(This is my first post, so please be gentle.)
I’m (very) new to 3D printing and after some struggles with a blocked head, some extrusion issues, adherence issues, temperature irregularities, and a bad power supply (quickly and kindly replaced by the folks at LulzBot), I wanted to put some time into getting a good z-stop.
I’m hoping to get some feedback on whether or not this is a good process, or if there might be something better. (I searched, but didn’t find any really good current posts.)
I started with the standard “paper between the extruder and bed,” but that seemed a bit “fuzzy” to me and I had trouble with comparing the example lines (really too close, too close, just right, too far, way too far) to what I had.
I built a quick little 2cm x 2cm x 1mm solid box in Blender, exported it as an STL (
untitled-2cm-2cm-1mm.stl (1.06 KB)
), opened in Cura, created the GCODE (
untitled-2cm-2cm-1mm ABS high.gcode (24.5 KB)
), and printed it with Pronterface.
I ran it a couple times to make sure I was getting a consistent print before changing anything.
I used ABS sourced from LulzBot with an extruder temp of 260 (EDIT: CORRECTION: 240), bed temp of 85, and quality setting in Cura of High (which appears to translate to 50mm/min).
Between each pass, I extruded 7mm @ 100mm/min to make sure the extruder was good and primed and I wiped the bed off with alcohol on a cotton round (usually used for removing makeup).
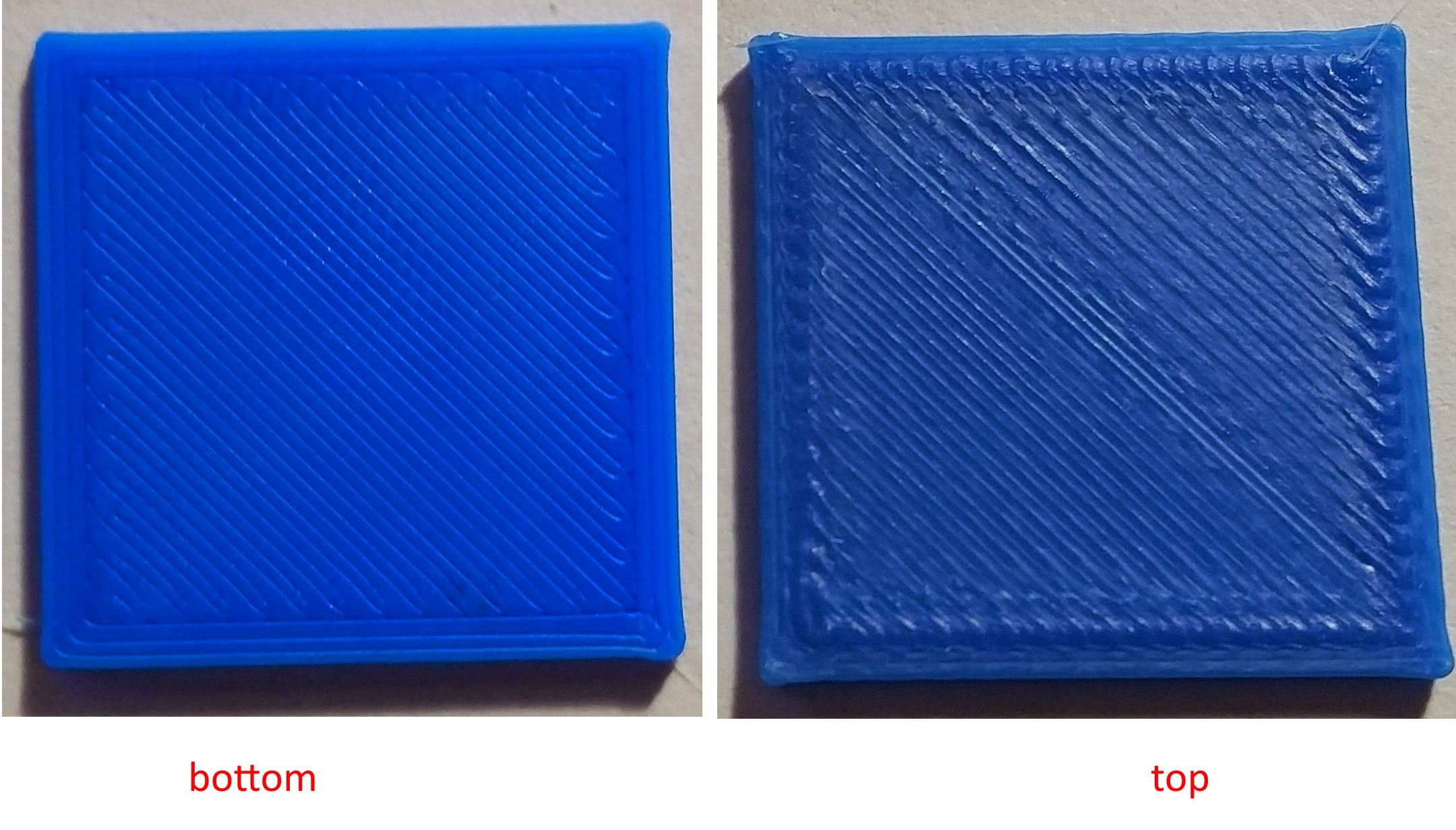
Here’s the first pass (with the “paper-measured z-stop”):

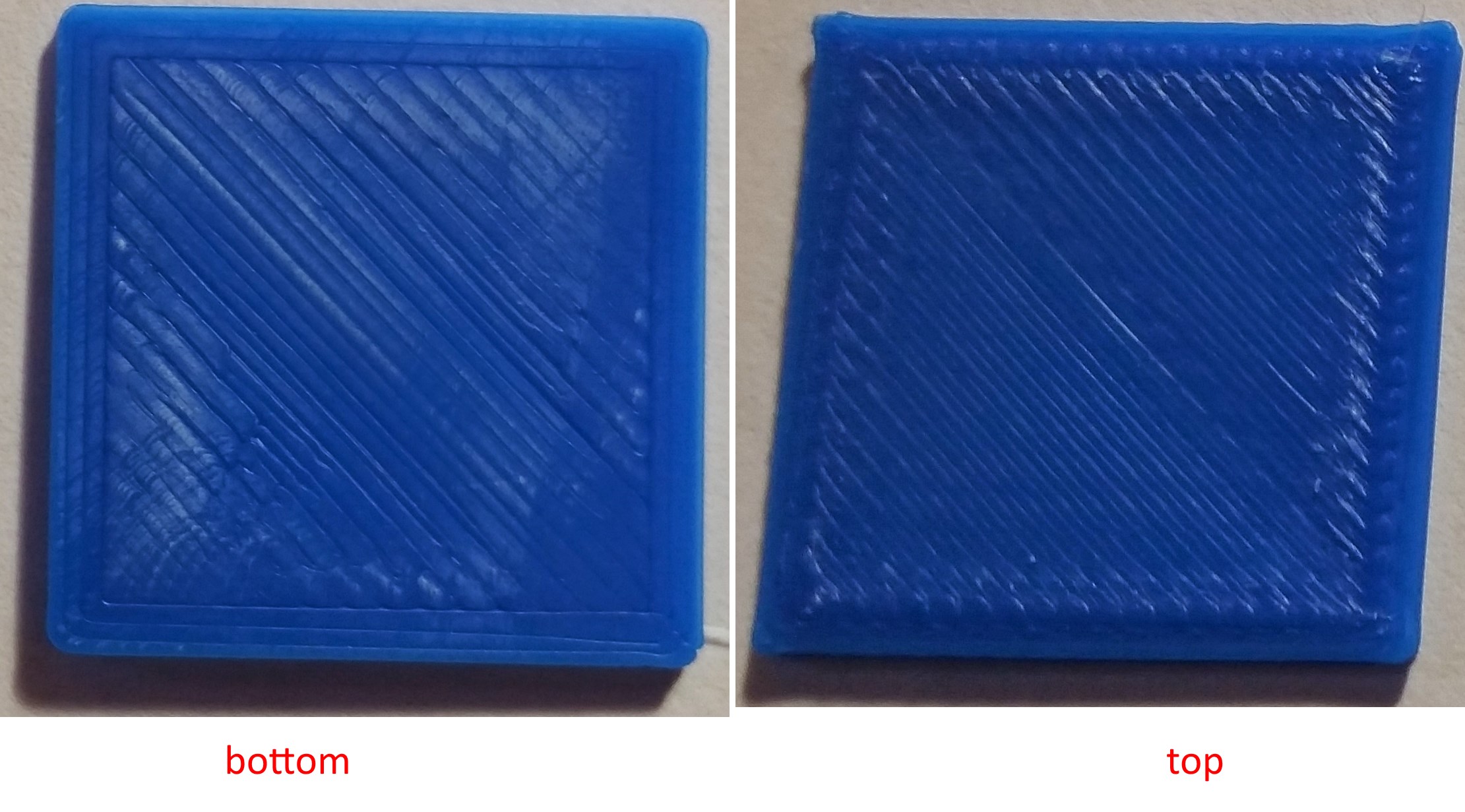
The Z-stop looked a bit too high, so I adjusted it about a 1/4 turn lower:
This seemed better - fewer ridges and a little flatter.
I thought I could better, so another 1/4 turn lower:
This one I didn’t like. I don’t have a picture of the first layer, but it seemed the extruder was dragging the first layer around, and the part curled off of the bed a bit.
I raised the Z-stop about an 1/4 [EDIT: CORRECTION: 1/8) turn:
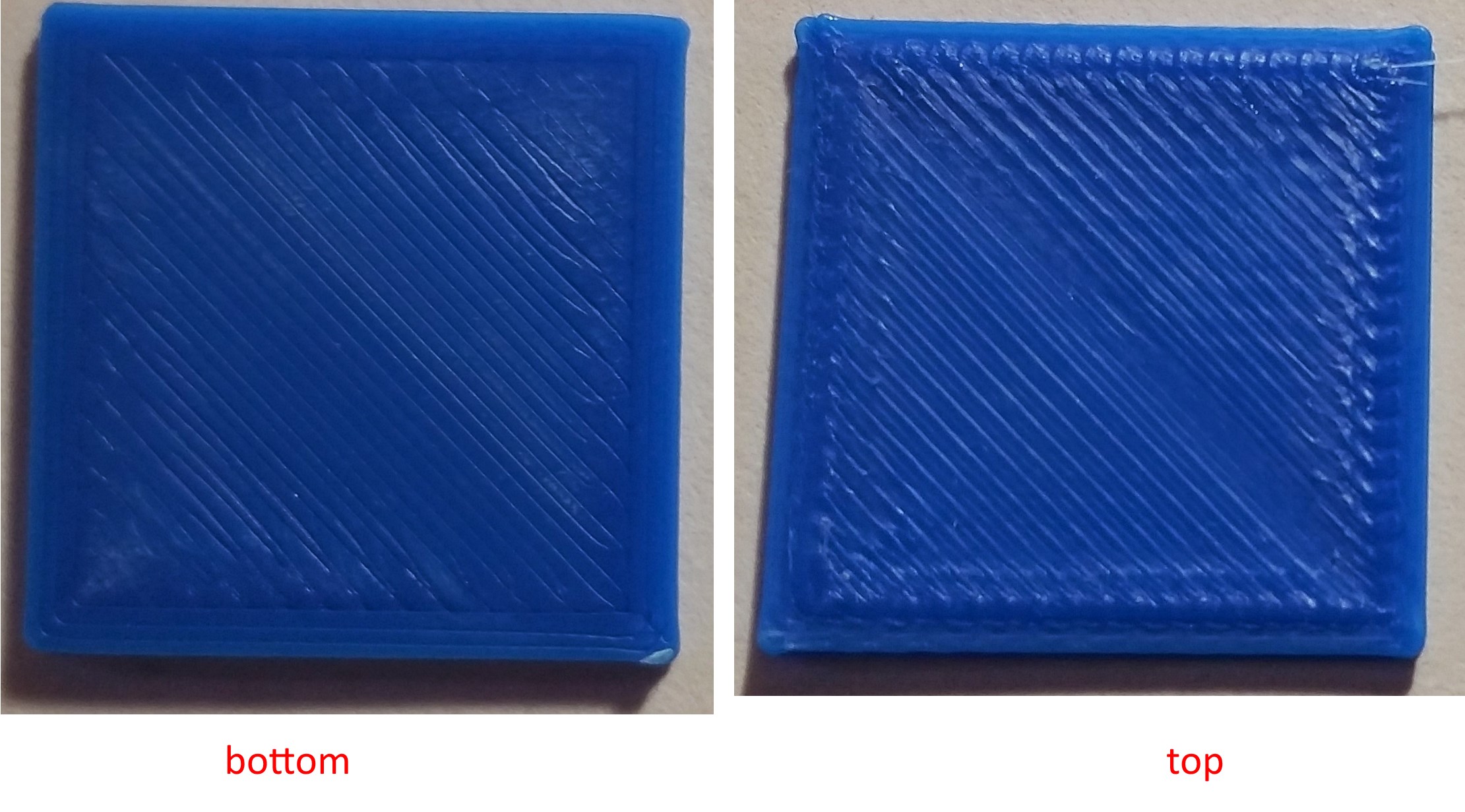
This one seems about right to me - fairly flat. With the pad of your finger it actually feels smooth, but if you run your fingernail over it, you can feel the ridges.
I’m guessing the artifacts you can see on the top are from speed, but I’m not sure.
Anyway… feedback would be appreciated, and if this is a good procedure, then hopefully it may help someone else out.
 . You’re on the right track.
. You’re on the right track.