(EDIT - check M175 on the Taz 6 - #129 by WhereNerdyIsCool for link to video!)
I used the universal adapter, updated the firmware and start with a simple flow test cube.
Right away I noticed the bottom (4 layers) were pretty gappy. I fine tuned the z offset on the first layer and decided to do another test. I long rectangle 4 layers tall just to make sure the z offset was good. A rectangle gives you way more room to see and tweak as you go
What’s weird is the subsequent layers were very gappy. I have a 0.8 nozzle in there and the flow cube sides all came up to 0.85mm, so flow was knocked down to 94%.
I’m a bit stumped why layers 2-4 are so bad.
Layers are 0.25 layer resolution, Polymaker PLA Max.
The only other things I changed were some retraction values (0.8 distance and 35mm/s which are inline with what Bondtech & Slice suggest).
I figured I’d pose the question here before tweaking anything else. Latest Cura LE.
I run the default 0.5mm bridgemaster nozzle on my Taz6/M175v2, but I’m also using BLTouch and Octograb, would would affect the first few layers most.
0.25 layer height is a little smaller than what I’d run with a 0.8mm nozzle. For calibration, I’d say 50-75% nozzle width is a good height to work with. I calibrate my .5mm nozzles on a .35 layer height.
You can mask underextrusion on the first layer by manipulating the Z offset, so that layer is not a good measurement for adjusting flow on at all. The masking effect would fade away more each subsequent layer, so if that’s your problem, it is why it would only start to show up at later layers.
I would return flow to 100%, up the layer height to 0.6mm, dial in the Z offset, and do some one and two-layer tests. Post up the top and bottom side with good side lighting, and we’ll go from there.
Yes, I have the first layer looking good.
I’m just a bit stumped why those layers look so under extruded. I’ll toy with layer height a bit.
Does the first layer look good at 100% flow, or at 94%?
If your nozzle is at 94% of the proper Z height for the first layer, 94% flow on the first layer would look as good as 100% flow at 100% of the proper Z height, but every layer after that would be underextruded. If flows was 94% and the nozzle was at 88% of the proper Z height for the first layer, the first two layers would look about right, and layers 3+ would start to be underextruded. And so on.
There are some filaments that are going to shrink where flow modifiers make sense, but except for some expanding filaments I don’t think there’s good reason to have to reduce the flow.
For the flow cube, how well calibrated is your pressure advance? Without it set right, the corners could have stuck out a bit and threw off your flow calibration.
I haven’t pressure advanced or anything else - I just flashed the firmware after installing the M175 v2 toolhead
You changed the slicer to 0.8mm nozzle right? Not trying to insult your intelligence! It just looks underextruded and that would do it.
Well I don’t see a spot to change the nozzle since, just the bead width.
Oh crap - you know what, I bet it is set in Machine Settings / M175 tab I’ll check
Yep - it was set to 0.5 !
Fixed
I’m going a bit backwards tonight. Ran the esteps, came up with 426 (was 415) so another bit of a fix.
I wish this version of Cura LE had the newer Cura nozzle size setting many profiles have
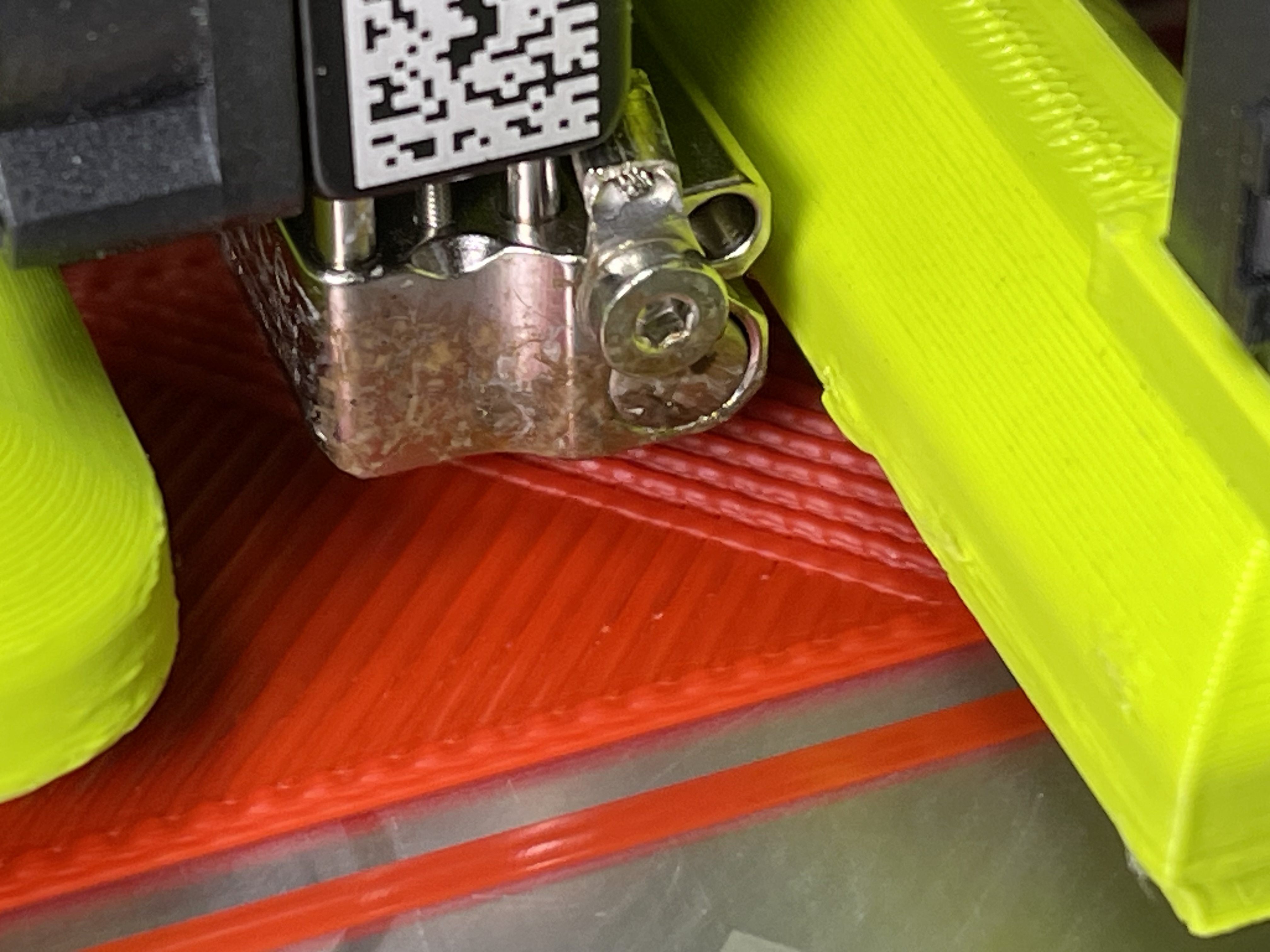
Here’s layer two going down. Still have that gap going on. Still debugging.
You changed the slicer to 0.8mm nozzle right? Not trying to insult your intelligence!
@zenotek Of course I assumed this was set without even asking. Good catch!
@WhereNerdyIsCool I assume you’re using a Slice nozzle? The flat of their 0.8 nozzles is 1.4mm by my slightly scientific measurements:
So ensure your line width isn’t wider than that.
Yes the nozzle is a 0.8, they do a good job marking them!
No such thing as a stupid question when debugging!
Any other calibrations I should be doing asides the esteps? I see the start gcode has a lot already baked in.
My steps/mm on the M175v2 is at 415.
I checked with CuraLE and it appears to default line width to 100% nozzle width. You can change the first layer width as a % of the rest, but after that it doesn’t alter the line width.
I suppose the thing to do is to do a test print with a completely unmodified profile at 100% flow rate with the only change being the nozzle width.
And that’s what I’ve done, set to 0.8 bed width
Just had a thought - is this a symptom of the fade height leveling the part to the gantry?
(edit:) Run G29, then, what does M420 V1 report?
I’ll find out when I get home! 
@Wrathernaut
I trimmed the results a bit for brevity
SENT: G29
SENT: M105
READ: Bilinear Leveling Grid:
READ: 0 1
READ: 0 +2.359 +2.136
READ: 1 +2.020 +1.355
READ:
READ: Subdivided with CATMULL ROM Leveling Grid:
READ: 0 1 2 3
READ: 0 +2.35912 +2.28483 +2.21054 +2.13625
READ: 1 +2.24600 +2.12260 +1.99919 +1.87579
READ: 2 +2.13287 +1.96036 +1.78785 +1.61533
READ: 3 +2.01975 +1.79812 +1.57650 +1.35487
READ:
READ: X:288.00 Y:293.00 Z:4.07 E:0.00 Count X:28800 Y:29300 Z:8673
READ: ok P15 B0
SENT: M105
Disconnected.
The Taz 6 firmware should have z fade set to 0.
#define ENABLE_LEVELING_FADE_HEIGHT
#if ENABLED(BLTouch)
#define FADE_HEIGHT 10.0
#else
#define FADE_HEIGHT 0.0
#endif
#if ENABLED(ENABLE_LEVELING_FADE_HEIGHT)
#define DEFAULT_LEVELING_FADE_HEIGHT FADE_HEIGHT // (mm) Default fade height.
#endif
You can be sure by looking at the output of M503.
Can I change that via command line or am I SOL til they fix it in the next firmware?