Cura is filling in holes in the bottom layer(s) of my print. The model looks fine in Cura. I looked at the bottom layers in layer view and the holes look just as they should. Then I watch when the print starts. It prints the first layer and it looks just right. However, it then goes around and and diligently fills in each of the little rectangular holes (see attached STL). So the printer is definitely being told by the software to do this. But I can’t see why. Maybe I’ve screwed up some setting. Can anyone help me out with this?
star07.stl (218 KB)
Are you printing with a Brim layer turned on? it may just be building Brim inside and around the holes. The model looks fine, it’s manifold, no issues or wierdness so it should print fine. Also turn support off if it is on.
Thanks for the quick response!
Support type is set to “None”
Platform adhesion type is also set to “None”
Is there somewhere else I should look for brim settings?
Click on the Expert tab at the top of the screen and click on Open Expert Settings. This will open the Expert config window. The Brim setting is on the right side about halfway down.
I took the file into Simplify 3D and it tried to print in the preview, but your star is hollow? Same thing into Autodesk 123D Design, the Star is hollow and the tabs are there. I don’t really know off hand if it can be printed, but it can’t be printed without some kind of supports. I don’t have Cura installed but that will not change the design.
BTW you did a great job on the Star, I would add Support and see if it prints.
That star should theoretically print fine without support. Bed adhesion would be a little bit of an issue, and the flat spot on top would be a little rough inside due to bridging, but the angles up from the edge are low enough it would print without drooping.
Edit: yup, prints fine without support.

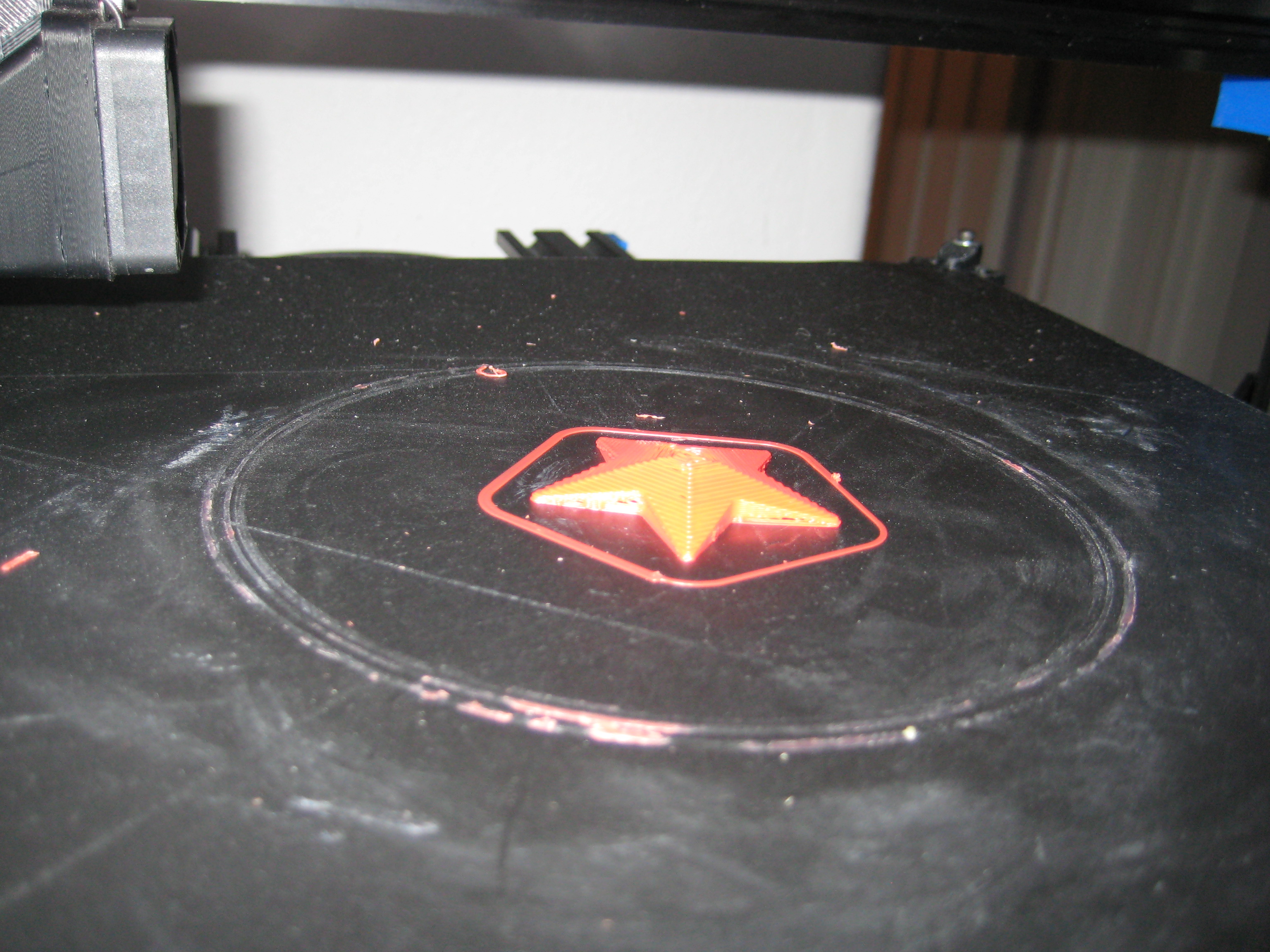
I lost a bit of one star leg to the bed since I wasn’t really being careful about removing it, but that thing is Tiny! with my .5mm nozzle, the little notches were very filled in. Any overextrusion at all is just going to obliterate those. It’s really not a great design overall to be honest. A socket / pin arrangement using printable pins would work much better there. If you were printing with a .35mm nozzle, or if you scale the thing up a bit, it likely will work alot better. I tried one with a brim layer too, and that just nuked the tabs from orbit.
red ABS, 0.5mm nozzle, 240c / 95 c, Buildtak bed surface / Modified Taz 5-ish.
If it was scaled up would it still print without supports? I guess it might print on my M2 with the .35 nozzle but I have other projects to do.
Yes. The angle doesn’t change. It would actually be easier because the faces would be thicker and have more support.
In the off chance that they don’t look just as they should, or for others facing this issue, if you open the expert config, there are two types of correction settings you can pick in the “Fix Horrible” section. When I open the stl you uploaded, if I have type “a” checked, the holes are there, but when I have type “b” (or both) checked, the holes are clearly filled in (note the yellow in the pics below). This is true up through layer 7 (0.25mm layer height). I’ll note that I haven’t tried an actual print of the star though.


Thanks all. I’m new to this so I’m just getting used to all the parameters…
Piercet:
Did you use Cura to print that or something else?
I’ve tried all kinds of changes to settings in Cura and I’ve at least gotten it to not completely fill in those holes by setting “Initial layer thickness” to 0 and setting “Initial layer line width” to 100%. But it’s still not printing the holes accurately. They are still slightly “filled in”. The ones in your print look pretty good. I’m also using Taz 5 with a .5 mm head and ABS.
What is the design suggestion you’re making? Can you point me to an example?
I’m using slic3r. I had it dialed in before cura became an option, and I’ve never got cura dialed in to the same level.
Instead of a small square hole, make a larger round one that goes all the way up , then print a peg long enough to go in the top half and the bottom half. Ill see if I can find an example when I get home.
You should have the initial layer height set to at least the layer height, but the width setting could have an effect, so setting it to 100% was a good instinct (though it can make it more likely for the piece to come unstuck). If it is set to more than 100%, the squish the filament gets from the close proximity of the nozzle to the bed will make it ooze out sideways, potentially quite a lot.
You’ll normally get side ooze in layers two and up, probably up to half of your nozzle diameter in small holes (which if you consider both sides, means the whole diameter of the nozzle will be filled in). With a 0.5mm nozzle, your holes are probably 0.5mm smaller in diameter than you designed.
When I’m designing bolt holes where the bolt is supposed to slide through the hole, I now use as a starting point a radius that takes into account nozzle side ooze. Alternatively, I print them as measured and bore out with a drill – it depends on how accurate the hole needs to be (boring is more accurate).
If I’m designing holes for small wood screws (like no. 6), I’ll set the hole diameter to the diameter of the outside of the wood screw threads. If the hole printed as measured, the wood screw would slide through, but with the side ooze from the nozzle constricting the hole a little, I find it is usually the right amount to make the screw bite nicely.