Ok, I have seen a few confusing things asked about leveling the bed using a digital indicator. I will try to clear up a few things for you.
First there are two attachment points you can use. One is the rail.
This one attaches to the X rails. Nice concept but has a flaw. You have to remove it to put it on the other side of the print head. Could possibly introduce error. Plus its putzy.
The second attachment is in the print carriage itself.
You do not need to remove it to move to each corner of the platform. No error is introduced. And the measure point is keyed and referenced to the thing that most matters, the print head. This thing is for dial indicators with a mounting screw that is horizontal in the rear.
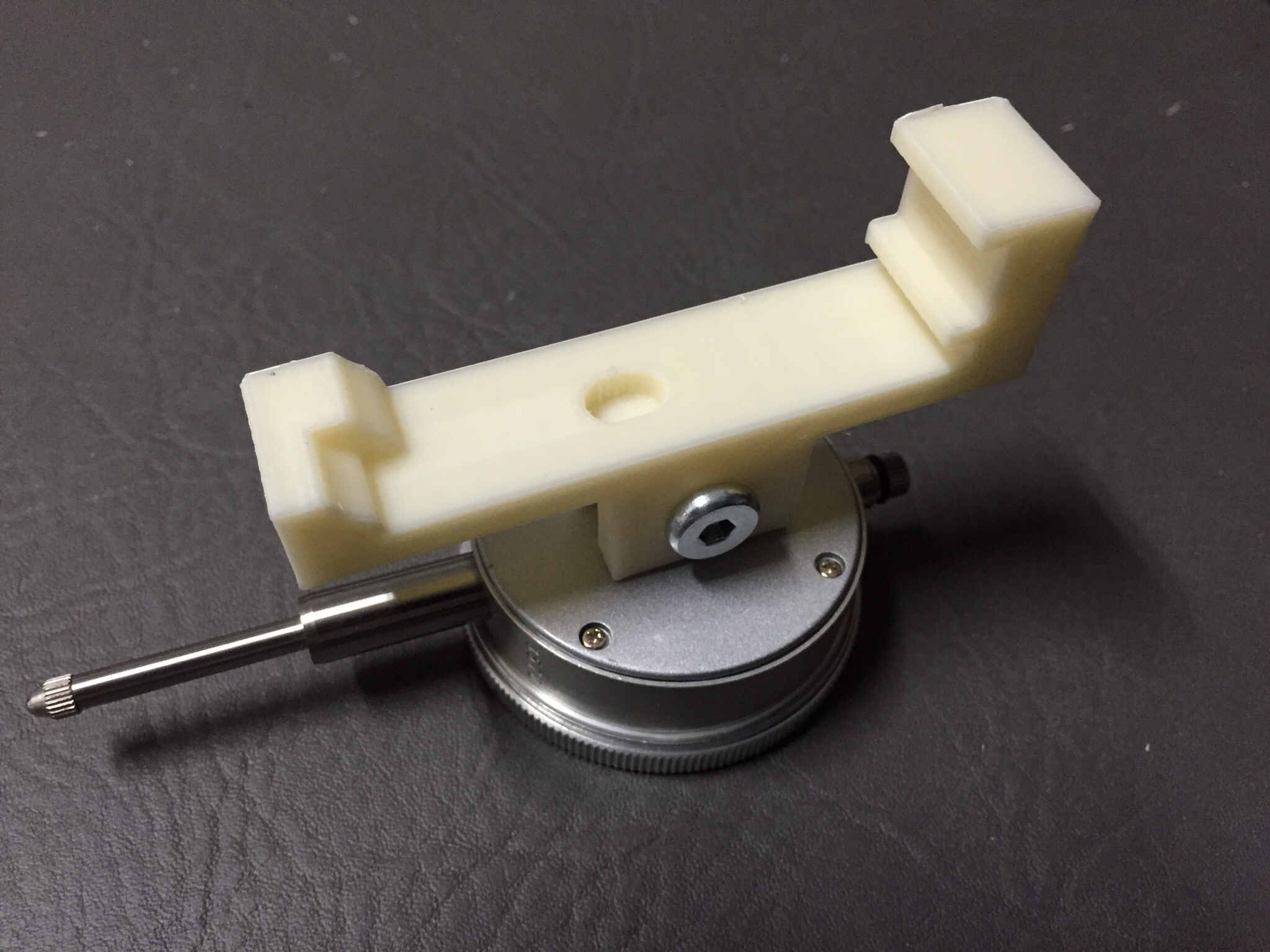
I made a derivative of that thing for use with dial indicators with a vertical mounting screw in the rear. Its here:

Ok, I know this is a long shot, but on the off chance yall have a Headspace gauge from Innovative Technologies, well, my thing is for you ![]() I also included a jig for the end of the indicator’s shaft so you don’t have to remove the headapce gauge fixture. Simply print the jig from my thing and glue a 9mm 115g copper placed/jacketed round nose bullet in the socket. The copper glides extremely smoothly across the build plate and also can easily take the heat.
I also included a jig for the end of the indicator’s shaft so you don’t have to remove the headapce gauge fixture. Simply print the jig from my thing and glue a 9mm 115g copper placed/jacketed round nose bullet in the socket. The copper glides extremely smoothly across the build plate and also can easily take the heat.
Leveling your bed with a dial indicator does not differ based on which mounting solution you chose. The process is exactly the same. The process is not about measuring any actual distance at all. Its about picking any corner of the bed (I chose front left as thats home for the taz) and then measuring how much DIFFERENCE there is between it and each of the other 3 corners. And it really doesn’t matter which corner you pick as home, just pick one and stick with it. Be consistent.
1: Heat bed to normal printing temps (to account for swelling and warping at working temp).
2: Move to the front left corner and zero.
3: Move to the front right and adjust hex screw until dial reads 0.
4: Return to front left and re-confirm zero.
5: Move to the back left and adjust hex screw until dial reads 0.
6: Return to front left and re-confirm zero.
7: Move to the back right and adjust hex screw until dial reads 0.
8: Confirm all 4 corners and make any minor corrections.
9: Finally check the center to confirm its near 0. It may or may not be zero depending on if your bed is sagging a little. At least you will know and by how much ![]()
A: Replace the print head and re-adjust the Z-stop as indicated in your Taz manual.
And yes, as you can see, my bed is within half a thousanth of level. Cheers Lulz ![]()


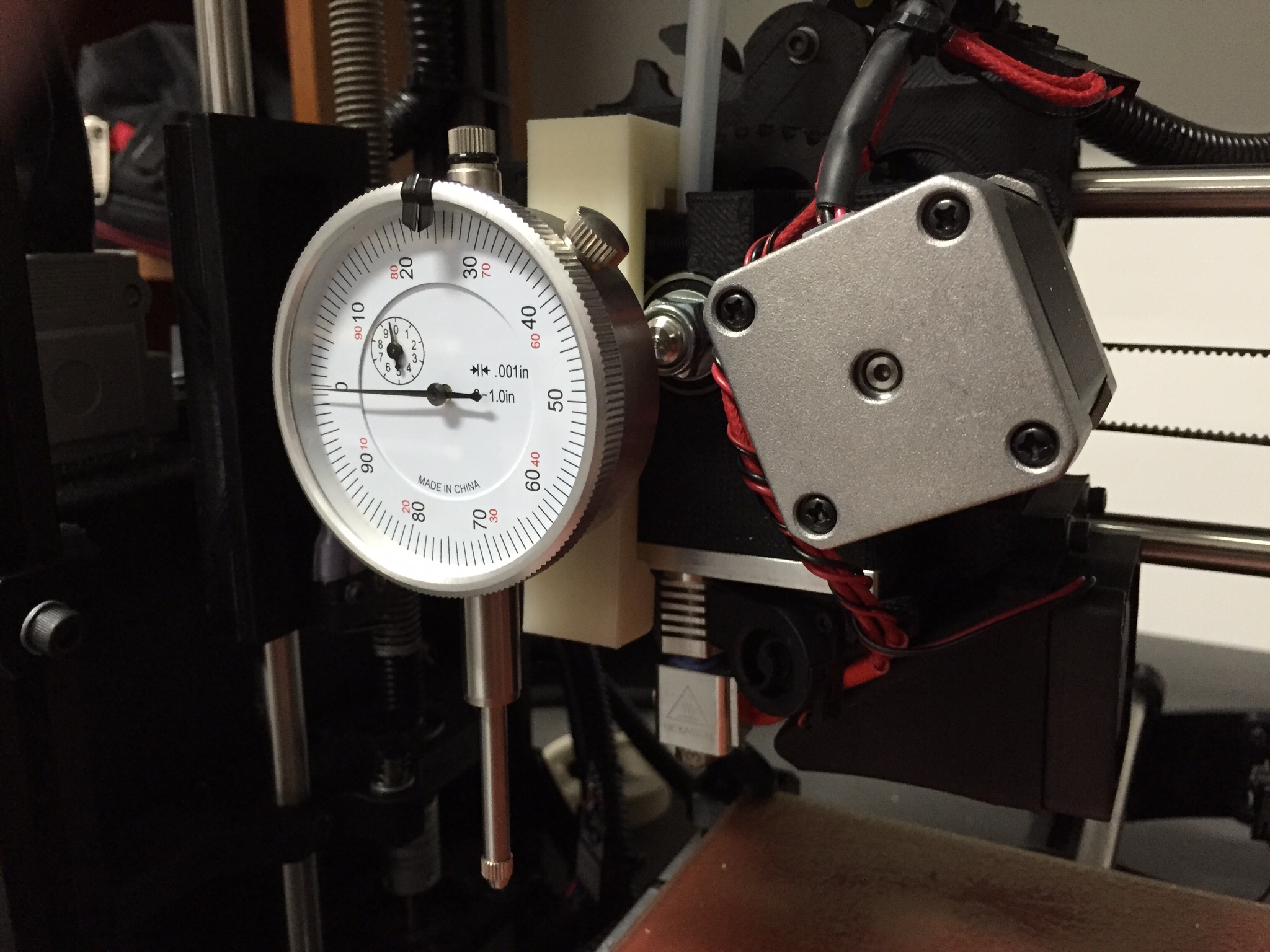
 ) too have seen the apparent hump in the bed but I also think it’s the weight of the printer head torqueing the rods. I liked the idea posted here of using a digital indicator to level the bed but wanted something that didn’t require removing the head or otherwise modifying the mechanics of it. Here’s my solution. Smaller indicator with less weight and this let’s me get within about 1/2" of the actual print nozzle position. Happy to share design if anyone interested.
) too have seen the apparent hump in the bed but I also think it’s the weight of the printer head torqueing the rods. I liked the idea posted here of using a digital indicator to level the bed but wanted something that didn’t require removing the head or otherwise modifying the mechanics of it. Here’s my solution. Smaller indicator with less weight and this let’s me get within about 1/2" of the actual print nozzle position. Happy to share design if anyone interested.