Ever since we deployed our TAZ 3 we’ve had issues with heat creep with PLA on certain builds. Basically the heat creeps up the 3mm filament and softens it inside the section of the Budaschnozzle where the PTFE tube runs through the heat sinks. As the hobbed bolt applies downward pressure on the filament, it expands inside the PTFE tube and gets stuck, and stops extruding. Then the hobbed bolt does its familiar half moon chunk carved into the filament and the build is failed.
When AO came out with fan kits for the TAZ, we were really happy, but the duct only blows onto the build. This improves build quality and bridge capability, but fails to address the heat creep issue. We set about redesigning the duct so that it splits the airflow to both the build and to the fins of the Budaschnozzle.
Here’s the link to the design files on Thingiverse:
Now that we’ve gotten over 30 or so hours of build time with PLA with zero extrusion issues, we’d like to share this with the rest of the TAZ community.
Jeff,
Thanks for sharing this. I printed mine yesterday, and so far it works very well. Up until now with some PLA filaments I’ve never had a successful large print. I’ll be trying a 13+ hour print with one of these filaments within the next few days, so we’ll see if it makes a difference.
Do you change the fan speed from the default in the Lulzbot profiles? Mine is at 35% (S89) for most of the print, but I can’t tell that very much air is blowing on the fins. Maybe a small amount is adequate. I also don’t want to blow too much on the tip.
OK, since I installed this new duct, I’ve done a 14-hour print and a 37-hour print in PLA. They were both successful on the first try, and they came out very good. Before this I couldn’t get more than about 2 hours into a PLA print with these filaments before the extruder would jam.
These two prints used about the same amount of filament and used similar slicing profiles. The difference is that the 37-hour print is very intricate with a lot of multi-sided internal perimeters with short sides, so the feed rate was very slow. In my experience, the slow feed rate would have made it even more susceptible to jamming from PLA heat creep, so I’m sold on the new fan shroud/duct that cools the budaschnozzle fins.
For the 14-hour print, I ran the fan at 35%, and for the 37-hour print I ran it at 55%.
I figured that whenever you use a funnel like fan mount you loose a lot of the cooling power of the fan. this open frame construction allows 100% air flow and works much better as the funnel mounts out there.
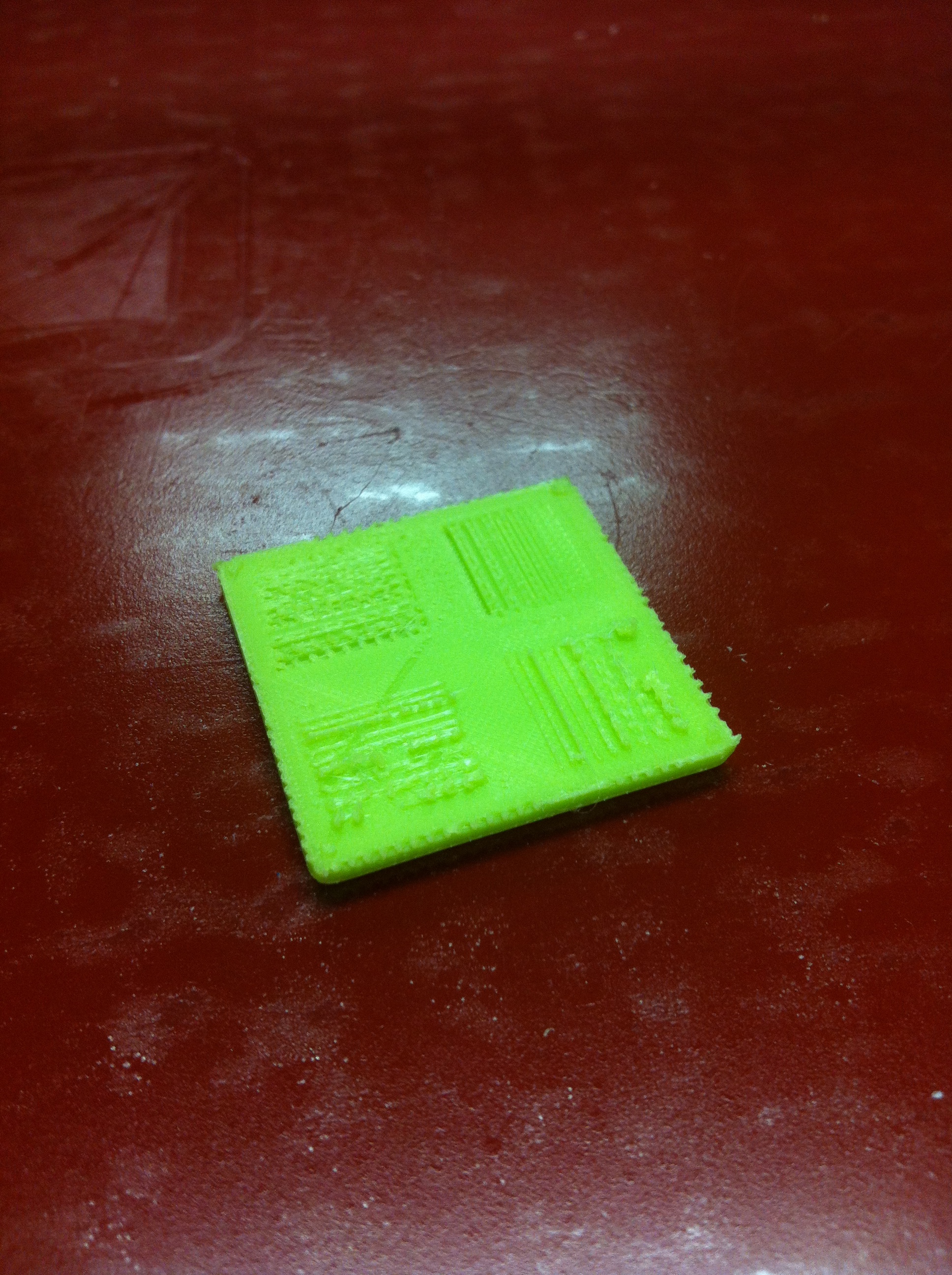
I’m having issues with a few prints of mine and I’ve been attributing it to the fan based on the fact that I’m using slicing settings that have worked for me in the past. After seeing this post, I’m now considering if it’s a heat creep issue. I did this quick test print to show what I’m experiencing. I’m getting very chunky perimeters and some of the infill is as well. I have the original fan shroud that works great, but this upgrade looks great. Can anyone tell me based from the photos that the issues I’m seeing is from heat creep?



![20140814_175802[1].jpg](https://us1.discourse-cdn.com/flex020/uploads/lulzbot/original/2X/2/2be1a93cc4e5cc5fd5603c38e6deb290d5afd7f3.jpeg)