Hi there everyone. I hope you all are well and I would first like to say thanks to the community for letting me lurk for a bit before I decided to make an account for my issues. ![]()
Some context: I’m a student at a state university, and we have a 3D print lab that I work in as one of the technicians. We primarily work with Prusa printers, but we recently came into possession of a TAZ 6 printer and we are very excited to use it. I’ve been tasked with setting it up properly so that students can use the printer for projects.
Background for the printer: it came from a group of four TAZ 6s from the Engineering school, where they “rarely” used it, and most likely printed in ABS.
We only use PLA due to its relative safety within a ventilated area that gets populated with student projects often. I flashed the newest update of the firmware to the system and loaded up some 2.85mm PLA filament that my professor provided to me. He did tell me that the PLA he had in that size was a bit off-kilter (it had been sitting in a bin for a while) but I still gave it my best shot.
We began having issues right away. The first and foremost issue was, as predicted, the filament–it was definitely moisture-damaged, so I chalked up a lot of “blobbing”, dragging, and stringing to that. This was also from me using the default TAZ 6 profile on Cura (which I hadn’t used before).
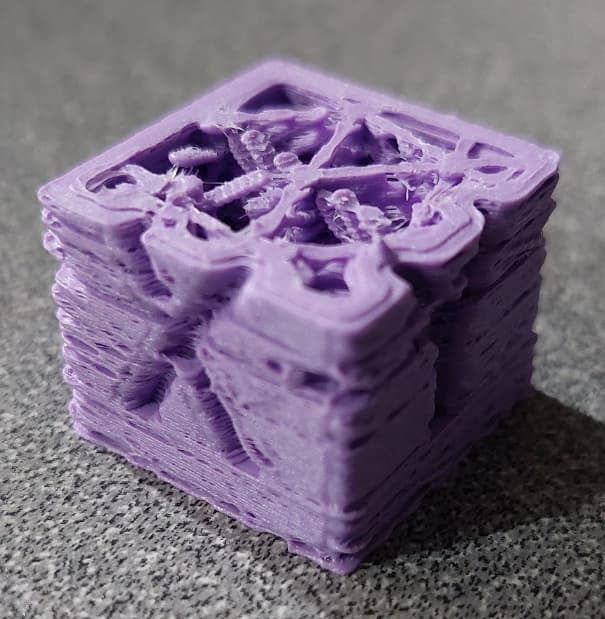
My next idea was to try using our ample 1.75mm PLA filament, which we use with our Prusas, and I double checked to make sure that it would be okay in the TAZ (sounded like yes, so long as the gcode settings were correct). But even still, we run into issues–there seems to be a problem with the infill (gets streaky) and with layering (there are often gaps).
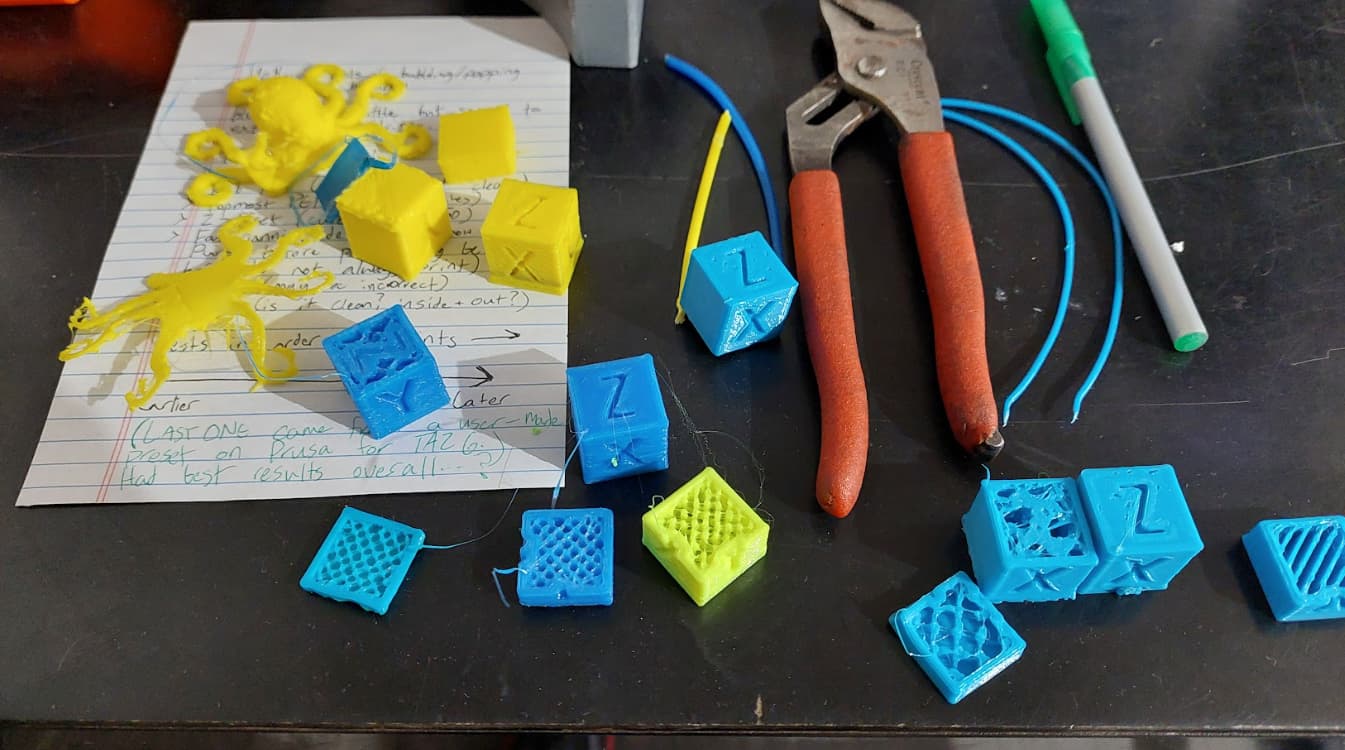
I’ve tested just about everything I can think of–I tried different presets in PrusaSlicer for the TAZ 6, I’ve tried cold/atomic pulls, I’ve tried calibrating the z-offset and e-steps about a dozen times, and yet we keep running into problems.
I don’t want to throw in the towel, but my knowledge only goes so far. I’d like to turn to the community for some help. Any suggestions are appreciated. Considering we essentially received it for free, we’re not terribly keen on replacing a bunch of parts, but if something like the nozzle or the abrasive pad can be swapped out, we’ll do that.
Thank you all for taking the time to read and help me out. We appreciate it!