I received my LulzBot Mini printer yesterday and was pleased to find that the rocktopus printed perfectly without issue using the supplied HIPS filament. This is my first 3D printer and I was very impressed with how well that first print turned out.
I am using Gizmo Dorks branded ABS filament and have an acrylic enclosure installed to try to minimize temperature fluctuations. I started out with the standard Lulzbot ABS settings in Cura, but cancelled the print after seeing wavy lines in the first few layers of the print. It appeared that the nozzle was coming into contact with previously extruded lines, causing a sort of inconsistent banding to appear across the print. I measured my filament and increased the filament size setting in Cura from 2.85 to 2.95mm. This appeared to reduce the amount of banding in the second print, but didn’t solve the issue completely.
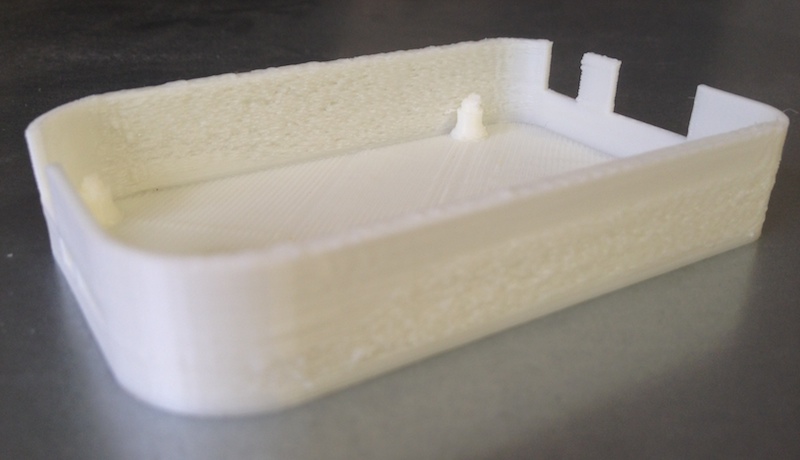
The bigger issue was noticed later when the printer began work on the walls of the case. After just a few layers the nozzle began to run into previously printed layers in certain areas of the print, causing the print head to bump along over this increasingly clumpy region. Is this issue caused by over-extrusion or something else? I have attached a photo of the finished print and some videos to better illustrate the issues I am experiencing. Any ideas on how I might solve this?
First, I agree with previous post – drop the extrusion flow a bit. And/or calibrate your Extruder E-Steps.
Second, do you have the cooling fan on? Clumping like that can happen when extruding over a previous layer that is still too hot. While ABS bonds best and warps least without a fan, it needs TIME for each layer to solidify and that can be a problem with a hot bed, enclosure, simple model, and no fan. You can try slowing down print speed, or adding 35% fan for layer 3 and higher.
White or neutral ABS are also wierd colors that usually needs a colder temperature than normal to extrude right. Try dropping the temperature to 230 or even 225.
I thought this had solved the clumping for the most part, but when I printed the case and lid again (this time side by side on the print bed), the clumping began to reappear on one of the side walls:
To follow-up on this thread, with your help, I have dialed in some ABS settings that provide consistent, quality prints. I think what made the biggest difference other than lowering the flow rate, was to slow down the print speed, especially that of the infill. I am no longer getting clumping issues in my prints and am very happy with the results.