Okay so I got my new taz last week and have been playing quite a bit with it. Now I have even more questions
what is the Z height supposed to be from the table? Instructions call out a folded sheet of paper but the machinist in me just can't accept that as a valid form of measurement.....so do we say .007 .009 or .005 off the table? does this ever change with differing material or does it stay consistent?
just now while reading around a bit it says to flash the firmware, which I had thought I had done but maybe not? my E0 steps was set at 800 but the literature I got with the machine says it should have been 842 would this make a big difference?
Leveling the table, I can get the table dead perfect in the four corners (using a .0001 dial indicator) plus or minus .0003 any way ( I am quite amazed at the repeatability of this little machine! now the bad thing the table rises .015 in the center of the table, I was accrediting this to a warped table but just thought that perhaps this is the dreaded X axis sag that I hear about. Is this amount of sag/ warpage present me with a major hurdle? anyway to add some compensation someplace to compensate for this? or does .015 not make much difference? ( In my world .015 is kinda like kicking field goals lengthwise on a field)
When i print any of the files supplied by lulzbot the prints come out pretty darned nice and I am quite impressed, when I print any other files it is pretty much hit or miss, could their codes be set with a profile with perfected profiles settings?
when I look in cura under expert settings advanced tab i see initial layer thickness set at .425 highlighted in yellow this seems high to me (please keep in mind I know nothing, just call me 'Sargent Schultz' and the only reason it seems high is if I change it too .3 or less the yellow goes away and highlighting is never good..... they never highlighted a passing grade on my report cards in school....It would have saved them a lot of pens had they)
When I download and the load profiles into Cura do I need to do this each time or does Cura keep track of them for me? I would assume it keeps track for me
and lastly could you guys share your favorite settings for PLA HIPS and ABS bed temp and extruder temp I keep seem to be finding conflicting recommendations. I have been using 230 and 110 for both HIPS and ABS so far, I have no PLA as of yet but will be getting some in the mail on Thursday I believe.
I think they recommend the folded paper just because its convenient. Being a machinist, I’m sure you’ve got some vernier calipers to measure the thickness of the folded paper… Last time I measured, it was something like .03mm.
The factory should have applied the proper firmware for the machine equipped with the single extruder. If you use an older toolhead with the ceramic budaschnozzle hotend, you’ll need to flash an older firmware. Likewise if you switch to a dual extruder, the firmware will need to be flashed depending on the toolhead version… you’ll most likely get a V2. To flash the firmware, use the Lulzbot edition of Cura.
That’s the sag from the weight of the toolhead on the factory rods. Hence all the mods to openbeam, 12mm rods or at least hardened rods… Your bed isn’t warped.
The Lulzbot Edition of Cura has good starting quickprint profiles. Just choose “All” to see the various profiles they’ve created for each type of filament. I don’t know the setting used at the factory to slice the sample gcode files on the SD. To get the best prints out of Cura choose the “High Detail” radio button… In general a thinner layer height and slower print speed will yield the best results.
Typically the nozzle diameter is the high limit for the layer height. Most folks use a .3, .2 or .1 layer heights… .4 is reasonable for the .5 nozzle. Smaller the nozzle diameter is better for delicate / intricate designs. For practical parts around the farm a .5 nozzle is fine and will print faster… again if you’re going to be printing lattices, and figurines get yourself a .35 nozzle.
Think of the hotend as a tube of toothpaste pointed down dragging across the sink/counter. Closerthe thinner the layer height, squeeze more you’ll get a wider extrusion.
Cura will keep the last used settings. So if you close the application and restart tomorrow with loading a different model, Cura should have saved your previous settings.
Lulzbot has a chart with the recommended bed temps and treatments for each type of filament. The extrusion temp will be based on the filament manufacturer… typically the range will be marked on the spool. For eSUN ABS, I like using 245C extrusion temp and 110C bed temp for the first few layers. Then drop the bed temp to 100C at 2-3mm, and vary the extrusion temp based on the print height between 241-243C. That just works best for my print environment. You’ll have to determine your temps for the type / brand of filament and your print environment.
Most things have been answered, I wont to add something regarding two questions:
The paper calibration is a “trick” so everyone without tech. backgroung can calibrate his print bed. With this method, you are shure your nozzle will never hit the print bed (min. distance is paper thickness) and the bed will be leveled afterwards. Of course, if no further calibration is done, your first layer will always be thicker than expected which looks like under extrusion on the first layer. The difference to the perfect height (without considering sag of the X axis) is the thickness of your paper…
To think one step further, most people will do the bed calibration with a cold nozzle because it’s a little dangerous to do that with the nozzle at print temp. You can hurt yourself, and if you hit the print bed you will melt your PEI coat. So the thickness of the paper will counteract the nozzle length increase due to heat up.
And now the technical term: You want your Z-height to be exactly zero above the bed, so if you want to print a 0.2mm first layer and the gCode sets your nozzle to Z=0.2, the nozzle is realy 0.2mm above the bed. But if your write that into the TAZ Quickstart guide, 95% of the people will not know what to do
Yes 0.425 is quite high, but again that’s to make it easy for beginners. With a high 1st layer height, your print will stick to the print bed quite fine even if your bed and Z offset is not perfectly calibrated. If your bed is calibrated, you may want to set this value to 100%, so 1st layer is as high as every other layer.
Thanks for the replies guy’s, my apologizes if I am asking silly question’s, I am trying to use 30 years of CNC experience working in the aerospace field where I consider plus minus .010 Football field sized tolerance’s.
Kcchen_00 yes I do have a vernier caliper or two but being in my mid 50’s and eyesight that is not quite as good as it once was I hope you don’t mind if I use one of my newer dial or perhaps even digital calipers instead .03 sounds awful thin for a sheet of paper unless we are measuring tissue paper which is the reason for my question paper thickness varies, even amongst the regular printer paper we buy from Walmart… BTW when i measure a sheet of paper here I get .1 MM or .004 inches
Absolutely correct my bed is not warped, it kind of dawned on me as I was typing it, first glass don’t warp very easily, second there must be a reason for all the talk about modding the X axis… I am right now printing out the parts for piercet’s open-beam design (from what I read on this forum this dude must be some kind of evil genius using all his evilness for good things, Thank you piercet for all of your work and sharing with us to learn from)
I believe I figured out my profile mistake and was not loading the most current profile. My question about temp’s stems from the lulzbot charts and website actually, the profile I was using said 220 for HIPS the website for the filament said 230 when I used the preheat option on the taz itself it set it at 240, now admittedly the roll says 240 to 260, I have since raised my temp to 240 and am a lot happier with the results
Sebastian, thank you for the explanation of Z height…you make perfect sense and I feel quite foolish for not realizing that 0.0 is perfect but not practical , so as I understand it we set our hotend .2 MM above the table then we have say a .425 initial layer thickness the extruder is in reality .4 above the table or .025 which is why the nozzle did not gouge the PEI and also might explain why I can see lines between the extrusions on the first layer IE: no toothpaste squish
Final question and this one goes to an admin I believe if they work for lulzbot… by installing the open-frame X axis will I void my warranty?
If so I will be installing this next year on this date…if not I will be installing next week
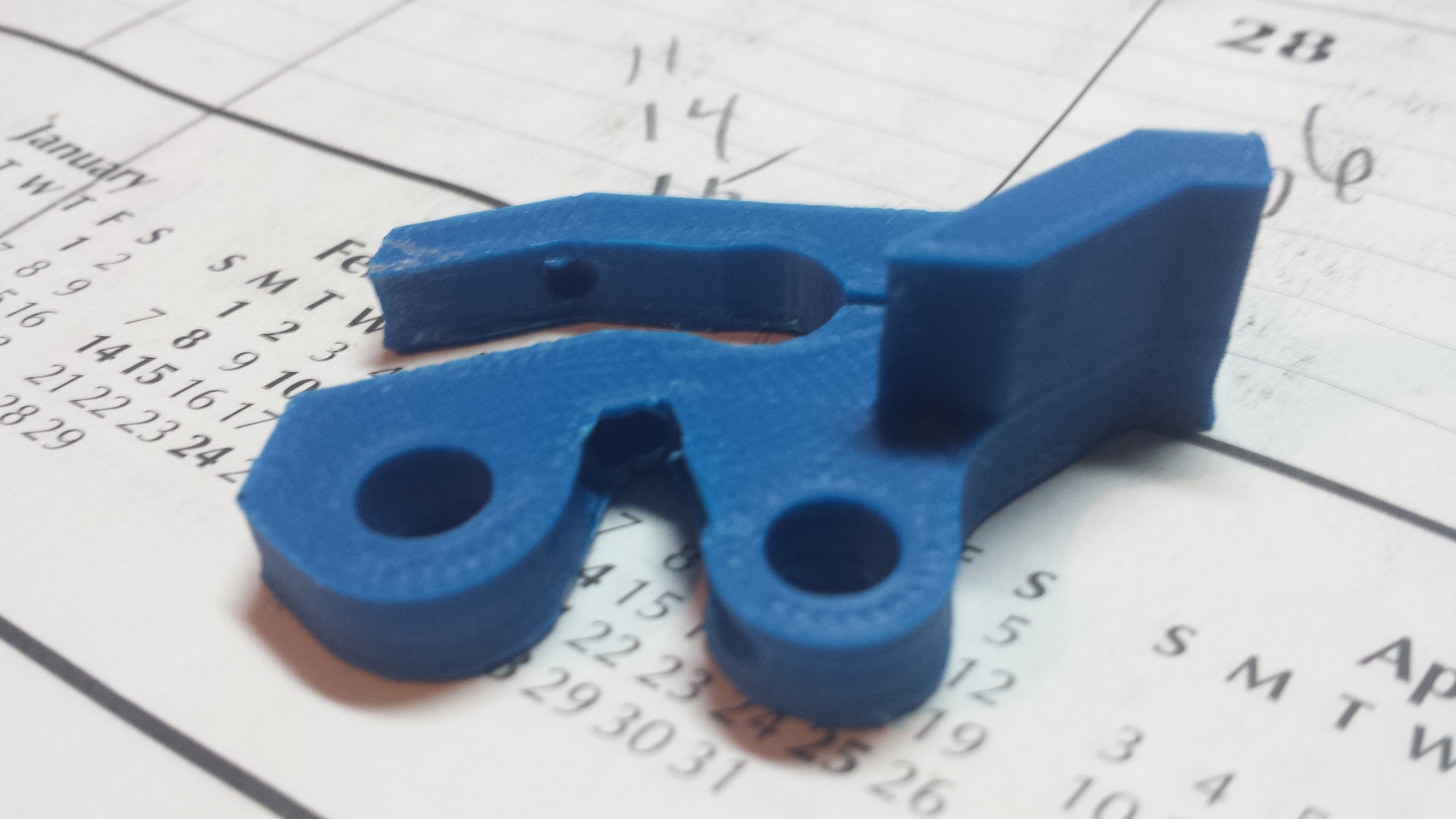
Okay as the saying goes a picture is worth a million words, the first one shows my latest finished part, of which I am happy but am wondering about the slightly raised surfaces inside the profile, it is not much about .001 or so, I can live with it at this point unless you wise people have any idea’s why they are there…second one shows the back of the same part minus the lines I mentioned earlier and will show in another picture…third and fourth pictures are just another gizmo (micrometer stop for Z height that I thought was kind of cool) my only concern with these is the out of round holes that it prints which seems to be a normal thing for me so far…fifth picture is the backside of the smaller part showing the separate lines in the base layer…
Hey, I know which upgrade you are working on, that top part looks familiar!
You’re welcome! (and I don’t think i’m too evil, I mean I do enjoy bagpipe music occasionally, but who doesn’t? and there was that overdue library book too.)
Modifying the frame may indeed void your warranty as written currently. If you tell them you did so… I would recommend waiting if you are concerned, or alternatively keeping the pars you remove and then reinstalling them before requesting warranty service if required and never telling anyone that you did. For what it’s worth I think that particular recent policy addition is not in the best interests of the company in the long term. I understand why they did it (people breaking their hotends swapping nozzles), but I still don’t like it.
As far as your prints go, they look pretty good for a stock Taz 5. You might have some slight excess bearing play (or possibly an overloose bed corner spring) in the direction of those upper right diagonal surface marks towards the upper right cable anchor in that first picture. Whichever direction that was sitting on the bed is where you want to look. Possibly the X axis double bearing holder. it’s definitely pretty minor though and it could just be the picture focus there. The marks on the lower left and left side I think are just residual travel marks from the nozzle, possibly a bit of leftover plastic ooze which can generally be ignored.
If you do decide to proceed with the upgrade and have any questions or need anything customized, just let me know!
Hi Tim thanks for your comments, I kind of figured that this modification might void the warranty and that is why I will not under any circumstances install any of these things for 1 year from today but then again I did hang a LED light bar from the top of it so maybe my warranty is already voided??? Kind of sucks that business’s have to succumb to these levels to protect themselves from people that confuse their IQ with their shoe size
So I do have a simple question…well maybe simple, I downloaded your files from thingaverse will these be the newest bestest versions of your design, and with the download their are 3 duplicate file names…well not quite duplicate their is a end_cap_1_0_b and a endcap_2_0_b are their two different ones of these needed or is the _2_b version just a newer version?
their is also a idler_tensioner_1_0_a and a _2_0_a same question
and a Xmotor_endcap_8_4_c and _9_0_a
is their a place that has the final BOM ( I am assuming BOM stands for Bill Of Material) and as I read though your post on this I recall quite a bit of discussion concerning final length to cut the cross beam too…
Did you ever make a kit to do this?
thanks for any and all help and if I start asking too many silly questions just remind me to quit thinking about my shoe size again
Good questions. The endcaps with the newer file names are newer revisions, and in particular move the idler tension bolts further back so they are easier to adjust after the rail is mounted, and add provision for a x max endstop if you wish to add one to protect against overlarge parts. I left the existing pieces as well in case someone has the older style ends and wants to print a replacement.
The final rail length is somewhere in the development forum thread and the thingiverse page. I did confirm I started with a 500mm long rail so the remove x mm post is accurate. Let me know if you can’t find it.
As far as kits go, they are still theoretically in the works, but I haven’t heard from the company that was interested in making them for a while. I am considering making a limited run of premade y axis kits myself, and maybe some x kits, though I would need to get backplates cut. I would need to sell those at a high enough price to cover my costs and make some profit, but not price them out of range of interested parties, and I am kind of hoping the other kits occur first. If there was enough interest I may make a few sets once I finish the y tensioner mod. That one is secret still though…
okay a new question for the guru, while reading your thread on the update that I am not doing, you say somewhere that you print structural pieces at 80% fill… My bad I printed at 40% and using HIPS filament will this cause me problems in the future, in your humble opinion should I scrap out the 4 parts I have made so far and start over? Is HIPS acceptable to use or should I try with some ABS, which I do have a roll of. Or I do have a roll of PLA arriving tomorrow which would be kind of cool because I believe it is the glow in the dark stuff… ya know with 30 years of CNC experience this is pretty darned cool, what with no looking though a window with coolant being splashed up against it this is the best view of CNC crap I have ever seen, well except for EDM but that thing moves so slow it is like watching paint dry while the grass grows during a drought (and I aint speaking of the medicinal type of grass here)
HIPS is almost as strong and temperature resistant as ABS. For the endcaps and the backplate it should be fine. They don’t flex that much. The idler pulley mount would be better in ABS, and you would want a higher infil for that regardless otherwise it will flex on you where you don’t want it to. The motor mount plate and block I would definitely recommend ABS for, you don’t want that separating ever mid print. It is overstructured though too by design to prevent that.
If you end up doing the taller extruder body and extruder carriage modifications later, those you will want to print out of ABS for sure because HIPS or PLA will heat warp from the extruder hot end heat over time. PLA is a lower temperature plastic so you can use it in areas away from the hotend if you like.
One thing to be aware of when switching filaments is if you go from a higher temperature filament like HIPS or ABS to a lower temperature one like PLA, you may need to purge any remaining higher temperature filament at the higher temperature melt point. About 50% of “nozzle blockages” that people report are actually caused by un-melted ABS blocking a PLA print. Also if you haven’t switched filament before, be sure to measure the diameter of the new filliament and adjust your filliament diameter setting accordingly. There is a fairly good chance the filament will be a slightly different diameter than the one you are using now, which will affect over or under extrusion.
CNC is neat because you take a block of something and carve your idea out of it, but 3d printing seems to give me more of an “I created that thing from nothing” feeling for some reason. Minimal setup, no clamping of material to a bed, no bit selection, just brain dump the idea into a cad program, hit print, and watch it turn into a real object. It’s definitely a hobby I’m hooked on. Ironically, the first 3d printer I bought was purchased to finish up my 3 axis CNC mill that is still sitting in the garage almost finished heh.
Okay so I attempted today to do some ABS printing in preparation to make some new parts, heavy on the attempted. My first couple hours I couldn’t get anything to stick to the bed for nothing, I tried temp ranges from 220 to 250 sticking mostly around 245 because that’s where Kcchen had mentioned with a bed temp of between 100/ 120, well the plastic would start extruding, curl up and stick to the hot end and thus start pulling the filament all around the bed… finally I kind of figured out if i grabbed the end and held it down when it first started extruding everything would be cool… and it was…until the brim got done printing and it tried to put the holes down on the first layer where it just plain made a huge mess. I am kind of at a loss here so here comes my questions and my thoughts again
When I got this package of ABS the bag had been torn…is there a possibility of moisture contamination? I put the roll into a food storage vacuum bag with a couple large discussant pouches and also poured a bit of white rice in before sucking out the air and sealing it
I have cleaned the bed with 91% Isopropyl Alcohol
As a work around I am thinking if I could close the bottom 2 or 3 MM of the holes I could print out a solid bottomed part and drill the remainder of the hole at a later date
If anyone would be willing to share a Cura ABS profile that works for them with me that would be awesome
Also I may be incorrect as cad and modeling is not my strongest point, but I thought that Inventor would open STP files and allow manipulating them… I can’t seem to do it, if anyone knows how to open a stl. or stp. file using either solidworks 2016 or 2016 inventor or 2015 for that matter, Pro-E …oops …Creo or NX-10 or even 2015/2016 autocad (Okay I will admit it cad really was not my thing have never been trained in it…when the company I work for said I needed to start working towards getting a degree for my new position I took a computer aided drafting course and low and behold I am eligible for all the software I have always wanted and at student rates is is pretty much free!!! win win chicken dinner for me…and the company pays 100% for it…I even get time off for homework;-)
once again any comments and or opinions are truly appreciated.
what about pet-g I think it was I know there are a couple people on here swearing by it…should I be looking into getting a roll and trying it out?
to be perfectly honest this 3D printing was way cool last night when things were working for me…right now I am thinking I should grab some aluminium and start making my new parts out of it…hmmm maybe I could get some ABS blocks and mill them out to my needs…would aluminium be too heavy for this update?.. I could get some titanium from work and make it from that but it seems that might be a bit overkill
A bit odd, but try cleaning the bed with a Mr. Clean Magic Eraser sponge… it has just enough grit to remove oils and leftover filament off the bed. Similar to sanding the bed, but not destructive.
Set the bed temp to 110C for ABS. For extrusion temp, I like 245C with eSUN ABS. Check your filament manufacturer for recommended temps… could also be stuck on the outside of the spool.
Print a brim… 5-10mm. If you need more to anchor a corner, try adding one of the attached anchor items… Disc or Square, scale the XY, but try to keep the Z unscaled (I think they are .5mm thick).
For better bed adhesion, try a negative Z-offset to precisely get the nozzle closer to the bed. Use small increments, -.1 to -.2 should help. In Cura this is found under the Machine settings.
If all else fails, re-level your bed and check the initial nozzle height… again.
Hope this helps. And we’ve all been there… welcome to club of 3D printing. It gets better. Anchor - Disc.stl (22.3 KB) Anchor - Square.stl (2.85 KB)
oh cool how clever and as a added advantage I suppose it primes the hot end to boot.
okay so My house is sooooo dry I can’t imagine it being a problem but how do you know if filament has absorbed moisture?
I will try the Mr. Clean magic eraser on Sunday or Monday, I am preparing to go out of town for the weekend ( I work weekends and spend every weekend out of town) which means 3 days of thinking about my little Tazmanian Hellzbot without being able to play with it
Yep… also known as “mouse ears”. Very helpful for prints with square corners on the bed.
The brim should prime the hotend. I always include a skirt if not using a brim for that same purpose. For the TAZ, estimate about 20-30mm of extrusion (not filament) to prime the hexagon hotend.
If you haven’t turn off all cooling for the first few layers. Then at most use only 50-60%. The fan probably won’t turn on until 35-45%.
If the extrusion is crackling and popping, the filament has absorbed some moisture. With that said, I don’t think moisture really affects ABS as much as PLA.
A few more strategies for mitigating warping with ABS:
Wall around the part… can be achieved through a multiple layer skirt. 3-10mm is a good “wall”.
Rotate the object on the bed.
The warping is usually caused by air seeping in under the print. Since the bed on our printers move in the Y-axis, the leading and trailing faces are more prone to warping than the sides… just like when you stick your hand outside the window of a moving car and block the wind. So protecting those edges are the key… brim seals the bottom better, wall blocks the air, rotating changes the airflow over the edges. An enclosure also helps to keep a higher ambient temperature during printing. YMMV, its a lot of trial and error to dial the printer in for your print environment.
Thank You for the advice KcChen, I did the Mr. Clean eraser and it worked beautiful, well I think it did anyway, I also went back and used cura first print settings on high detail, put -.2 offset on Z and dropped the first layer from .465 or close too that, to .2 and started printing away.
I saw where you had answered another person about parts sticking too well and you mentioned white stuff on the bottom of the print…I believe you said this was from too much heat? Does this deteriorate the plastic as I have quite a bit of white stuff on mine put it wipes off pretty easy
I am going to add a whole bunch of pictures, manly just to find out if and what settings I might want to play with
And, my apologizes if I ever come across as a know it all or argumentative, well it is because I am a know it all and I am very much so argumentative… but only because I read a lot and ask a lot of questions… I really truly have no idea what I am doing with this plastic stuff
 Last time I measured, it was something like .03mm.
Last time I measured, it was something like .03mm.


 It gets better.
It gets better.













