
Hey, I can’t remember, is that calibration model on the SD card you got with the Printer, or is it something you downloaded and printed?
If it’s not on the SD card from Lulzbot, first thing I’d ask is are you using Cura?
At the top right of Cura le, there is a button that leads to machine settings. In there you can edit the bed size and center
I ran that on off of the card/controller mounted on the machine
All the Best!
Frank McGough
Frank McGough, LLC
www.frankmcgough.net
Skype: frank.mcgough
704.957.6062
Yes I am using Cura version 3.6.3 not sure if it was a good idea to run that version.
I have a Taz 5 with dual extruder v3
Poly lite PLA in extruder 1
Polydissolve S1 in extruder 2
All the Best!
Frank McGough
Frank McGough, LLC
www.frankmcgough.net
Skype: frank.mcgough
704.957.6062
Here are the printer settings. I am not sure why the build plate is set to The dimensions listed.
When I measured edge to edge I find it to be more like
295 wide
298 depth
Please advise
All the Best!
Frank McGough
Frank McGough, LLC
www.frankmcgough.net
Skype: frank.mcgough
704.957.6062
Also, not sure what origin at center may effect.
All the Best!
Frank McGough
Frank McGough, LLC
www.frankmcgough.net
Skype: frank.mcgough
704.957.6062
Which bed leveling process really works the best on these older machines?
All the Best!
Frank McGough
Frank McGough, LLC
www.frankmcgough.net
Skype: frank.mcgough
704.957.6062
Are you starting with an .stl file or a .gcode file? Please share them. If its a .gcode file, then your options for making adjustments are limited. If its an .stl file, then adjustments can be made in the slicer.
With a TAZ 5, CuraLE is going to be the easiest slicer to use and I would suggest the latest version (3.6.20) and the latest firmware for the TAZ 5 that comes with it. If you don’t want to change the firmware in your printer, then it would be best to use the version of CuraLE that includes the firmware you do have because they operate best as a matching pair.
The coordinate extremes of the printer can extend beyond the edge of the build plate so the numbers you provided aren’t unreasonable. Origin at the center or origin at the lower left doesn’t really matter as long as the slicer and firmware agree where the origin is. It is possible to use CuraLE with other brands of printers, so the choice is available in the slicer.
The hardware endstops on the printer are used to determine where the bed actually is in relation to the coordinates. The stepper motors have no memory so once the position is established, the stepper motors must remain powered. Things like loose belts can cause steps to be “lost” so the condition of the mechanical system is important.
As for leveling the bed on the TAZ 5, I believe it is a manual process. There are a variety of “helper” programs and, of course, hardware upgrades to make the process more automatic.
Thanks for taking the time to explain it all. I deleted all the %appdata% files and did a clean install of cura. Calbration went well and the first .stl print also went perfect.
Once again into the breach…
All the Best!
Frank McGough
Frank McGough, LLC
www.frankmcgough.net
Skype: frank.mcgough
704.957.6062
First off thanks again for the support. I was able to make a couple of things that I needed but, now I am still not able to get my head around the process to set the home position for the printhead in relationship to the print bed. I would like to adjust the pertinent parameters so that the calibration print would be centered more to the right and downward. Basically 5 to10mm on the x axis and 5 to 10mm on the y axis.
To change the home position offsets, use the M206 command. Without any arguments, this command displays the current values. I’m not sure if you want negative or positive values but you’ll figure it out. Note that these settings are saved in the EEPROM so after you find good values, do an M500 to save them.
I couldn’t find the M206 line in the machine settings
All the Best!
Frank McGough
Frank McGough, LLC
www.frankmcgough.net
Skype: frank.mcgough
704.957.6062
All the Best!
Frank McGough
Frank McGough, LLC
704.957.6062
This message and any attachment is intended only for the use of the Addressee and contains
information that is PRIVILEGED and CONFIDENTIAL. If you are not the intended recipient,
you are hereby notified that any dissemination of this communication is strictly prohibited.
If you have received this communication in error, please erase all copies of the message
and its attachments and notify us immediately. Thank You.

(Attachment frank@frankmcgough.net.vcf is missing)
All the Best!
Frank McGough
Frank McGough, LLC
704.957.6062
This message and any attachment is intended only for the use of the Addressee and contains
information that is PRIVILEGED and CONFIDENTIAL. If you are not the intended recipient,
you are hereby notified that any dissemination of this communication is strictly prohibited.
If you have received this communication in error, please erase all copies of the message
and its attachments and notify us immediately. Thank You.
(Attachment gcode options with Lulzbot .pdf is missing)
(Attachment frank@frankmcgough.net.vcf is missing)
Tried to send pdf of screen grab to show you…it keeps getting rejected
All the Best!
Frank McGough
Frank McGough, LLC
www.frankmcgough.net
Skype: frank.mcgough
704.957.6062
I’m sorry if I wasn’t clear. M206 is a GCode command. You could place it in the Start GCode (as M206 X5 Y5 or M206 X-5 Y-5 or whatever values shift the origin to where you want it). I’d put it after the G28 Z0 or later after any other positioning commands in the part of the Start Gcode I can’t see).
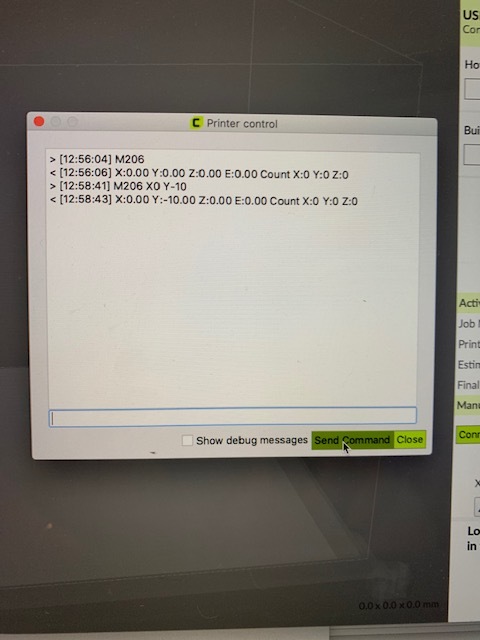
Alternatively, you can use the CuraLE Monitor console to enter the M206 command manually followed by an M500 and it will be set permanently (or until cleared by a firmware update). M206 without any arguments will show you the current settings.
Cool I’m getting there now as you see I haven’t really put all the parameters that the machine sent back in line 2
Should I mimic those line items?
I haven’t preformed any actions yet.
The fourth line is the machine response.
All the Best!
Frank McGough
Frank McGough, LLC
www.frankmcgough.net
Skype: frank.mcgough
704.957.6062
You only need to include the offsets you wish to change, X and Y.
Thank you will do hopefully some fresh ABS will help too any recommendations on consistent quality filament