Hello,
I’ve just purchased a Mini and I’m working on proto-type part. The print came out better then I expected for my first, but I’d really appreciate any suggestions you folks may have to help fine tune my setting to make this part come out cleaner.
Here is where I’m at:
- I’m using the Cura 19.08 from Lulzbot.
- I’ve imported the Cura ABS High Detail print profile from Lulzbot. The only change I made was to increase the fill density to 100%.
- I’m using ABS black filament from Lulzbot, but I don’t know how old or how long it’s been out of it’s package. I purchased the Mini used and the ABS came with it.
- The part is not solid, it has .080" wall thickness with hatching insides the shell area.
There is a rough, lumpy area seems to be a little above the bottoms inner wall, some where around .095", but not all around the part. I don’t know if it has anything to do with the transition from the bottom surface to moving up and making a sidewall.
Also, some areas of the bottom surface is smooth & filled in, while other areas are show definite path marks & gaps. How can I be sure it fills in smooth on that surface?
Thank you.
One of the bed corners was a bit lower than the others for some reason. It’s not much though, maybe 1/4mm I would check and see if the washer that corresponds to where the different looking flat spot on the bed has a bit more you could tighten it down. It’s also possible the aluminum bed mount plate itself is slightly warped on that corner, which can easily be corrected by hand.
The rough surface you are seeing there isn’t moisture, the ABS looks like it was fine. You are overextruding a bit though. At 100% infil you have to have a 100% calibrated, dialed in extruder and dead on filament measurement set in Cura. If you try printing it again with 85% you will likely notice an improvement in quality.
Also make sure you have the fan off when printing ABS. that transition ripple may also have been due to fan in some part.
You may also want to enable brim printing with a 5mm brim. that will prevent ABS lifting on larger parts. The brim is a bit of waste, but it really helps prevent warped parts.
Great suggestions, thank you. I’ll try them. 
Ok, I’m not getting anywhere with getting rid of the lumpy area on the outside surface. Here is what I’ve tried.
I’ve added the 5mm brim, and I got great results with adhesion, thank you Piercet.
From the default Cura ABS High Detail print profile settings, I’ve tried:
- changing the shell thickness from 1.0mm to 2.0mm, the wall thickness of the part is .080" (2.03)
- changing fill from 85%, 60%, 40% and 20%
- changing flow % from 100 to 95
- changing the retraction speed from 10, 15, and 25 (Lulzbot support suggested reducing the number, but the default was already at 10, and I thought the higher number would give better results)
- changed retraction distance from 1 to 2
- disabling the fans.
I haven’t changed the layer height from the default of 0.18mm, should I reduce it? If so, what can I set it too?
Should I un-check the “Perimeters before Infill”?
I’d appreciate any other suggestions. I’m also wondering if I need to thicken up the walls in the model to see if that will help the printer to handle with those areas.
Thank you.
I’d un-check “perimeter before infill” - I’d think that you’d want the infill to settle before printing the perimeter since that would affect finish the most. Should also ensure that the filament flow is pretty consistent after printing infill perimeters.
To get rid of lumps/zits on the exterior, I use a combination of flow % and speed. Try reducing flow % in increments of 1 (with eSUN ABS, I’m typically at 94%), for a nice exterior finish use a speed of ~40mm/s or slower… but typically under 50mm/s no difference.
Calibration should prevent you from doing tons of trial and error settings. I have my machine tuned up to work with the default Cura settings and produce nice prints after spending about 10 minutes doing some simple calibrations. The one with the biggest return is the E-step calibration described here:
https://ohai.lulzbot.com/project/extruder_calibration/calibration/
Here is a post I made about E-step calibration (I have some more details about how I did it):
https://forum.lulzbot.com/t/why-the-need-for-extrude-e-step-calibration/3131/1
The other calibration I performed which helped HIPS prints was this one (this one is really easy to do):
https://www.lulzbot.com/fine-tune-your-marlin-pid-settings
Here is a post I made with some pictures about temperature control calibration with some pictures:
https://forum.lulzbot.com/t/pid-temperature-calibration-improved-hips-print/3252/1
I’m at a loss. I’m making a handle but running into issues. I was making the handle into 2 halves and gluing them together, but ran into issues with bubbling/rough layers. I worked thru the calibration & setting to get the 2 part handle fixed.
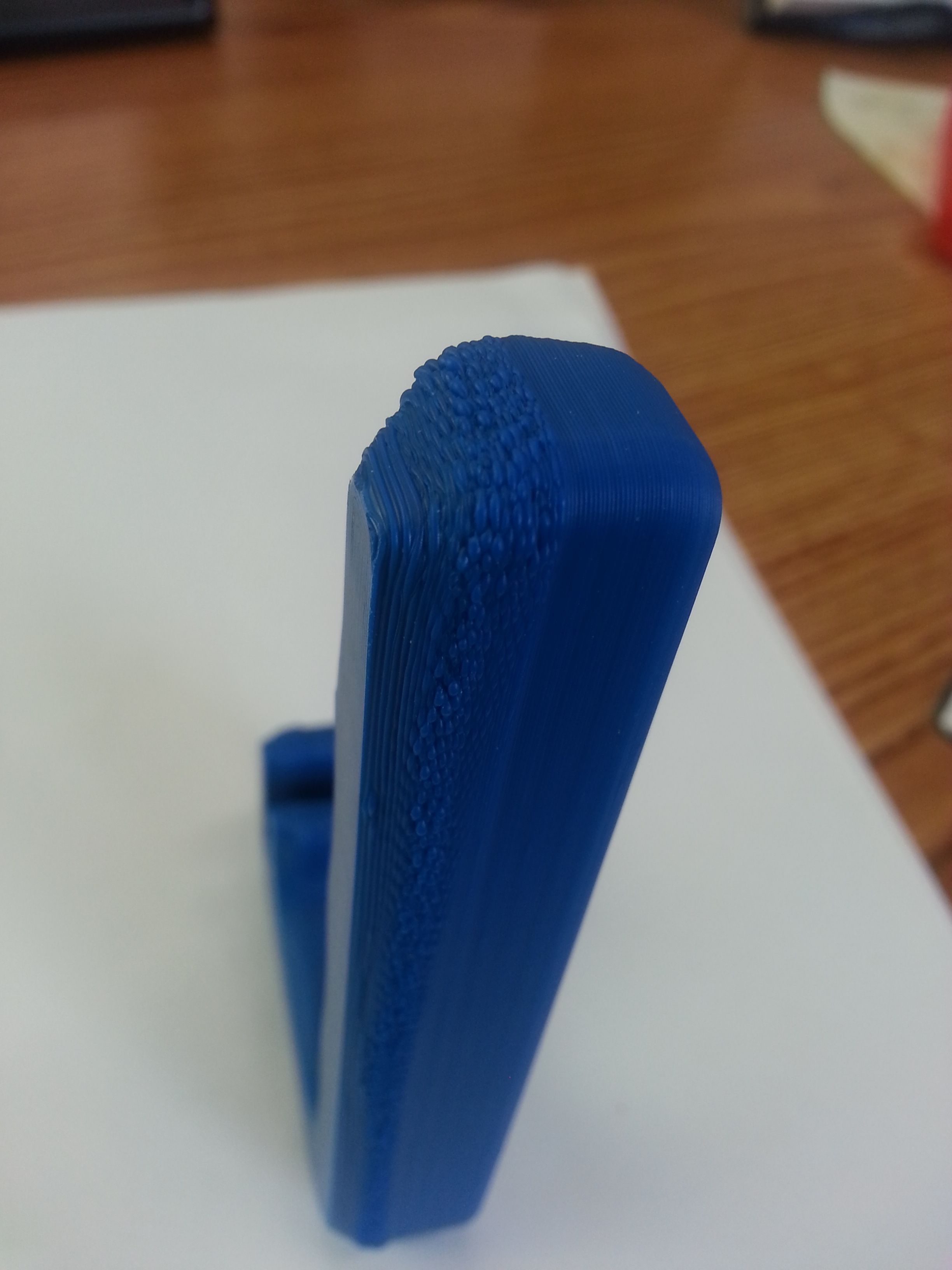
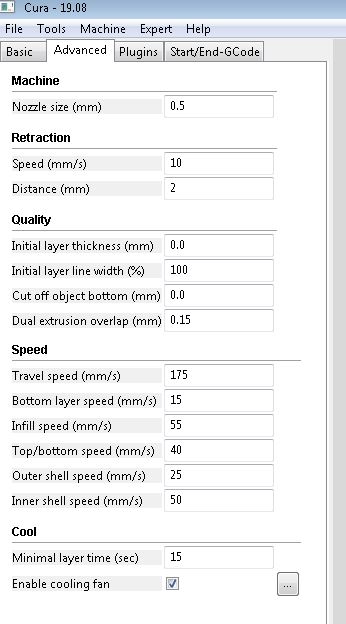
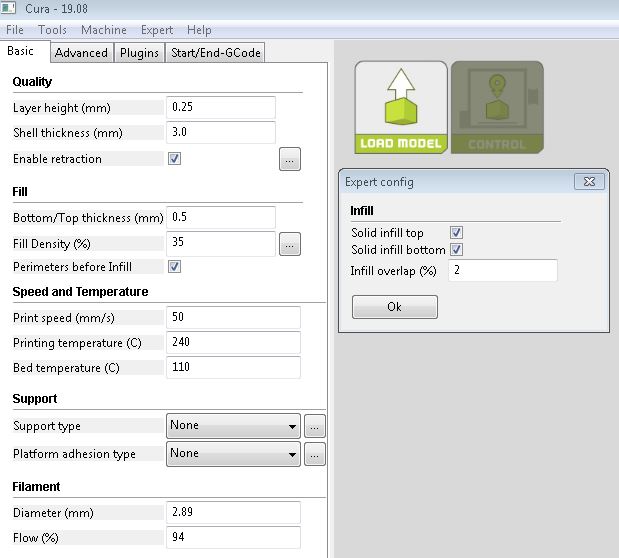
Then I thought for now I’d just make the handle as piece and allow the Cura software deal with the infill. So I loaded my solid handle, used the same settings for it as I had the 2 piece version, but changed the infill from 20% to 35%. So why is the lower radius on this 1 piece handle soooooo bubbly/rough, but the upper radius look good??? I’ve attached pic’s of my settings too. Hope it helps.
I can’t see real well but it could be that the machine has to print in mid-air (overhang) at the bottom to increase the radius but when it has to decrease the radius, it does not have to do this because the wall it thick. If you could see inside the part, you might see the same thing on the inside when it decreases the radius.
You need to turn on support. I don’t know Cura but that sudo rounded section needs it otherwise the printer is trying to print in mid air and that is why it looks bad.
The bottom radius doesn’t look as good because it’s an overhang. The first few layers are printing at an angle shallower than 45 degrees. In order to improve this, either print this part vertically so that the radius isn’t overhanging, use support in Cura, or the best way, I’ve found, is use the support method found in Meshmixer.
Either way, you need support if you’re going to keep the part in this orientation.