I have an issue here with a hexagon print head. It keeps jamming a stripping the ABS filament.
I have tried different types of ABS and different nozzle sizes (0.2 and 0.35) and I keep having the same issue.
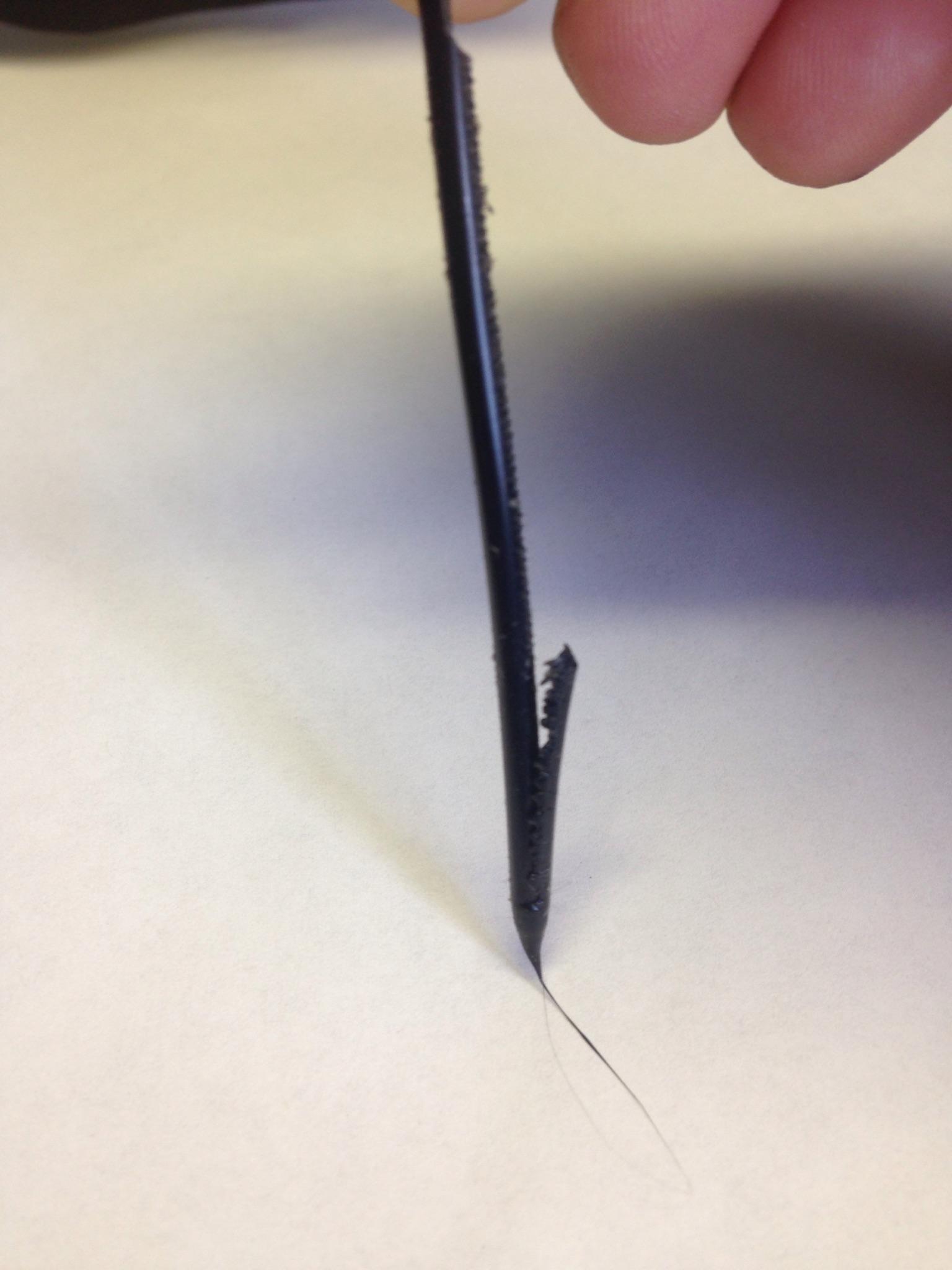
The one common thing I keep seeing is when I pull the filament to cut off the hogged out spot the filament always has a shell of filament stuck to the side of it.
It is almost like its backing up inside of the hot end. Also, with the print nozzle still hot and set to 245 you really have to yank hard to get the filament removed from the hot end.
I will also add, its not a clog because I can feed the filament back in and immediately go back to printing.
The picture is blurry, but it looks like your idler is too tight and it is shredding the filament into pieces. It has been several years since I saw someone else that had this problem.
Investigating this further. This shell piece always happens at the exact same spot on the filament.
Also, looking at the filament paying attention to the hobbed bolt marks notice at the bottom how the marks are smooth and they get worse until it strips.
If you are, I would highly recommend going to Thingiverse and finding a fan shroud for a larger fan (40mm to 60mm) and print it and get yourself a better fan.
I can’t believe Lulzbot still uses these fans as they have been an issue since day one.
I made a small observation, evidently, when I changed nozzles I loosened the heated block from the threaded nipple. Snugging that up helped some but it’s still jamming.
This time the shell surface made it almost up to the hobbed bolt.
Taz 4 printer
Running a Tas 5 firmware
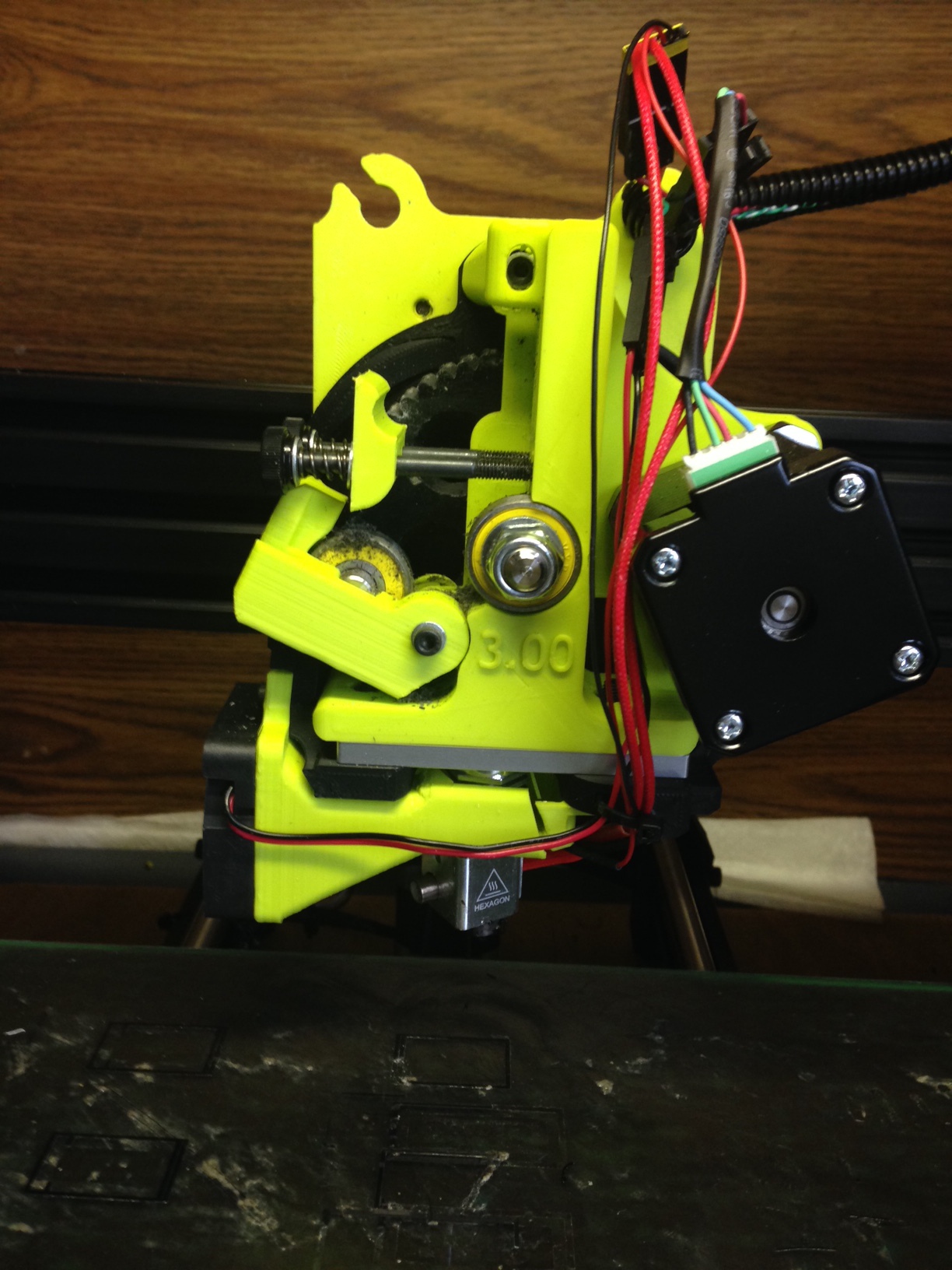
Taz 5 hexagon hot end upgrade 3.0mm filament.
Beefy idler with the stiffer extruder body.
And I have upgraded the fan.
Back with More.
I pulled the hot end apart and removed the nozzle.
Looking down the bore there is a groove cut all the way down the inside of the threaded nipple that mounts the hexagon heat sink to the heated block.
When the hotend is at temp, I don’t think the groove would play much of a factor since the filament would have transitioned from solid to a softer material that close (or in) the heater block (ABS glass transition ~105C).
Make sure the hotend and the extruder body are aligned… there is enough play to create additional unwanted friction through misalignment, and the grooves from the hobbed bolt could potentially create more friction. Put a piece of filament in the hotend as you attach to the extruder.
On a side note how tight of a fit is the feed tube supposed to be to the filament? While I had everything apart I inserted a piece of filament and shined a light into the feed tube. I could see light shining through all around the piece of filament.
So I cleaned everything really well and inserted a piece of filament to aid in reassembly and alignment as kcchen_00 recommended.
I was then able to complete a ~10hr print job without it jamming. After that finished I brought the hot end up to temp and removed the filament looking for those shells of plastic around the filament and I didn’t find anything.
Started the second ~10hr print job. It made it 3hr into it and jammed up again. I pulled the filament out of the hot end but didn’t find a shell. It was extremely hard to pull out which it is usual when it jams, even with the printer up to temp. There was an indention in the plastic at the bottom where it looked like the filament had hung on something when being removed.
At this point, I took a stab in the dark and adjusted my Estep for the extruder from 883.7 to 883.5.
Then I started another 10 hr print job, and it completed successfully. It is currently 2 hr into another 10hr print. So 12hr of printing without a jam. I’ll keep you posted.
Are you running a stock nozzle? If the threaded part of the nozzle isn’t long enough you may have a gap between the nozzle top and the down tune into the heater block.
Ok, back for a follow-up report.
After aligning everything like kcchen_00 suggested. The printing was better, but I was still having occasional jams. Now when it jams I don’t see the shell of plastic creeping back up the filament. It completed several 10hr print jobs back to back and then it jammed on two jobs back to back on the same gcode that it just ran successfully.
Yes, I checked this today. Measuring the threaded length of the nozzle and the depth of the heater block. If I do have a gap its 0.1mm or less.
Today I removed the nozzle and loosened the two mounting bolts. With everything loose, I inserted a piece of filament in reverse from the heated block up to the hobbed bolt. Once there I clamped down the idler and snugged down the mounting bolts for the hot end. With the mounting bolts tight I opened the idler clamp, removed the filament and installed the nozzle.
After studying how the hexagon hot end is over sized to the filament, I am somewhat suspecting that my issue is heat creep. Therefore I printed the Taz 5 40mm fan shroud that itworks3d has https://www.thingiverse.com/thing:1878514 and replaced the one that mounted the fan on the left side.
I will be Monday before I can test out the changes.
I had a ABS roll last week that worked for about half the roll then it started jamming. I found the filament diameter was on the high end of the specs. The cold end gets pretty hot while running ABS, and the filament expanded enough then to jam.