Well, I apologize… I shouldn’t have stuck my nose into this thread. Good luck!
HEY!
Could I get you Kisslicer INI’s for your printer? Cura is nice…but kisslicer is more my style
here are my INI files for the newest version of kissslicer
they work perfectly for me use at your own risk.
Be advised: I almost always tweak settings for every print.
_materials.ini (4.6 KB)
_printers.ini (3.57 KB)
_styles.ini (2.31 KB)
_supports.ini (2.14 KB)
.__materials.ini (70 Bytes)
.__styles.ini (70 Bytes)
AWESOME!!! I’m trying them, now!
any luck?
Trying them now, but they look good! Cura sucks… I just can’t stand that software. Half my files are degenerate in some way that Cura can’t slice them. Kiss slicer is already doing a better job at slicing these models… now we just have to see how it prints them.
But even if it takes some tweaking, just having the “inset surface” feature is worth it.
I have since moved to simplify3d, the only reason is for faster slice times, ability to print different parts at the same time with different slice settings, and to easily vary all settings at different print heights.
I believe that kisslicer is far superior in pathing and the way it does certain other moves. but for the reasons mentioned above i needed a slicer with more capabilities.
I decided to experiment with a Bowden setup, so I modified the extruder carriage slightly, created a E3d Mount, also designed my own bowden clips since I couldnt find any that are for a 3mm setup, and decided to use a bondtech filament pusher.
It doesnt like to print ABS for longer than 22min jams up in the E3d, but the hatchbox filament I was running was on the large diameter size. So I decided to use some Makergeeks PETG which wouldn’t print for more than an hour in my hexagon no matter what I did. Actually I have not had a successful PETG print from my hexagon out of the 3-4 brands tried using multiple temps, speeds, extrusion rates, etc. The E3d prints the PETG flawlessly, longest print thus far 3 hours in PETG I will do a 20 hour test soon. Longest previous with hexagon was nearly 48 hours with ABS.
The bowden setup has required a lot of parameter changes in Simplify3d (I do not endorse this software or any slicer as they all have debilitating flaws that never seem to be fixed.)
At this time im using 3.3mm retraction at 35mm/s speed (I think I can uip this to about 60mm/s) Ill need to test further.
im also using .1mm extra restart distance
1mm coasting distance
2mm wipe, while retracting
I also change the parameter “Avoid Crossing outline for travel movements” to checked with 20 as the max detoured factor. After testing with multiple setups this avg’d about 6-10min longer of a print for a 3 hour print. I also experimented with it at 100, with no other noticeable effect.
This has been hard to tune due to the properties of PETG having a very thin viscosity at temp. Im also about to create another profile for 3dxtech cf petg.
I typically print slow 35mm/s with a travel of 100mm/s. I know the taz is capable of more but ive had many perfect prints at this speed. Im going to start trying to up the speed to see if ringing has gone away with less mass in the cartesian system.
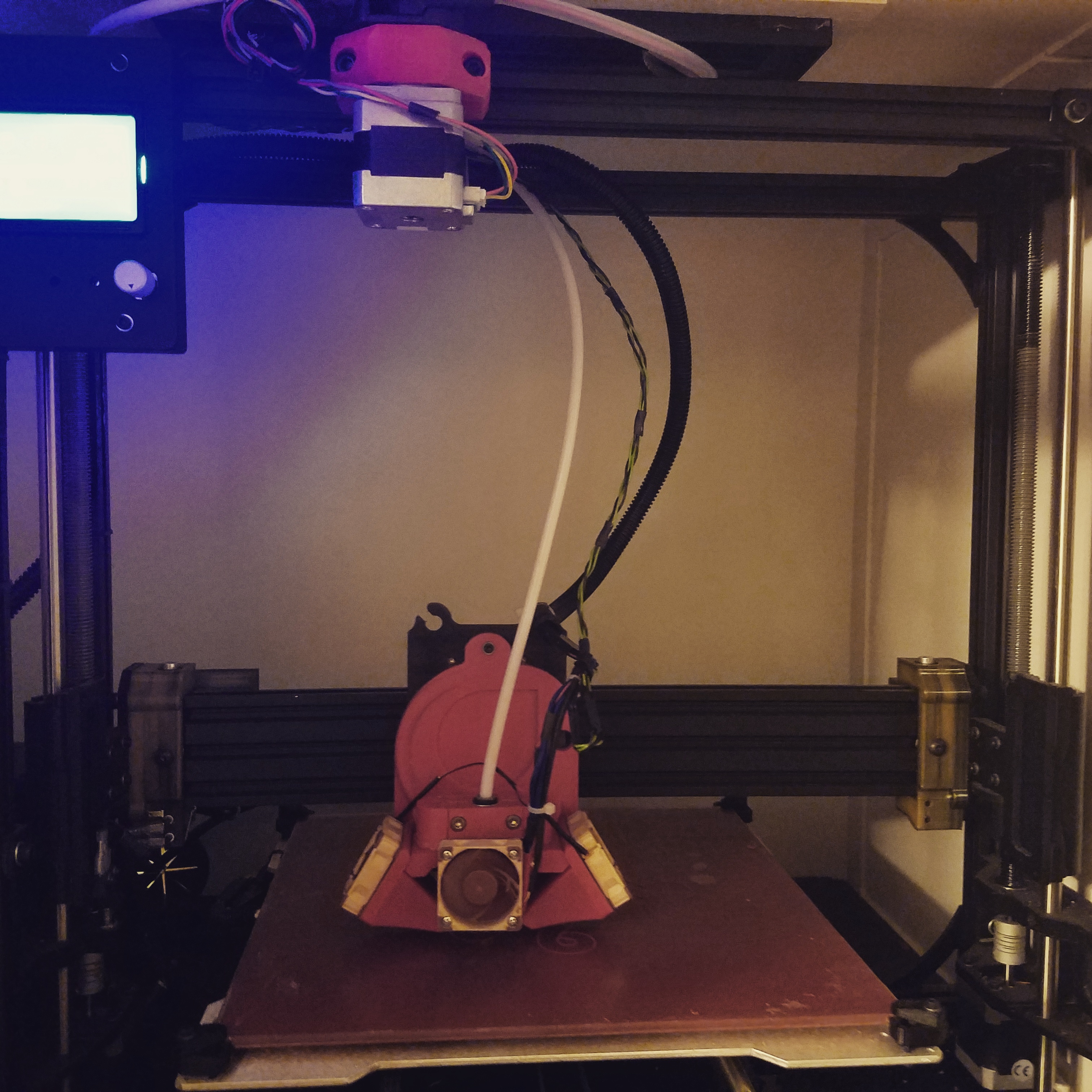
Also I have a pic included of how the bowden set up is currently, open for advice if anyone wants to contribute.
Lastly If there is interest in the parts I modified/created then I will upload them to thingiverse.
Lastly if any one is wondering yes, that is a taz 6 extruder setup carriage on a taz 5. yes the fan will hit the z home screw, but if you just take a file to remove part of the fan housing just a bit it works flawlessly.
I’ve decided to give dual extrusion a try, but feel that I’m not excited enough to purchase a dual extruder tool head.
So, I threw the following up in cad, the heads can be leveled by using the SHCS’s to the left or right of the hotels.
I’ve been using a Bondtech extruder setup similar to the right side with great success. I will be using a wades bowden setup for the left side.
Also in the pic you will see a sheet of aluminum with a sheet of delrin bonded to it. This is an on going test to try and get delrin to print without warping.

So far the Dual Extruder carriage has been installed and basic tests run to test its function.
It installs just fine, and levels just fine. It was simpler than I thought it would be. I have done a few “calibration” type prints with mild success. The wades extruder with bowden setup just isnt an enjoyable process. So I ordered another Bondtech Extruder, the first one I purchased is amazing.
Personally I feel that the hardest part of going to dual extrusion is with software and gcode, it took 7 attempts to get something close to what I was wanting. It will likely take dozens to get to where I want once I get the other Bondtech in.
I also attempted to run a single extruder head without a second hooked up, the printer does not seem to like that. So I think im going to make a dummy pigtail to plug in to make it easier to switch from dual to single.
Did you have an issue where the dual 24v cooling fans in parallel suffer from some sort of power loss on each fan? Under 50% power, both fans are barely rotating.
I’m guessing that you wired them incorrectly. They should wired in parallel, not series. In other words, tie the reds together and the blacks together.