I ordered digital dial gauge. Should arrive tomorrow. I’ve seen people connect it to the x axis rails. And I’ve seen people connect it to the tool head. What are the pros/cons of each approach? I imagine the x axis will help with bed leveling, but still may leave you looking for paper to adjust Z stop. (I could use help with both  . Does connecting it to the tool head help with Z stop? I also imagine connecting it close to the head is best given the slight sag that an unmodified Taz is reported to have.
. Does connecting it to the tool head help with Z stop? I also imagine connecting it close to the head is best given the slight sag that an unmodified Taz is reported to have.
I recently upgraded to the flexy dually (if that changes the recommendation at all).
I don’t see much difference, and this is with a dozen plus years as a machinist under my belt. I printed a jig that clamps my indicator to the nozzle (or at least it did before I upgraded o the hex). You’re going to be comparing the corner readings, so how much it sags in the middle won’t matter much. I only made the clamp so I didn’t have to remove the extruder to dial the machine in, but the holders that replace the entire extruder look pretty slick.
I use two dial gauges on either side of the toolhead to measure the corners simultaneously. Adjusting one corner will affect the other. With both readouts, it gets dialed in pretty quick.
And likewise, adjusting the front of the bed will affect the back… and vise-versa.
Putting the dial gauges to the side of the toolhead, negates the need to remove and re-install the toolhead. The benefit is that you can establish an optimal initial nozzle height which can be accurately replicated. So you kill 2 birds with one stone. 
The following dial gauge mount snaps onto the x-rods: https://www.thingiverse.com/thing:407454
It works well, but I found that it holds onto the 10mm rods too tight… Attached is a slightly modified version which clips to the top rod, but rotates onto the bottom rod. The mod seemed to make sense to me… but I haven’t published on thingiverse.
Dial Gauge Bracket v2.stl (189 KB)
Dial Gauge Bracket v2.stl (189 KB)
If interested, here’s my basic process (best if you pre-establish a good iniital nozzle height):
- Home XY & Z
- Turn off motors
- Move toolhead to center of X-axis, to create space on either side for the dial gauges.
- Raise the toolhead so the dial gauges can be attached approximately in the corner.
- DO NOT HOME XY. If you do, the toolhead will run into the left dial gauge, and won’t stop for a few seconds… making a pretty gut wrenching noise of the belt slipping.
- Turn on and zero the dial gauges
- DO NOT HOME XY
- Home Z
- Adjust corners.
- Re-home Z and check / adjust corners
- Slide the bed forward and adjust the back and perform the previous 3 steps. If you can’t move the bed by hand, turn off the motors from the LCD.
- Slide the bed back and re-check the front.
If you’ve dialed in your initial nozzle height, note down the measurement. Next time you level the bed, adjust to that golden number. Bed will be level and initial nozzle height will be achieved. Ready to print!
Hope that helps, sorry if its too much information.
Dial Gauge Post.stl (27.6 KB)
Iv’e designed and made both styles and I am still unsure which type I like best. The one that drops in the extruder has the advantage of being able to slide back and forth on the X axis but you need to unhook the wires going to the extruder and the single screw holding it in.
The ones that hang from the bars are quick and easy to install but unless you have 2 dial indicators you need to remove it and re attach it to each side of the X axis which can be a pain. I suppose having 2 dials and using the hanging method would be the best.
thanks. this is all helpful.
my dial indicator came today (and i only have one), i’m going to start with an approach that attaches to the tool head itself (to avoid moving it for opposite corners). I’d like to avoid removing the tool head, and I like the idea of a solution that can check all four corners and the center without moving/removing the indicator to do so. (double bonus to have a magic number to assist with initial nozzle height)
You might try the dial indicator mount here: http://www.thingiverse.com/thing:1396011
It is designed to clip on to the tool head so you don’t have to remove the existing toolhead.
@geburges - that’s the general idea that i’m looking for, but have the flexydually so need to make one built for that.
@kcchen_00 - currently going to print your mod for the xaxis and take it for a spin. thanks!
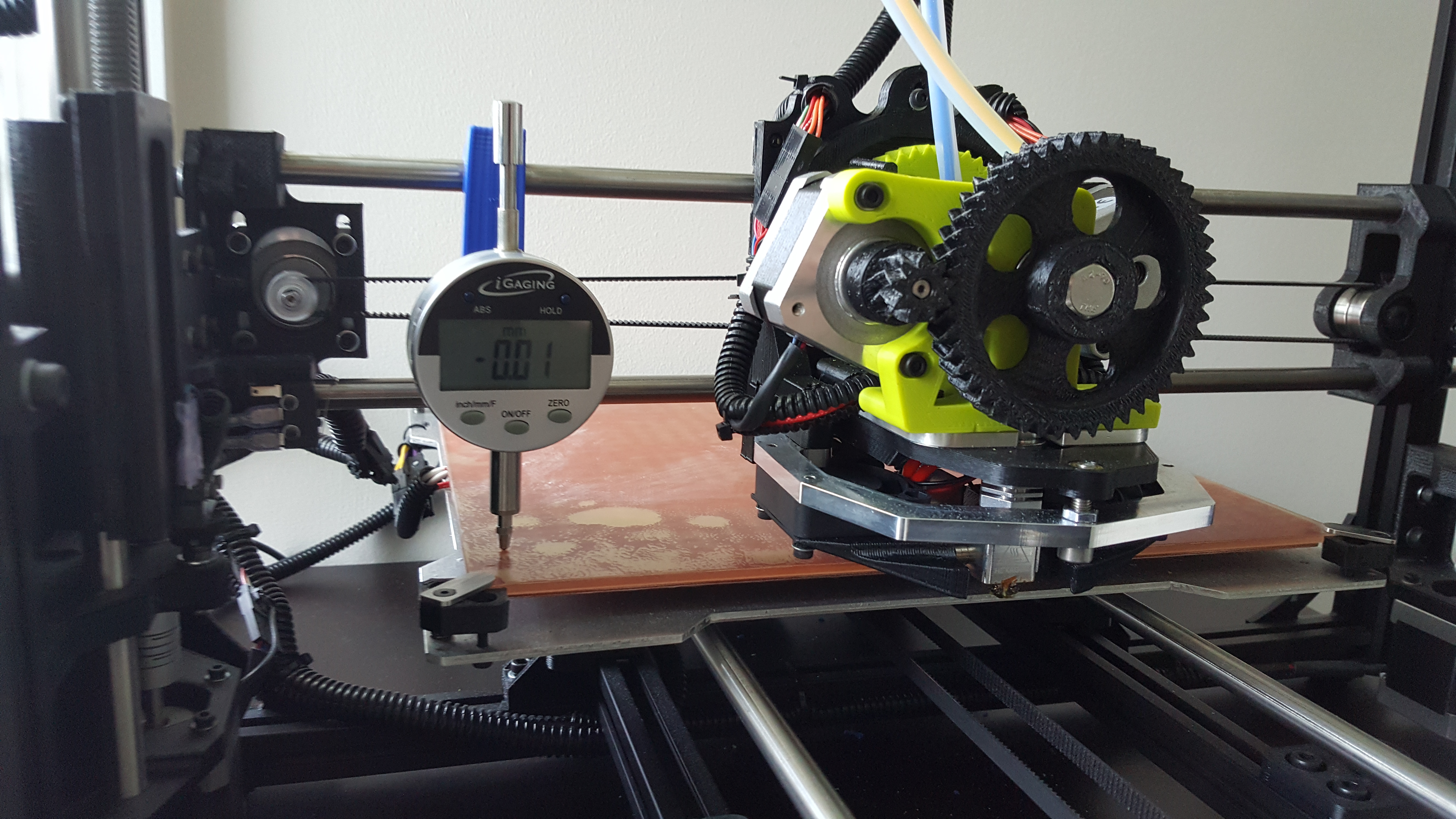
Success. Level within 0.01mm on all corners. Center does sag a little (0.06-0.08), but haven’t seen it affect anything. The paper method before had me within 0.13. So the dial is solid improvement.
Moving the indicator around wasnt too bad. I still may invest in a second though.
Thanks again!
Great discussion, very helpful info for someone new to 3d printing and climbing the learning curve. I found this for anyone who might be more of a visual/kinesthetic learner (like me). I’m not sure how much it matters, but I appreciated that this guy attached directly to the print head. https://www.youtube.com/watch?v=gXoqrR2SOTs