Problems with ABS.
I am a relatively new TAZ5 owner.
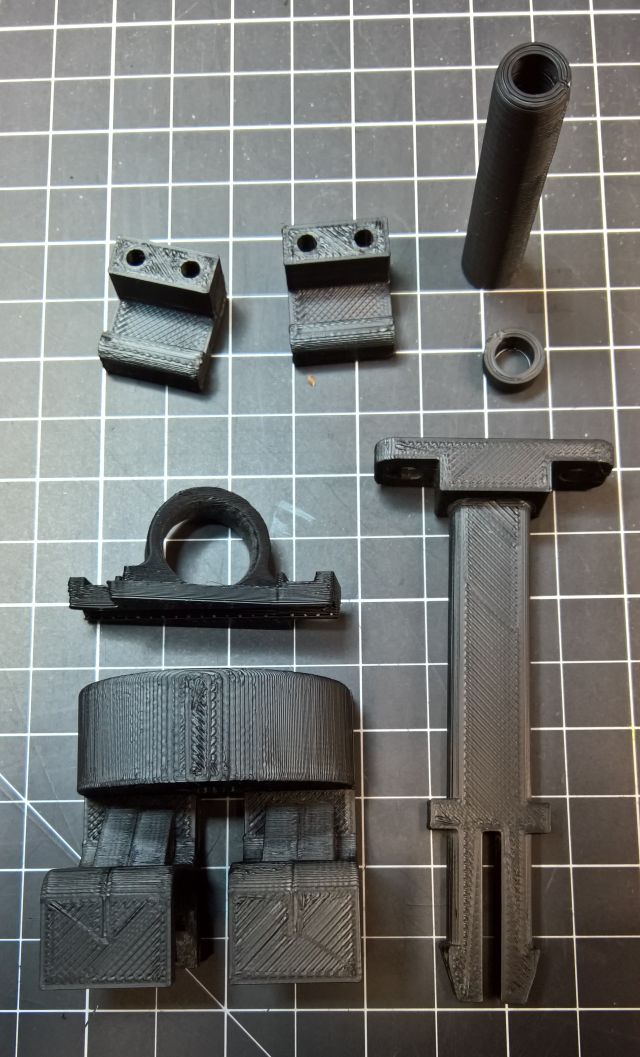
I’m trying to print parts for a low friction filament spool holder - http://www.thingiverse.com/thing:235925
I’ve been struggling with one part.
This is the best I’ve done so far for this part (5 or 6 attempts) -
I’ve printed some other, thicker parts for this object without these issues - very good quality.
I can get the bottom (left side) of the part to print OK (?) up until it thins out and starts creating the screw threads on the inside.
I don’t think this part needs to be perfect, but as it is, it would never work.
Is the lower part (left side) acceptable quality?
What can I do to improve the top.
Lulzbot Black ABS
45 speed
235 extrude
110 bed
.2mm layer height
85% fill
20 min layer time
2mm cooling enabled full on at height
60 min
80 max
I have the Tweak at Z Cura plugin installed and can set the fan higher, adjust the temp, or even slow the print speed at the transition.
Can anyone help me out. I would really appreciate it.
Looks like over extrusion. The quick and dirty way to help this is to lower your flow rate… try 95-97%. If that helps, you can keep it… or to correctly calibrate the flow: sample the filament diameter and adjust in cura if necessary; calibrate the e-steps
Try slowing down the print a bit also… 40-50mm/s perimeter speed is good.
Lastly, try a lower infill percentage…50-60% should be good. And a shell of 1.2mm
It does look like over extrusion. Are you trying to print just one of these parts? Try printing 2 or more of these parts together. I had a spool of ABS that just doesn’t like the hotend hanging around all the time in the same spot. Solved the problem when I printed 3 of them together.
If its is over extrusion would not the entire part be the same? Looks like its cooling off as it gets higher because the fan is on, either turn the fan off and/or increase the temperature.
Thanks for all of the suggestions.
Tonight, I will Calibrate my eSteps, check level and look at the z height.
I’ll lower the fan way down and lower the infill.
This part is maybe twice as thick on the bottom as the top (where the problems are).
The top also has threads on the inside, making it thinner still.
I’ll try again and see if anything improves with these changes incorporated.
I checked the eSteps (twice) - dead on, no change needed
I did the z-axis leveling with a caliper (was off a bit)
I set the z-height (going around the bed twice)
I measured the filament at around 10 different spots (fairly consistent)
Layer Height .2mm
Fill Density 40
Print Speed 45
Extrude 240
Bed 110
Fan 40
The biggest changes were the lower fill density and I printed two parts side by side.
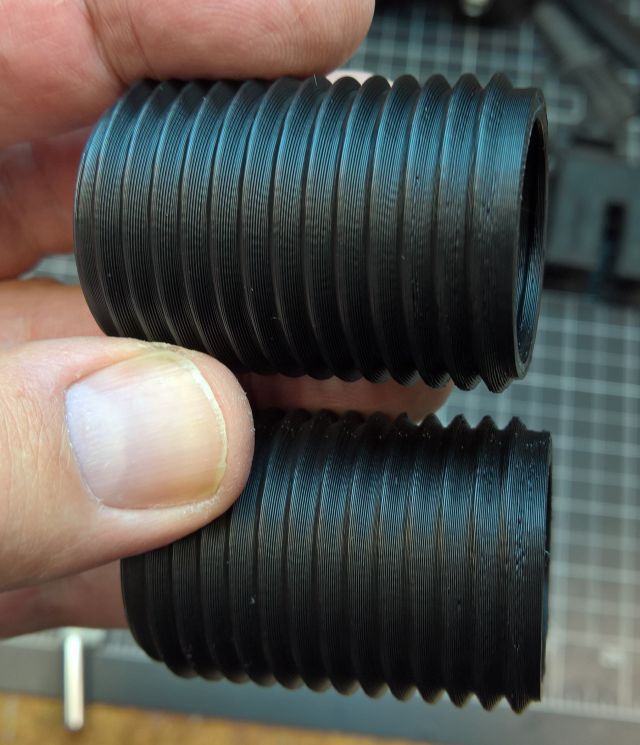
The came out perfectly! Dimensionally they are very good. The bearing fits like it’s supposed to.
I have a couple of problems though -
What do I do with a 2nd perfect part?
I’m still not sure what I changed that made the difference I’m leaning towards the Fill Density and perhaps the dual prints.
The next time I have these issues I’ll do it more systematically. After trying 6 time I was losing patience.
I was going crazy on this thing and just wanted to be finished.
Thanks for all of your help and suggestions. I feel so much more confident now.
Looks pretty nice! You don’t need to print two parts to get one right??? Never heard of that before. You might need to print one over, and I have done that a few times
I think it helps with any thermal issues where the nozzle is in contact with the model for too long and it doesn’t cool enough before the next pass. It was a suggestion from further up this thread. Since my eSteps were already spot on, over extrusion doesn’t seem to be the problem. Look at the earlier pictures. There is definitely something ‘thermal’ going on. I’m a beginner and don’t have enough experience to understand all of the effect of all the different settings. I tried hard - 6 times. And nothing worked. As I said the next time I’ll be more systematic.
Fill density and printing two parts at the same time both could make a difference when it comes to set-up or cooling of the part. Less fill density, faster cooling of layer and part because less molten material is depposited.
Two parts side by side help cooling again, printing the second part allows for the first part to cool… This is more often the case for projects with small printed area. Try printing a 5mm diameter cylinder. One alone will come out pretty bad, but two or three together will come out perfectly… like PHugger’s example above.
When you calibrated your extruder, did you use a 100mm/s extrusion speed as noted in the calibration procedure kcchen_00 linked? You can probably get a better e-steps number if you use an extrusion speed of 40mm/s (which more closely approximates an actual print speed).
The 100mm/s extrusion speed is too fast. It can cause some back pressure in the hot end, causing the extruder stepper to miss, resulting in an e-steps that is too high, which cause a bit of over extrusion when printing. I was getting anywhere from 850 to 866 for e-steps when I calibrated using 100mm/s extrusion speed. When I slowed to 40mm/s, I got 820 or 825 (I forget which off the top of my head).
Seems to me if you need to print two parts and throw one away because of cooling issues, it would be simpler just to adjust your software settings. A waste of time and filament.
I think of it as a test. If it works, you know you need to slow way down and kick the fan up. It’s better than lots of failed prints trying to get there. Or, knowing that it might be an issue, print that part with some other parts at the same time. Same effect, but no wasted filament printing duplicates you don’t need.
Sometimes, even with the fan turned way up it still wont work. Slowing down doesn’t always solve the problem on a small print. That hot nozzle hanging around the surface of a small part never lets things cool (with a bigger part, the part could cool while the nozzle is off printing the other side of the part).
I can see that being an issue. I am on my iPad now orI could look and see, but most CNC control software has a speed setting for fast travel. Frankly I have not experanced any problems on small jobs. Most everything I do now is with PETG and finishing up the Cyclone 3D Marble machine. I have 2 small parts I want to print in Silver ABS it will be interesting to see how they turn out.
Sure. But it usually happens to prints with small surface area. I think I encountered while printing a sledgehammer for a figurine… the handle just didn’t have enough print area to cool before the next layer. I guess it doesn’t require a whole second part… just a pillar of equal height to “distract” the print head so the layer can cool properly.
Increasing the fan cooling can get tricky with ABS… causing possible delamination in prints. No… I’m not switching to PETG.
I’ve had success with printing parts side by side. I had this same issue printing one small herringbone gear. I find that as the hotend lingers in the same area, it just gets too hot and increasing the fan is too aggressive on the cooling. Letting it cool on its own while the hotend is building the other part worked best. Glad to see them turn out better.
As far as printing two parts. If you don’t need two parts, just print other parts that you need at the same time instead of doubling it.