I tried to print the “Hollow Pyramid” as a test since I’ve been getting terrible prints and now I can see why. I recently moved to another state (Arizona) and haven’t been having much luck with the Mini.
My first assumption was that the move was hard on the Mini. So, I started to look for how I can adjust the printer. I’ve calibrated the extruder flow rate (E-steps) and aligned the bed to the X-axis bars. The belts are tight and the stepper motors are not jammed in any way. The pulleys on the stepper motors seem tight (they are not slipping due to a loose set screw).
So, the $1M question is, what do I need to adjust to get this print looking good?
More cooling, slow down print speed or print multiple parts per print. Your part is overheating in the picture.
Switching to a cooling duct witch will cool the part from both sides will also help.
Slowing down the print and forcing the fan to run at 100% does seem to have improved the print, but not as much as I’d like. The front-right and back-right legs are still bowing while the other two legs seem perfectly straight. And now the base is warping away from the bed.
Is this something that a cooling duct would help with? Any other settings I should play with?
What filament are you using and what are your temp settings, filament diameter, etc? Looking at the base the blobs appearing when the nozzle changes direction makes me think you’re over-extruding a little bit as well.
I’m printing 3mm ABS. I’ve been experimenting with Slic3r settings. The first layer is printed at 240C and the remaining layers are printed at 230C. The bed starts at 115C and goes down to 110C. The filament size in Slic3r is 2.85mm, which I took from Cura and the Lulzbot settings for Slic3r. The layer height is 0.25mm.
chances are that you started cooling 100% to early (low layers) !?
This could cause the warping we see in the last picture.
Maybe a stupid question:
Is the printer close to a window are any other heat / cold source?
I am wondering why you have more trouble on the right side of the print than on the left one.
The first days with my mini I had similar troubles until i found that the air flow of my A/C is influencing it. a peace of carton box on the side of the printer solved it
The unequal drooping problem puzzles me. There wasn’t any additional airflow when I was printing the above pyramids, but I haven’t printed inside some sort of enclosure yet. As soon as I have the printer back up and running I’ll try that. (I have it apart right now replacing the endstop switches.)
I have a similar issue with my AC in that a vent blows cold air on the front of the Mini from across the room. Thus I’ve noticed issues with warping at the front when the AC is on. I designed/built an enclosure “set” for the front, back, and sides with 1/4" (0.236") acrylic sheets (cut to size) and custom designed/printed corners that hold it all together with friction fit. I’ll post pics soon for anyone interested.
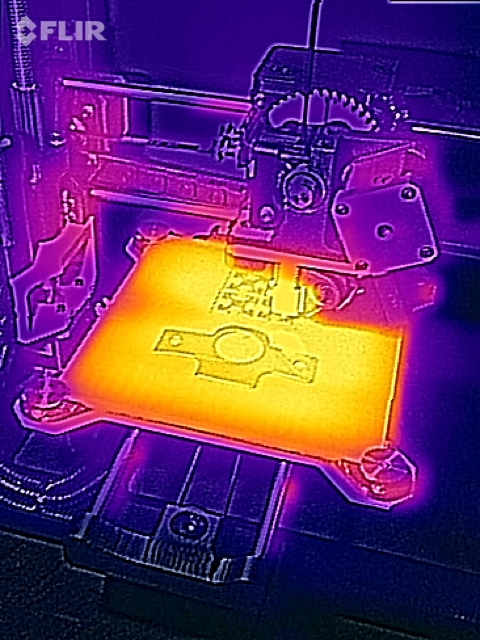
For anyone curious here’s a thermal image of my Mini’s build plate while printing HIPS:
I fixed my endstop switches, put the printer back together, and leveled/aligned the bed to the z-axis bars.
But I’m still getting terrible prints, especially on one side of the bed. Here are two videos (timelapses) from two different object prints that seem to have problems on the same side of the bed. In this video the horizontal view is flipped so the left side of the video is the right side of the bed.
difficult to see from that angle, but I have the impression that on the left side in the video you get some warping.
I am coming back to the question if you might have some ambient impact from a window or an A/C on that side.
Can you try a print with a Carton Box around the printer to protect from any “side effects”.
I actually had a similar Problem and fixed it (for testing) by piling my Filament carton boxes on the Side that was impacted by my A/C.
I covered the printer with cardboard and tried again. It’s a little better but this time the right side started to warp and curl away from the bed. That’s new.
the new Video is a bit better to see what is going on.
Right in the beginning it looks like you have have a pile of plastic in the left corner. I am not sure why.
During the print, as higher you get, it seems the pillars are moving during the print.
On top of the the right hand corner of the pyramid got loose from the bed.
For the pillars moving it can be that you don’t have enough cooling. I guess (based on the honeycomb infill) that you are using Simplify3D ?
If so you can use less cooling on the first layers and than increase cooling as you get higher. On top of that you can increase the time between layers for cooling.
For the Corner getting loose (warping) this might be the heat Bed Temperature or the way you are printing the first layers.
Just to exclude something weird: Can you heat the bed and (after 10 min.) measure with a contact thermometer the Temperature?
Idea is to find out if the bed heats up equal.
Sorry if I forgot, which material and which Parameters are you printing?
Can you give me the STL that I can try it here? Maybe we find this way what is going weird.
This is the STL file that I’m trying to print. I’m printing with ABS with the hot end set to 210 and the bed to 110. The bed is mostly heated evenly. It’s warmer in the middle than it is at the edges. For example, setting the bed to 110 results in the middle of the bed being 120 and the edges being 100, with a gradual change as you move from the center outward.
Other parameters: Layer height is 0.25mm, 3 perimeters, 25% infill. I’m using Slic3r to generate the g-code and Octoprint to drive the printer.
For this particular part, I’m wondering if 100% infill is more appropriate. The only reason I’m even trying to print this is to see if it sheds any light on why other parts are not printing correctly for me.
210C seems awfully cold for ABS. Normal ABS temps should be 240C-ish. Perhaps your material isn’t flowing well?
I do agree with other posters, more cooling is needed towards the top. You could also try printing two pyramids at the same time to give the plastic time to cool before putting down the next layer.
I want to thank everyone here for helping me. After putting my printer in an enclosure and tweaking a ton of settings, I can print the pyramid with only a few small defects. (There’s still a bit of sagging/drooping on the “arms”.)
I believe that the most effective setting changes were minimum layer time (15 seconds), no fan on the first 3 layers, and making the first layer 200% of the layer size.
glad to hear the OP got his problem solved, but i’m having a similar issue that i need help with. My printer was printing fine (with the cover off as i built mine from scratch). But yesterday after finally getting some cable tie mounts i stuffed the cables in the electronics enclosure and closed it up, i started getting some odd printing problems.
I am currently using the beta firmware, so i don’t know if that has any effect. Maybe on fan speed?
In my case it seems that after a certain height my two z-axis leadscrews seem to be getting mal-aligned for some reason. I thought it was mechanical so i tried tightening the screws on the couplers between the motor (on the left side) and the lead screw. They were already pretty tight. And so now i wonder if it’s some sort of odd electrical issue. Perhaps electrical cross-talk / noise? Should i put some more ferrous core torroids on the wires? When i original built my mini i had no ferrite cores on my motor wires and i had some major chaotic print behavior, so i know that it is at least a possibility. Suggestions? Ideas? I highly doubt i have a bad motor as it’s been working fine. Maybe i should double check the connector, but assuming that is fine the electrical noise is the only plausible idea i can come up with. Just thought i’d ask and see if anyone else has had problems like these? Especially with consistent z-axis leadscrews getting mis-aligned.
I think i found the problem. The belts were both relativity fine. Not loose enough to cause such major problems, and didn’t explain the failure at the specific height every time or the fact that the problem only occurred after putting my electronics box on. It seems the screw i used in the back was too long and the left stepper motor was hitting it on it’s way up and down thus causing the whole x-axis to move in an awful way.