At least I think I have it solved.
Through my extensive trials and errors over the last few weeks, I have learned that adding more cooling air to the heat sink is not a reliable solution to the well-known PLA heat creep issue. The thermal interface between the heatsink and the metal filament tube is very poor, apparently by design. I can only speculate that the heat sink is intended for some other purpose than to actually cool the filament itself. In fact adding a second blower to the heat sink did nothing to reduce the incidence of heat creep in my machine. I even tried increasing the surface area of the fins by using slotted washers with thermal compound, and that actually made the problem much worse, I suspect by picking up additional heat rising from the heater block.
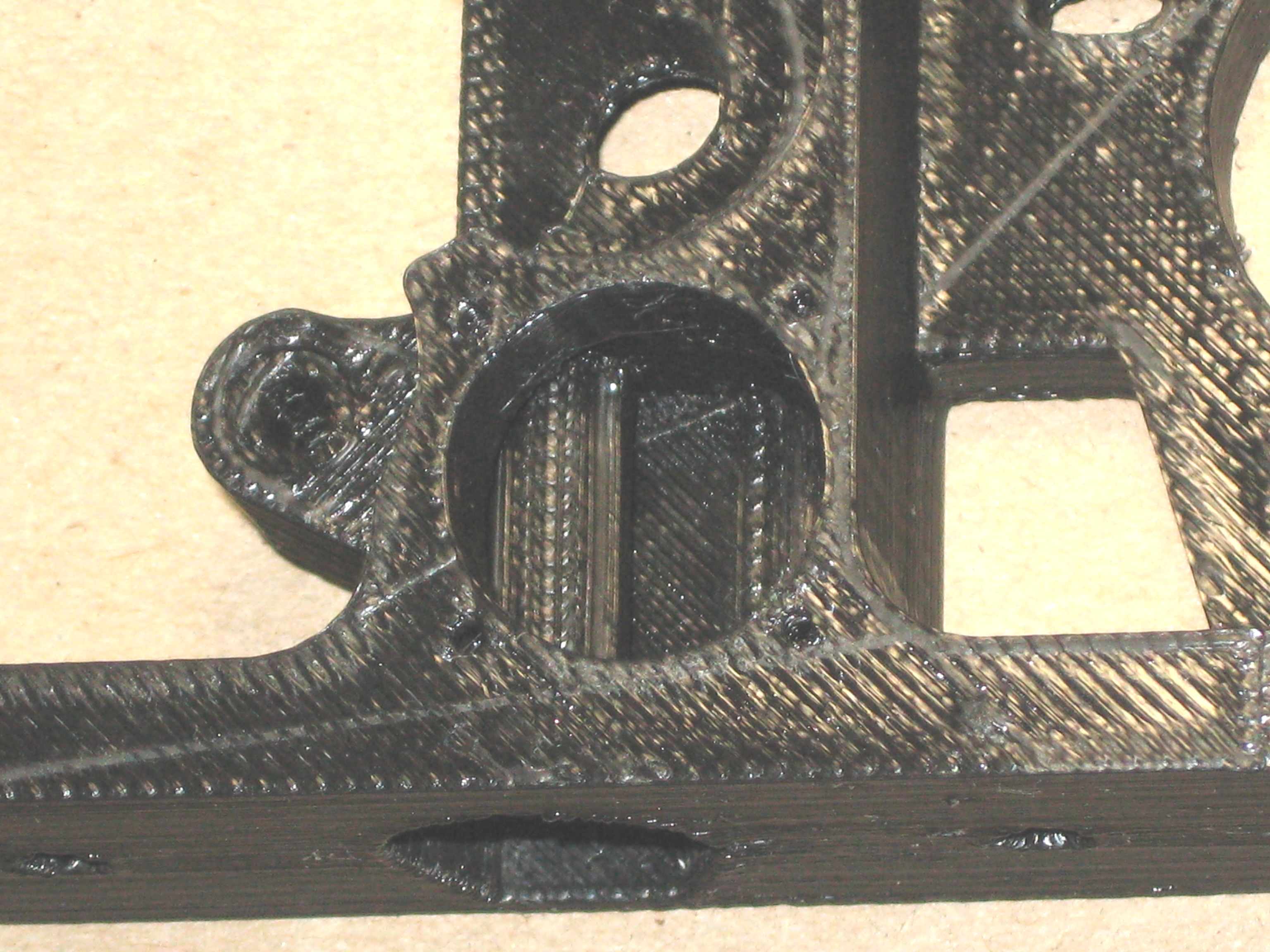
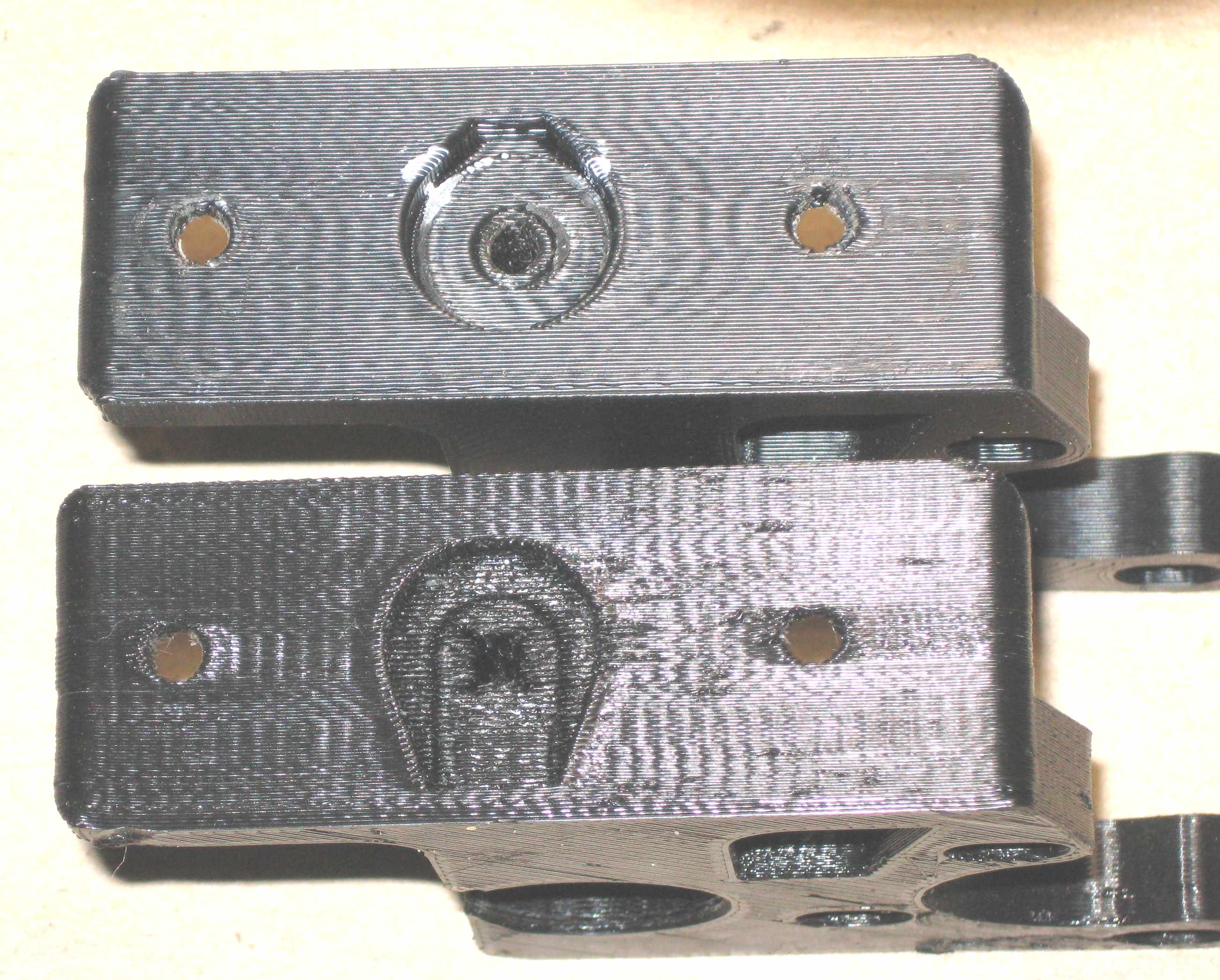
After careful study of the drawings for the heat sink and the filament tube, I decided that my best hope was to directly cool the filament itself, to prevent it from swelling above the brass insert and getting jammed. I took the stock Lulzbot extruder body and added a 20mm x 20mm x 8mm fan to the front. The fan blows into a cavity that feeds four longitudinal vents, equally distributed around the filament path. The vents are essentially slots that run parallel to the filament path. I added a little recession in the bottom to allow the air to flow past the top of the heatsink, and I also rotated and expanded the “D” detail at the bottom of the extruder body 180 degrees so that it ends up venting out through the slot in the mounting plate. The result is that the air flows along the entire filament path, and vents out of both the top and bottom of the extruder.
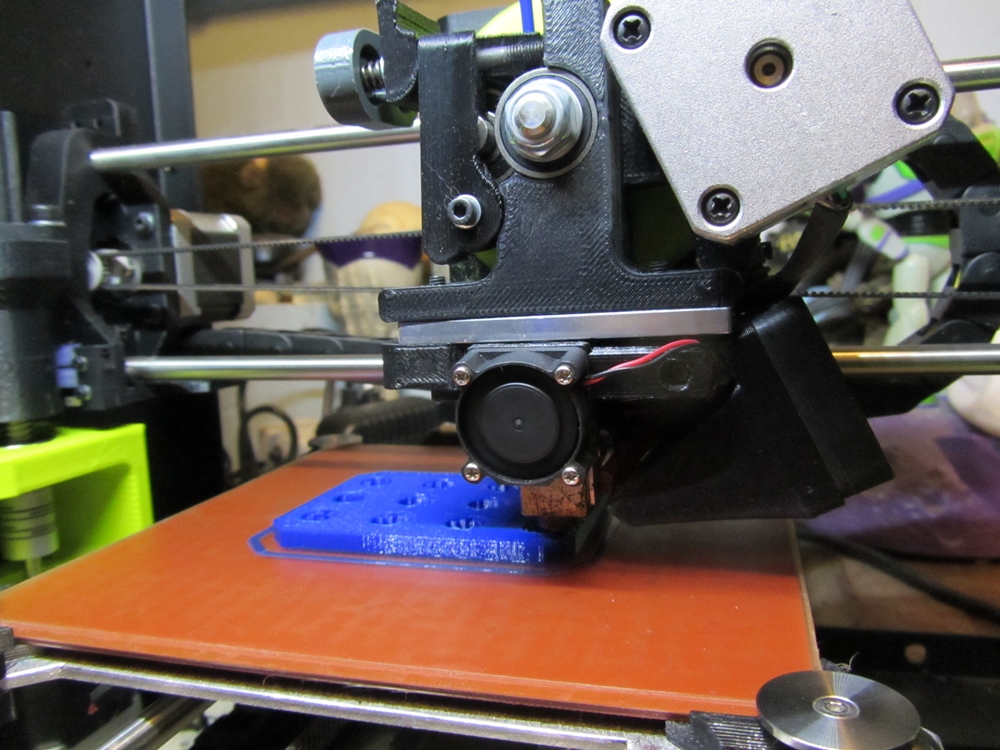
I have since been able to print several 4+ hour PLA prints with PVA support, something I had been unable to do for quite a while. The fan I selected has a low enough profile so that two of them will fit facing each other on the Dual Head V2. I have only installed one so far, but there is clearly room for the other, and I don’t think they will fight too much for air, as I don’t think a whole lot of airflow is required along the filament to cool it enough to prevent heat creep.
I’ve attached stp and stl files for the part. I will attach photos shortly, I don’t have any good pics yet because the one that I printed in ABS is installed in my printer. I have since printed two more in PLA with PVA support (support is necessary for the fine details of this part). The PVA is being dissolved right now, I will post photos when that is done. It’s probably easier to visualize the details of this modification by looking at the stp or stl files, it might be kind of hard to see in photos.
The fan I used can be found at Digi Key, and I wired it right in parallel with the 5V micro blowers that are blowing on the heat sinks:
http://www.digikey.com/product-detail/en/sunon-fans/MC20080V1-000U-A99/259-1544-ND/2757793
It is mounted to the front of the extruder using 2-56 screws.
Extruder Body, Vented, 2016-04-01 01.stp (1.66 MB)
Extruder Body, Vented, 2016-04-01 01.stl (395 KB)



 Going to design a smaller one next, but I’m not sure exactly how I am going to keep it from contancting the heated block. It is a very tight fit for the muffin fan on the dual head.
Going to design a smaller one next, but I’m not sure exactly how I am going to keep it from contancting the heated block. It is a very tight fit for the muffin fan on the dual head.


