I’ve had my taz 5 for about 6 months now. Love it, most of the time. About 3-4 months ago, I had the extruder body part crack/delaminate right where the rear bearing mounts. Once I finally figured out what was happening, I got Lulzbot to replace some parts, and I was off and running. First thing, build a spare print-head. The reason I knew something was wrong is abs parts started to fail as the hobbed bolt would eat the filament. What I could tell is there was excessive slop and motion on the hobbed bolt assembly.
Fast forward to friday, same thing started happening. OK, time to test that spare print head. I have it running beautifully on the spare head again, and we’re happy, but while my extruder body didn’t crack, it did deform. The ear that the idler arm mounts to had excessive wear on the back surface, and the flat area where the back bearing fits was no longer flat but slightly deformed, messing up the assembly.
It may be because I run my machine in an enclosure since I prefer to use ABS, that the overall heat causes some problems. I’ve rebuild the other head and have it ready for next time, but I’m thinking of building a set of parts out of nylon to see if that improves the life. I was just wondering if anyone else saw this happen? I was at the 3D print show in Pasadena today, and was talking to MatterHackers which is where I bought my Taz, and they were telling me they run their Taz with a flexystruder for all materials. They felt it is a more robust tool-head. Anyone else do this?
You can use a flexystruder for everything, the wear point is the teflon liner at that point, and it does wear pretty quickly. If you are ok with replacing that bit often, it should be fine.
The extruder body shouldn’t hve deformed if you had properly bonded ABS layers. ABS won’t even start melting until you get up near 300 degrees F, which would be difficult to do in an enclosure. What did you print it out of? Also, do you have pictures of the failure points you can upload? maybe we can see what is going on with it.
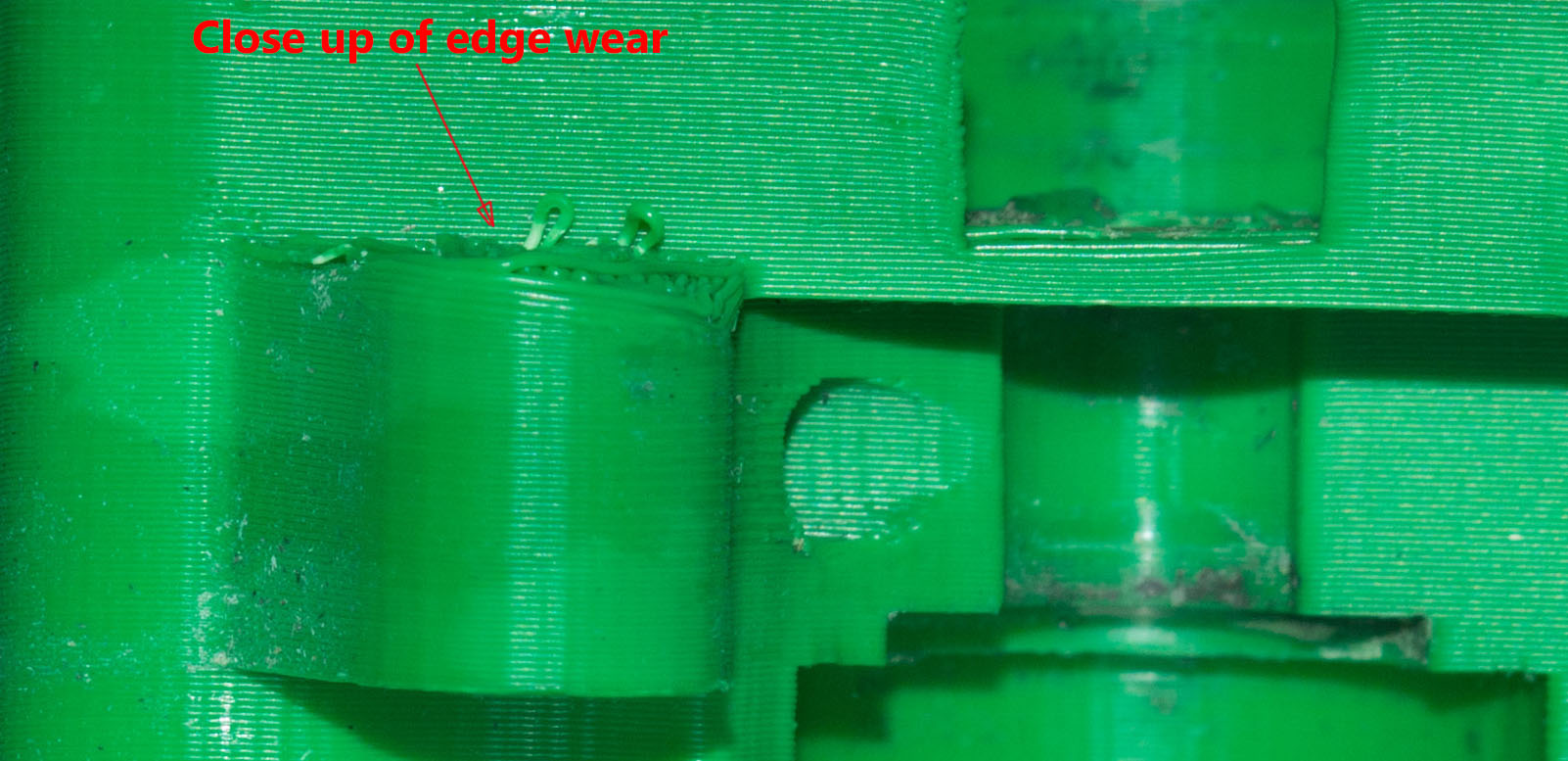
Here are some pics of the extruder body. I print my bodies at medium settings 75% infill in ABS. The stock body actually had full separation where I show surface where the bearing sits with that little plastic washer. I’m considering thickening that wall up and removing washers…
75% is lower than stock infil% that Lulzbot uses for those extruder bodies, so they will be a bit less sturdy. That is an odd bit of warpage, and it shouldn’t be heat related, especially the bit around the bearing since that will act as a heat sync generally. I’d expect to see heat warping on the thin flat bottom layer closest the heat bed and extruder if it was heat damage. Any chance you were underextruding when you printed that piece and your effective layer height was lower than expected?
Anything is possible. I had calibrated the extrusion rate e-steps just before running these parts and it was pretty dead-on. I’ll print my next one at higher infill. Again, the odd part is the original and replacement part from Lulz both separated at that same point., though I think on the replacement one it was my fault on overtightening the hobbed bolt. Maybe print a little slower also?
What’s the temp in the enclosure? If it’s getting to 85C, the ABS could be softening enough to deform.
This based on some material I found about 1/8th" ABS sheets deforming at 185F. Worked it into my strategy for heat bed temps… first 4mm at 110C for good adhesion and allow the plastic to rest, then drop to 100-90C to lock that foundation in place to reduce warp, and 10min before estimated end drop to 60C. Wait 5min after print and bed temp should be at 45-50C… which shouldn’t adversely affect PEI adhesive.
Printing the extruder and gears in nylon would take enclosure temp out of the equation and would be more durable overall. Go for it!