I’m starting this post to try and gain knowledge on exactly how the Hexagon hot end works.
Here are the PDF for the mechanical drawings for the Feed Tube and 0.5 mm Nozzle
tube ASM long HB.PDF (173 KB)
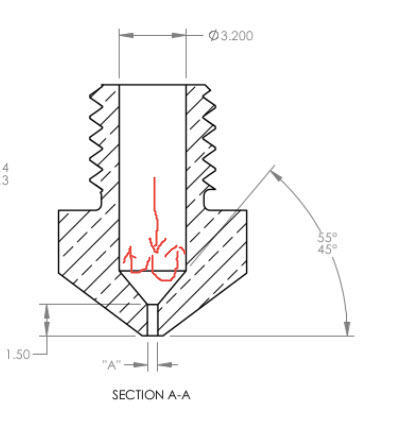
brass_nozzle_3mm-0.50mm_v0.2.PDF (155 KB)


Where I am confused is with the 3.20mm Inner Diameter of both the feed tube and the nozzle being larger than the filament. I understand that it needs to be somewhat larger for an easy slip fit of the filament into the extruder.
What keeps the melted filament from pushing back up the nozzle back into the feed tube? Is this where the Estep configuration comes into play?
I’m picturing this like the nozzle is full of water, and I stick my finger in it. Some of it will squirt out of the hole in the nozzle, but a lot more of it will squirt back past my finger to equalize the force of my finger. You will have the same pressure balance that has to occur multiple times as it extrudes and retracts.
Please excuse my horrible paint drawing.