it. I tried to reduce the filament extrusion rate but still had the same problem, though less. After that I contacted S3D and went through a bunch of other experiments.
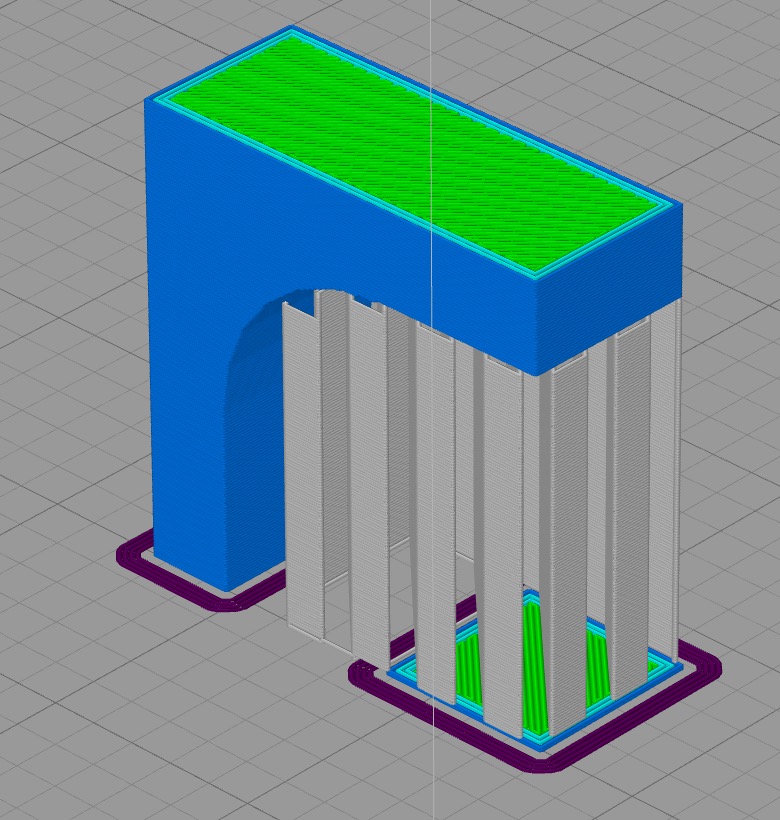
Maybe in a future version S3D will make it possible to include a crosshatch anchor layer under support. Till then, the workarounds all lead to other problems (extremely slow print speeds to help support stay stuck, massive waste of plastic for support because of density requirements, stringiness due to insufficient cooling, sagging areas due to insufficient cooling, tightly fused support material due to insufficient cooling).
The real show stopper was a slicing issue with a test object made in freeCAD. For some reason, S3D interpreted the area where two objects ran together, as a sort of inverse intersection of those objects (it cut out one object from the other in the area they intersected). At that point I gave up and asked for a refund.
Another workaround would be to make some thin (.5mm) discs or squares to place under the supports. It would be a manual process of importing the STL and duplicating, but could help anchor the supports.
I use the discs to anchor corners which tend to warp… the ones I’ve created are 20mm, but I can upload a 10mm or 5mm disc.
Regarding speed, I’ve set the support underspeed to 110% with good luck. On one of my speed profiles I use 5400 as the default print speed… this bumps the supports to almost 6000.
kcchen_00 – you give good advice (I followed your instructions on nozzle replacement) and I wish I could still try your S3D suggestions, but I already deleted S3D as required to request a refund a couple days ago. The thing that pushed me over the edge, was the inverse intersection issue with a freeCAD generated stl. I decided to stick with slic3r, cura, and custom supports in my design and just try to hone my skills there.
As a side note and sort of OT, I think what happened was that I selected two non-fused but intersecting parts, and exported that combined selection to an stl. I suspect if I had done a fusion operation and then exported, I wouldn’t have had that problem. Which is kind of lucky, because I sometimes do try to stick things on stl files I download but freeCAD usually won’t let me do an actual fusion even after going through a couple conversion steps to make a solid. unfortunately I don’t have S3D to test that out.
If anyone is interested in satisfying my curiosity, I’ve uploaded two STLs of a 10mm cube with a 15mm high cylinder sticking up from its center. If my guess is right, S3D would interpret the one called “grouped” as a cube with a 2mm radius cylinder cut out of the center, and 5 mm high 2mm radius cylinder stacked on top, and “fused” would look like a 10 mm cube with a 5mm high 2mm radius cylinder stacked on top of a totally solid cube (no hole). In Cura, both look like a solid cube with a 5mm cylinder sticking out. Also the freeCAD file is attached (0.14, debian wheezy verison). cubeCylinder-grouped.stl (5.36 KB) cubeCylinder-fused.stl (7.89 KB) cubeCylinder.fcstd (4.95 KB)
I’m not in front of my S3D, but I’ll give your STLs a whirl when I can. There is a setting for “Separated surfaces” (or something to that effect) that will merge the objects together. I suspect it will produce the merged object like Cura. It’s an obscure setting, but has been reported to produce the single merged object out of intersecting object.
S3D can be frustrating, but their forum is full of helpful people (sounds familiar). I don’t think it’s a necessity to produce great prints (especially with a steep price tag of $150). If you spend enough time tweaking Cura or Slic3r they can produce great prints. Learn a bit of G-Code along with some elbow grease and many of the custom functions can be had a well.
I worked with Slic3r and Cura with a different printer. While I though the prints were good, it was night and day when I switched the S3D. Whether the S3D folks came up with a better printer profile, I was sold…
Anyway, sorry to hear S3D didn’t seem the $150 value.
I will say this, the hype about S3D supports wasn’t hype – it was real. S3D’s supports pulled away from the pieces perfectly and left almost no, to actually no, scarring. If they’d just lay down a crosshatch under the grid to anchor it, I’d have not returned it.
Looking at that STL would not hollow objects like that give strange results with support material/parameter generation inside of that kind of interposed objects?
Or are you making them solid before putting them through slicing?
Thanks kcchen – I wouldn’t have guessed “separate connected surfaces” would have done that – I would have read “separate” as a verb rather than an adjective, which in my thinking would have caused different surfaces to be separated. I regret not knowing that but I felt like I was on a deadline to figure out two big issues, which I was in a sense.
Agreed… It’s a confusing menu setting. I would have never used it if I didn’t read about it on their forums. Another weird thing about this setting is it doesn’t seem reversible… It’s not selectable, so once chosen the only way to go back to the unfused print is by deleting and reimporting.
New to S3D myself. As far as general quality of print, I have been happy with what S3D is printing out VS Cura but when it comes to support, I am also having issues with the supports sticking to the build plate. I had a large part that is just 3mm too big to print out the preferred way, flat on the build plate. In Cura I put the piece long end up with supports to make it work but getting the supports off really hurt the look of the part. I can’t get past the first layer of supports in S3D because the squiggly pattern it extrudes out sticks for the first few inches but as soon as one edge lifts up the print head hits it on the way back and takes the rest of the base with it. I haven’t been good about cleaning my surface so I am going to try again after a good alcohol wipe cleaning tonight and see if that helps. I echo what others have said, I wish there was an option to print the base support with something else but the long single line that squiggles back and forth.
I am printing with PLA at 195 and 60 on the hot end and bed respectively. I also ordered a set of digital calipers today so I can dial in the filament measurements (my mini has a hexagon 1.75mm from the original owner VS the stock so I already have somewhat custom settings to work with).
As an alternative I am looking for an easy free way to maybe split the model into multiple parts (preferably with added registration pegs and holes) but I am not much of a 3D modeler. Actually, I’ve never really messed about with 3D models at all
If you are using a PEI surface, give it a vigorous rubbing with a folded cotton washcloth and 90% or higher isopropyl alcohol. That solved the adhesion problems I was having with low contact area parts.
I do and I will tonight. I have a feeling my issues are stemming from my cabbage hands (what my wife calls my sweaty mitts) touching the build plate too much getting stuff off (I printed a handy dandy little pusher tool for getting parts off since then has kept me from touching the plate anymore). I will reply back with my successes or failures tonight
If the IPA and scrubbing doesn’t help, try a light sanding using a fine grit. ABS and PLA supports should stick to the PEI pretty readily. If you’re using a TAZ, the initial nozzle height may be to high… adjust the z-endstop.
As a last resort, import the attached STL and place at the bottom of the support. May need to set “Lower Vertical Separation” to 0. It should provide a platform and anchor. Scale the .5mm square as necessary. Base_20-20.stl (1.85 KB)
I’m actually trying to make the PEI less sticky to increase the smoothness of my first layer… can I borrow your “sweaty mitts”?
Would you try kcchen’s method of distributing chicklets under the support? If that works for you I’d love to know that – I might re-buy because the other end of the supports, where they attach to the pieces, is pretty awesome.
My profile (from a boardie) had a z axis offset of +.2mm I hadn’t noticed and I think that coupled with my dirty bed was the problem. I set the offset back to 0 and had no adhesion problems. That said it was a little more smooshed then I think is good so I adjusted back up to +.1mm and am running a print now. It mostly adhered but there was one small curl up that wasn’t enough to worry about cancelling the print over. I will see what that result comes in at (maybe .05 will be the magic number - who knows). I have calipers coming Wednesday so with those I can adjust the filament diameter more exactly and also measure my actual wall sizes to hopefully get things dialed in perfect.
I want to clarify too, I’m pretty much being nitpicky. Despite being a little on the smooshy side the print was still great, I am just being a perfectionist. I have really only had 2 failed prints on this machine outside of these minor adherence issues since I started using S3D that weren’t my fault (they were both clogs that could very well be from me dialing in my nozzle height/extrusion/temp settings). I had 2 or 3 others that were just my fault for not having supports on when they needed to be. This Mini has been very reliable in getting a lot of reward without much effort.
I have printed a Pipboy MarkIV (like an arm gauntlet computer for non-gamers) pretty much right from turning on the machine and that thing is made up of almost 50 parts. Very pleased so far
EDIT: I forgot to mention that indeed the S3D Supports are far superior to the Cura ones. Had no real issues removing them and the surfaces under them were WAY better then the Cura result.