Hi all, i’m currently having some issues with printing in PLA. It’s currently the only filament i have on hand to test with. Perhaps it’s not the best filament to use for testing as it’s not a filament i’ve worked with before. I have experience with ABS, and so i figure HIPS is similar to that so i will pick some of that up at some point. However i would like to find out the cause and solution to these printing problems.
The PLA seemed to coming out too slow and/or seemed like it was cooling off too fast when i start my first layer, so i was heating up my extruder about 20 degrees extra so it came out nice and fast. Printing the bottom layers seems to have worked great like that, but after awhile it seemed to get slow again and or not able to come out of the extruder. It seemed to “fix itself” for awhile, but it did it again and again. I tried heating up the filament even more and i think i may have went too high and clogged my extruder completely, so that’s probably my bad and i’ll have to check that out.
But what is causing these layer problems? Is it just that my extruder was already beginning to clog? If so, is this a common problem with PLA? What ways are there to prevent this? If my extruder is now clogged (whether my fault or not) what is the best way to clean it? Do i just take the nozzle off and clean the inside of it? I’m still relatively new to 3d printing so i can’t say i’ve ever seen this kind of print mess up online or in person before, but again this is my first time using PLA.
When I have had problems with that small fan in the past, it would cause a heat creep related jam in the cold section of the hot end resulting in a complete failure to extrude. Printing at the lowest possible temperature for the plastic you have might help if the fan is starting to fail.
As far as the nozzle is concerned, extrude some plastic in air. The extruded filament should drop straight out of the nozzle. If it is curling to one side or pig tailing as it comes out, you have a partial clog in the nozzle. When this happens to me, I use a small drill bit or piece of wire to clear the nozzle while it is at printing temperature. After you clear it with the bit, extrude 20 or 30 mm of plastic. Repeat this process a few times and your nozzle should clear out unless you have a major clog. Performing this process while the extruder is at 240C sometime clears a stubborn clog. Just be sure you don’t leave the PLA stationary in the hotend very long at that temp. It can char and cause even more problems.
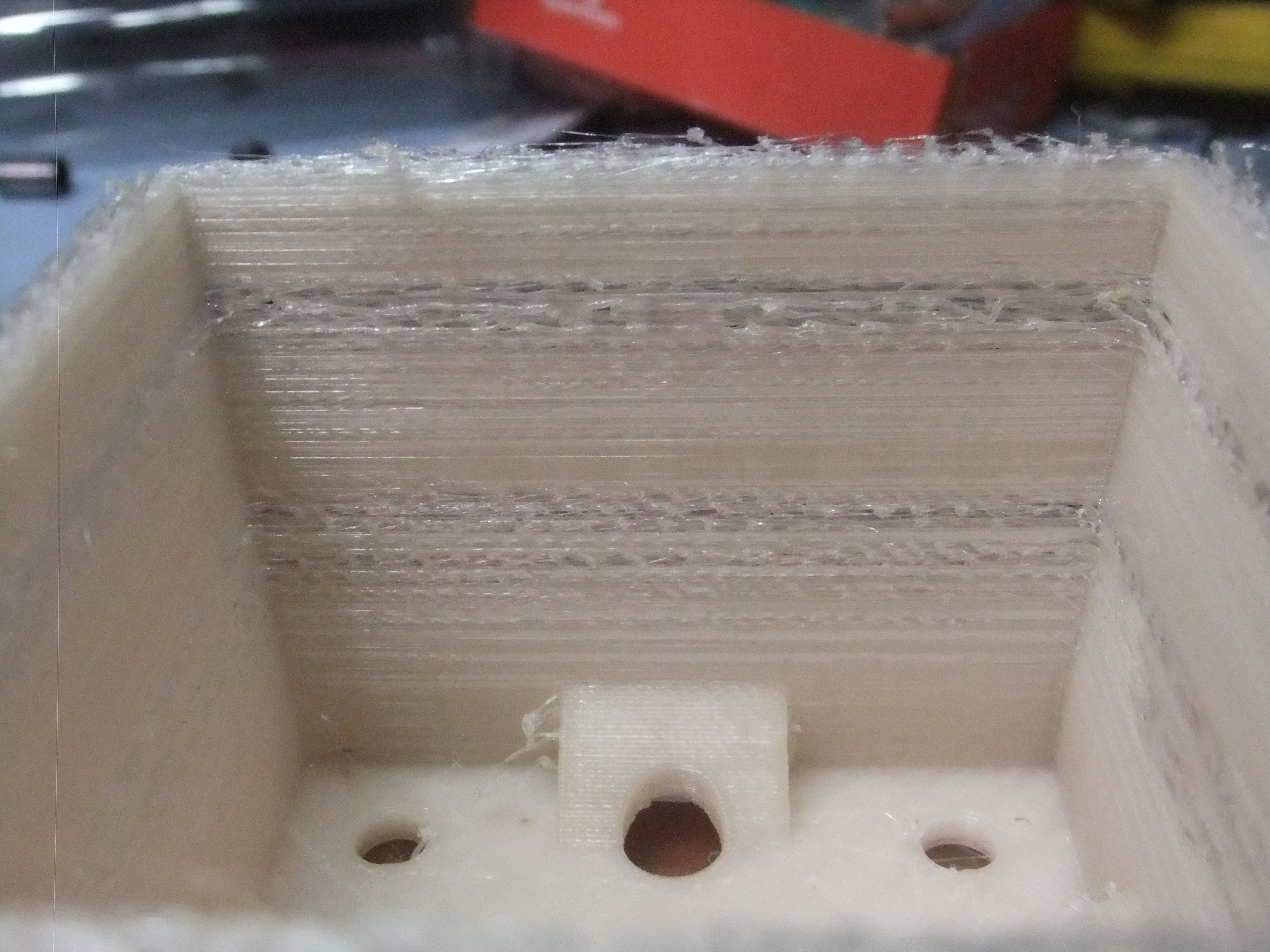
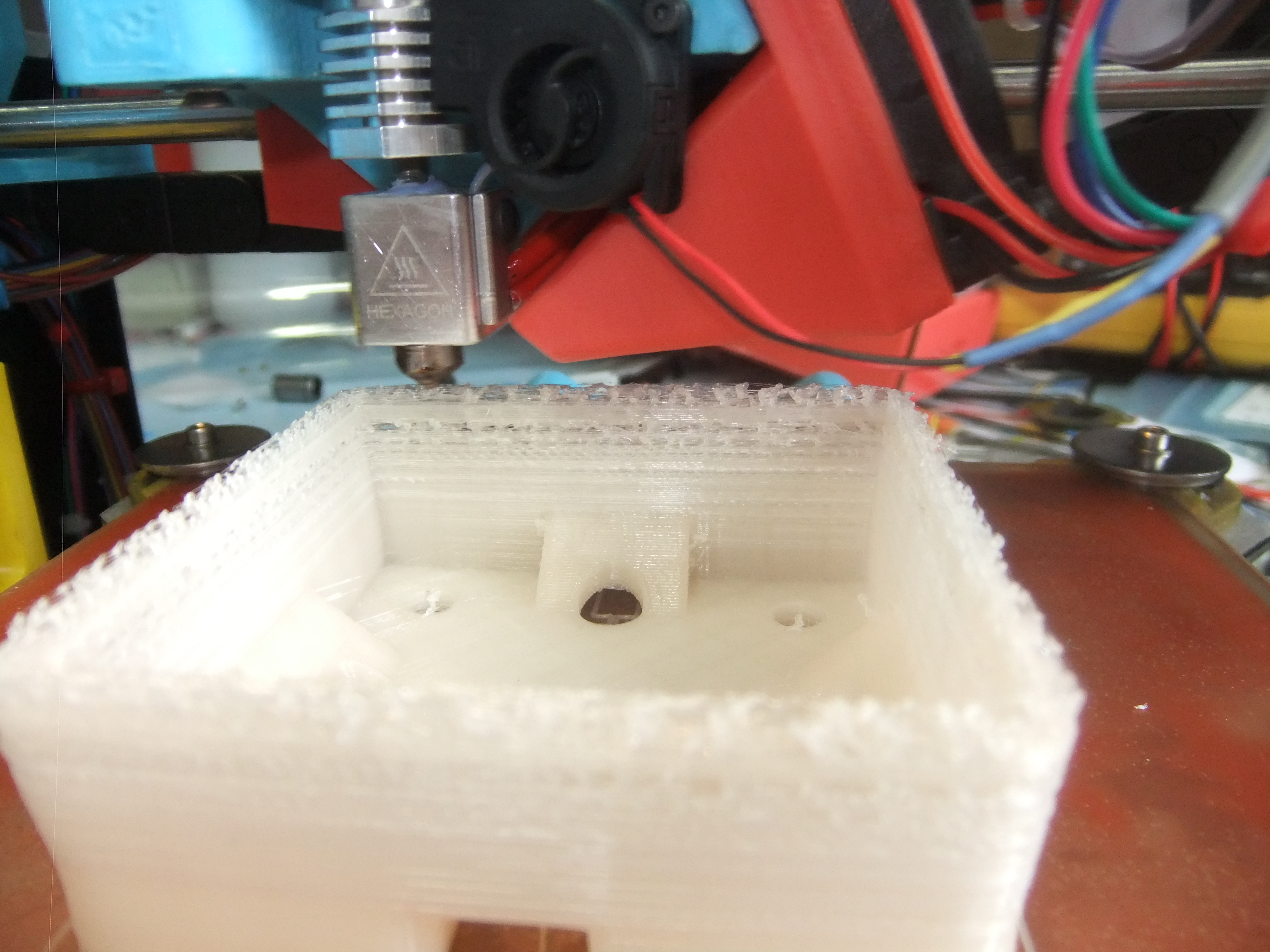
That’s filament starvation shown in pictures… I’d check for a functioning heatsink blower and try to ensure no heat creep.
A clog is also a possibility… is it still printing the PLA like that even after the machine cools down (30min)? If so its, probably a clogged nozzle. Check the forums for a cold pull, it helps to remove clogs or whatever is blocking the nozzle opening.
Thanks, heat creep sounds like the problem i might be having. I will check the blower fan again, but i thought it was working. I think at one point it was curling to one side and so i think i had tried to heat up the extruder as i thought the other fan was just cooling it off too fast. I havn’t used it since, but i think it may currently have a clogged nozzle (and i probably made it worse so i wouldn’t be surprised if there is char in there now).
Be aware that even if the fan is spinning, it might not be running at full flow. I have had two fans that were spinning out of the box but caused repeated heat creep jams. They have had many problems with those fans. A new fan from Lulzbot fixed the problem in both cases.
If you have the printer in a quiet room, you should hear a nice high pitched whine when the fan is running. If it seems to be very quiet or even silent, it probably is not spinning fast enough. There is a reason the Taz 6 has a larger cooling fan!
So, i heated up my my machine and took off the nozzle completely to check the inside and clean it out. I did not see any char, but i used a drill bit from that side to clean it out. I don’t have a small enough drill bit to clean out the hole itself, so i tried using the tip of a toothpick. I also had problems when i would put my filament in there was a small spot it would sometimes catch going in, so i used a drill bit to clean out the plastic and metal tube going in and i think that helped. When i heat it up to 200 and extrude it comes out quite straight now, but after i clean that off and it oozes after awhile it comes out curling quite bad. Is curling normal when it’s oozing? I think it was curling when extruding before i cleaned the nozzle inside.
so i checked the fan, it’s running and has a high pitch wine to it. But i do wonder if it it’s running a bit slow. I hope to purchase another little fan to compare it to. I had another one, but when i was assembling my printer i accidentally switched the fans and 24v blew out my first 5v one, so i need to get another one. I may look into other cooling fan options. I had noticed on thingiverse there are some designs to use larger non-blower fans that clip onto the hexagon metal similar to how the cooling fan is on an E3D V6 extruder.