I’m pretty much brand new to the whole 3d printing thing - just got my TAZ 4 about 5 days ago. Loving it so far, though I’m still dialing in settings and such.
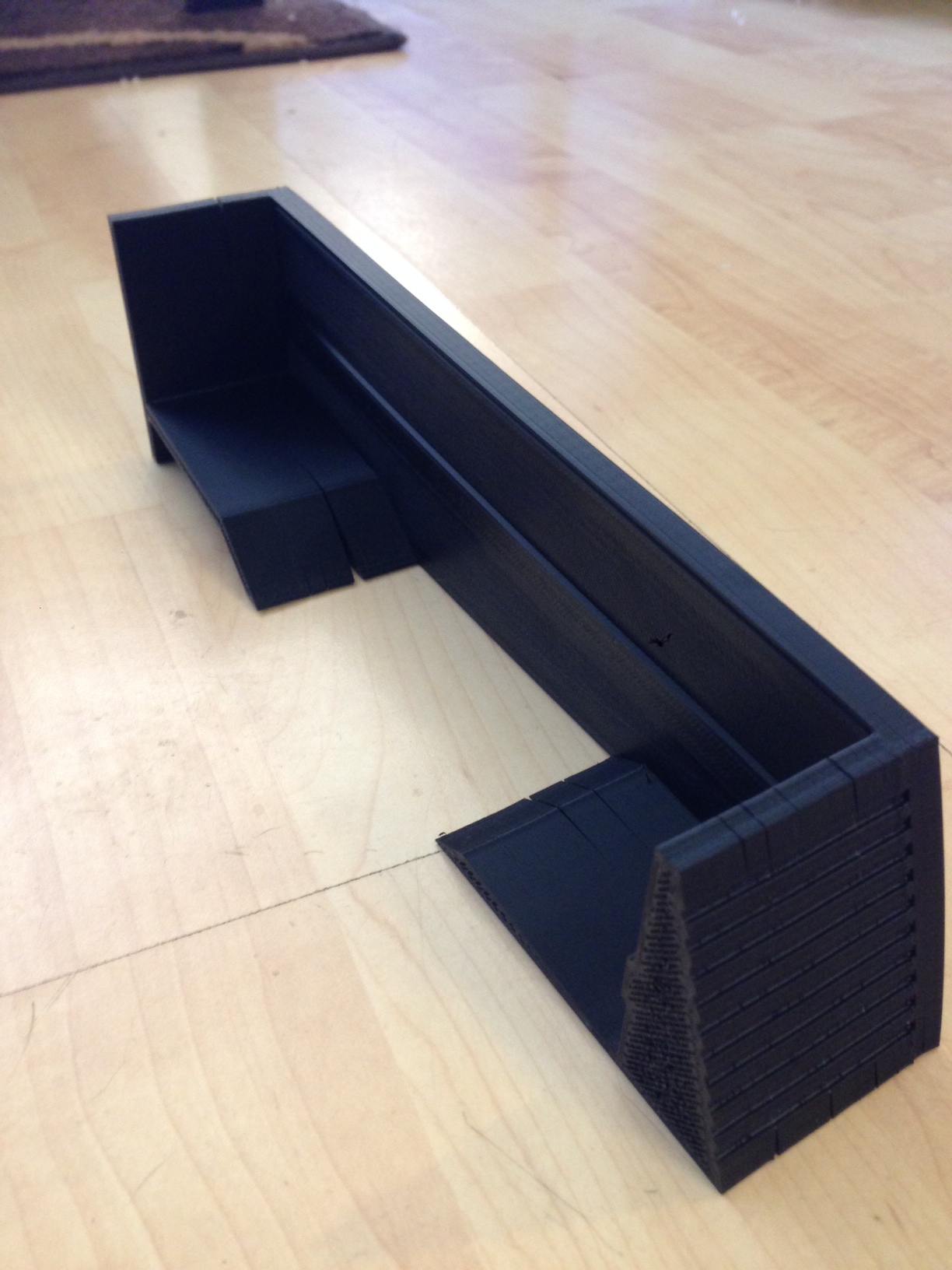
Anyway, the main reason I got it was because of it’s very ample build volume. I’m planning to build an enclosure (waiting on some parts) sometime next week, which from what I understand should help with these issues. I’m having trouble printing this large model without it lifting the corners off the bed, and getting splits throughout.
I’m not using Slic3r, so I don’t have a config file for that. My layer height is .14mm, at ‘regular’ (I think) speeds. I’ve nicked the PET film on the bed a bunch, but this print isn’t above any of those areas. I used a thin film of ABS/Acetone slurry (though it may have been more acetone than ABS) on the bed before beginning the print as well. Bed heat was at 87C, extruder at I believe 225C.
Are there any settings I can try that might help this (higher temp, slower speed, thicker layer height?) while I wait for the parts to build my enclosure? Should I try and work out making the enclosure heated, as well? Would rotating it 90° so it’s not printing as vertically help?
Try adding more ABS to your ABS and acetone solution. A milk-like consistancy works well. Additionally, you can increase the surface area of your model, thereby improving the part adhesion, by adding discs to the corners and sides of the model, similar to this: http://goo.gl/6gCzC2
Yeah for something as large as that, adding discs to the corners or a brim will help keep it stuck to the bed… As far as the cracking goes… Yeah, I wish you luck It’s just a really handy feature of ABS for injection molding, while very unfortunate for us. If your part can be made out of PLA at all, I guarantee you’ll find it much easier to print! Pros and cons, as always…
Increasing your nozzle temperature 5 or 10 degrees can help… More perimeters and less infill, increasing the flow 5% or cheating by telling your slicing software that the filament is 5% thinner than it actually is might also help?
Yeah, for right now (test number 2!) I’ve made up some thicker ABS slurry, replaced the PET tape, and am running the nozzle about 4-5 degrees hotter. We’ll see how that goes in a couple hours. It’s the exact same gcode as the failed one, if this test doesn’t work I’ll tweak the gcode generation (and probably make the layer height a bit thicker too, just so that it’s faster). Good idea on making it extrude a little bit more.
I’ve got some PLA filament, but i’m a little reticent to start using it - I just got this thing a few days ago and am still getting used to all the pitfalls of ABS. At some point I will (hopefully) be injection molding these parts, they’re just for prototyping right now.




 It’s just a really handy feature of ABS for injection molding, while very unfortunate for us. If your part can be made out of PLA at all, I guarantee you’ll find it much easier to print! Pros and cons, as always…
It’s just a really handy feature of ABS for injection molding, while very unfortunate for us. If your part can be made out of PLA at all, I guarantee you’ll find it much easier to print! Pros and cons, as always…