I started a print job (fairly large) with some white filament from MatterHackers. After about the 10th? z layer I noticed that the extruder wasn’t putting down any plastic. I have restarted the print several times with the same result. The gear where the filament is pulled down (gear next to bearing) wears a notch in the filament. Photo attached. Does anyone know what might cause this? I am using PLA with the “Village plastics” setting and high quality. I am using the recommended settings and not custom. Is it a problem with the PLA I am using or something else?

For starters what toolhead are you using when this happens? It looks like heat creep, which PLA is known for. Heat creep is when the heat travels up the heat break from the nozzle and starts to soften the filament at the hobbed bolt, and once it starts to soften there, the hobbed bolt just chews into the softened filament rather than catching on it and pushing it down and out the nozzle.
Generally when using white PLA, try reducing the hotend temperature to 195C and see if that helps any. Also, now that a bite mark has been cut into the filament, make sure to clear the residual filament out of the teeth of the hobbed bolt, otherwise you can see the problem happen sooner, do to the teeth being filled with plastic and not being able to bite down on the filament and feed it into the extruder.
The tool head is the single extruder that ships with the Taz 6. I saw that there was residue on the gear so I’ve cleaned it out each time that happens. I’ll try reducing the temp and seeing that that helps the issue. Thanks!
I tried some different PLA and noticed that the temperature was already set to 195. Should I drop the white to 190 or 185?
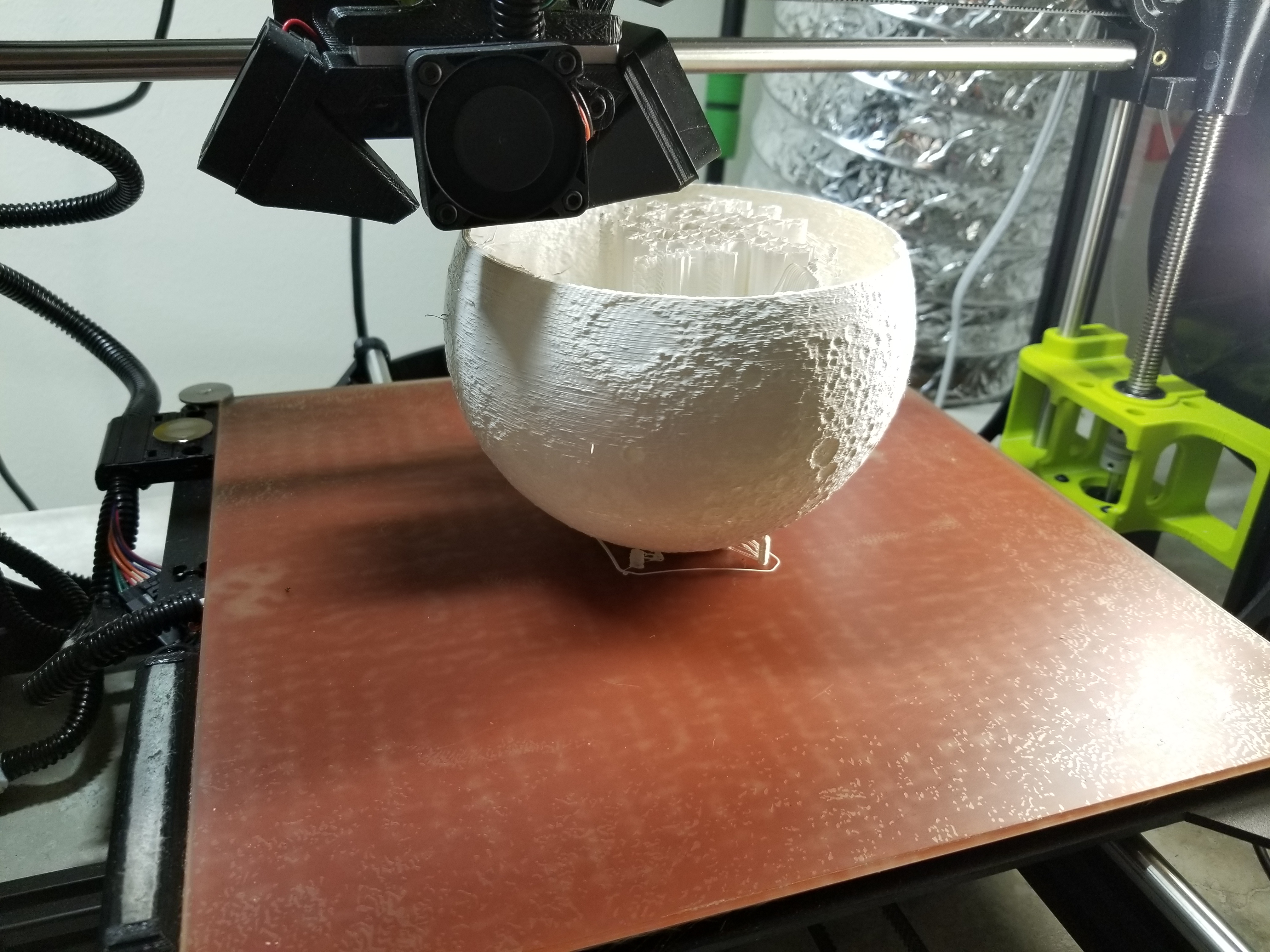
I also got the same problem with some translucent green PLA. The model has a lot of support structure (10 diameter moon) on the bottom which covers almost the entire print bed. I haven’t run into this issue before so I am wondering if the large amount of retraction might cause the issue along with the heat creep. I am going to test with a much smaller version of the model and see what happens.
Couple other things to check:
- Build plate/tip clearance. If you are consistently failing at the same point in the print, it could be back pressure from the filament being too close to the build plate.
How are your first layers? Clean?
- Retraction: if your retraction is too long, you could be sucking hot plastic back into the heat break. With direct drive heads, you should rarily need more than 1-1.5mm retraction. Certain plastics, such as PETG may need 2.0.
You could try 190 i guess
It doesn’t fail at exactly the same point each time.
First layers are clean but 99.9% support to begin with since the object is a sphere.
Retraction is default at 1.0
Two things:
-
Looking at the filament image, I suspect you have your idler too tight. Try backing it down. When filament grinds, usually it goes about half way through (or less), your seems awfully deep.
-
Can you post a pick of a failed print? I would like to see the top of the model.
Yes it is pretty tight. It is a struggle to get it on. It has been that way since i bought the machine so i thought that was the way it is supposed to be. I will have to get the print set up again and i will post a picture.
I loosened the idler although the print did not make it as far as before. I probably ran for about an hour before it quit putting down plastic. The filament remainder doesn’t have as large a gouge as previous but the gouge is still there. I’ve printed other things without this issue, but this STL seems to be a bear. Maybe I should see about reducing the amount of support to see if that improves things. The image shows nothing but support laid down.

Looking at the image, I would venture to say that you are over extruding. Your lines look a little bloby. Also, you might be a little high off your build plate.
First thing is to reduce your extrusion multiplier (Flow rate in Cura). I would start by reducing by 10% and see where that takes you.
You’re extruded lines should be very nice and even on their sides with no blobing at the end of the extrude. It’s OK to under extrude a bit, that can be dialed back up, but over extruding can cause symptoms you are experiencing.
Of course, dialing back the extrude will impact how the filament sticks to the bed (because it less material). So just watch for that. If you see the filament not sticking, just dial the end stop down a notch. Not much, like a 32nd-16th of a turn.
See how it goes.
Your pictures shows a Taz 6 so you want to adjust the Z offset in the configuration menu on the LCD. Also if your idler is too tight you WILL grind the filament due to the retractions you are doing. The hobb is chewing the filament each time it goes past it! Retraction distance and frequency of retraction needs to be considered for tension of the idler to use. Seeing the stringing you have, your temp is too high for the amount of retraction you have set. Or the retraction speed is too low and it is still reducing the pressure while moving.
I tested with a 6 inch moon and reduced the support to 85 (very little) and it seems to be working. I needed the shell to be thicker but this is a lot further than I was getting with the 10 inch moon. I am hesitant to start tweaking the extrusion multiplier until I test the larger moon with the same support.
I spoke too soon. The next morning I expected to see the print complete but it failed like it did before just much higher up. Time to try to tweaks for extrusion and temp. Man I waste a lot of plastic. Temp in that room (small room next to garage) is currently 90 F. Not sure if that has any affect.
Failed again around the 20% mark. Wasn’t printing any support by that time. Printing temp was 190. I don’t know how to set the “flow rate” within Cura LE.
The room temp went up to 98 F which I’ve never printed anything in there with that high of a room temperature but that might be coincidence.
With such high ambient temperatures, it makes it more likely that your problem is heat creep - and even the improved heat-sink cooling fan on the newer extruder can’t cool enough to keep the filament from softening too high up and jamming.
You could try different filament that isn’t so sensitive to heat creep, or move the printer into an air-conditioned space for a test print.
I agree that it sounds like heat creep. A fan (large?) to move the air around might help. Without circulation, the air at the printer could be higher that the ambient air temperature. If you are printing with PLA, it loves cooling! You can also turn the bed down (off?) after the first few layers.
I’ll start a print with a bed temp of 60c and then turn it down to 50c after the first few layers.
Printed the moon in ABS to see if that would make a difference. It did. The ABS model printed completely without getting chewed. I’ll have to come up with a way to cool the room (or heat it)
At least now I have a good idea what the issue was. I appreciate all the suggestions and help!