I was printing a part that was going just fine for 2+ hours, then the extruder clogged. I am using silver PLA and on further inspection, the extruder was just carving out an arc on the filament rather than grabbing it and pushing it through. I know the tightness of the extruder latch was fine because, as I said, it worked fine for quite a while.
My best guess is that as the build continued, heat ‘ran’ up the filament and expanded so that the extruder couldn’t retract it back through during traveling, which lead to the extruder carving out the filament, then not being able to grab onto it again to extrude.
Any other ideas as to why that would happen or how it can be fixed would be greatly appreciated!
Hi, I’m having the same problems with PLA and may have found a solution today to combat “heat creep”, the same jamming problem with a Buda 1.2 was solved by using a fan: http://forums.reprap.org/read.php?4,177604,177670
I am going to try cooling the print with one fan (as lulzbot recommends) and the top half of the hot end with a second fan, should find out if this helps in a week or so
That seems like something that would happen rather quickly into a print since it would be retracting from the start. That doesn’t seem very likely since this happened 2+ hours in with everything working fine up until then.
I believe retraction plays a role; over the course of a print the heat sink can’t keep up with the accumulated heat causing the filament to swell and jam when retraction pulls this soft swollen filament above the heat sink. I tried printing with retraction turned off, the extruder still jammed but took a little longer.
Right, I understand that it’s the ‘heat creep’ and swelling that ultimately makes it jam. I guess what I was just noting is that the retraction speed can maybe help it somewhat, but it isn’t a solution. In other words, it just extends the amount of time until the problem happens rather than preventing the problem itself from happening.
I’m not saying it isn’t a good suggestion, but personally I would rather fix the problem than trying to work around it.
I installed a 40 mm fan on the side as LulzBot recommended. Since then, I have been able to print 2, 8 hour long prints without any binding or jamming in the extruder. I don’t know if you had a chance to install one yet, but I thought it might be helpful to know that a single added fan worked well for me.
Thanks for the update Chris, so glad to hear. Any theories as to why the jams have gone away?
No, I haven’t received my fans yet, but I did print the fan mount recommended by lulzbot. Can you post a picture or describe where you mounted and oriented the fan? It isn’t obvious to me where the best position would be.
Well I do have a theory, but that’s really all it is with no proof to back it up. From what I can tell, the angle of the fan mount is oriented so that it is blowing on the part being printed as well as the hot end itself (and above it). My best guess is that the moving air around the hot end is enough to fight and keep the ‘heat creep’ at bay.
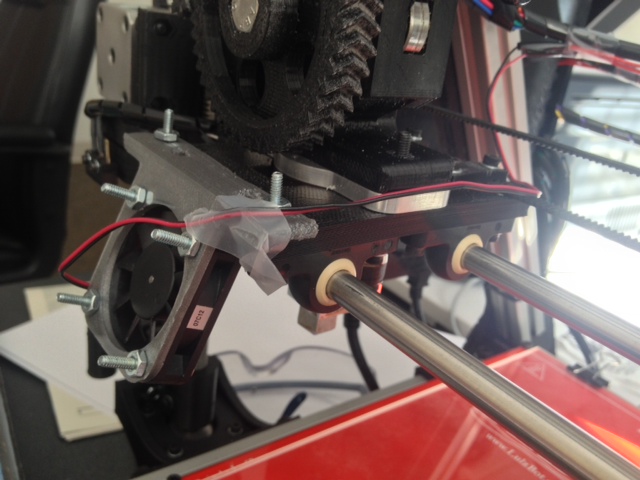
I attached a picture of where I mounted it, don’t mind the amateur tape and rigging. Anyway, I mounted it on the X-carriage on the same side as the extruder gear.
Success! I installed the two fans and have completed prints of 7 and 18 hours. For these prints only the fan aimed at the heat sink was turned on, no jamming. Any print over 2 hours was unthinkable a couple weeks ago, pretty excited.
My theory, becoming supported with increasing experience, is heat creep. This jamming combined with pla leaking down onto the heater block seals the case for me.
Did you happen to post that fan mount design anywhere?
I’m having the exact same issue. I can print 1 hour or less prints fine, but when I start a 10+ hour print, I get a jam after 1-2 hours (the first layers extrude just fine). I suspect I have the same heat creep issue that you were having. I was thinking about designing a fan mount myself, but it sounds like yours is working great, so I’d like to give it a try if you’re up for sharing the file.
I had looked through that post, but somehow spaced out and missed your post there. I’ve looked at a lot of designs, but it looks like every one of them is focused on cooling the nozzle itself and not the fins around the barrel. I’m getting ready to print out your design and give it a go - here’s hoping my PLA prints will run as smoothly as yours soon.
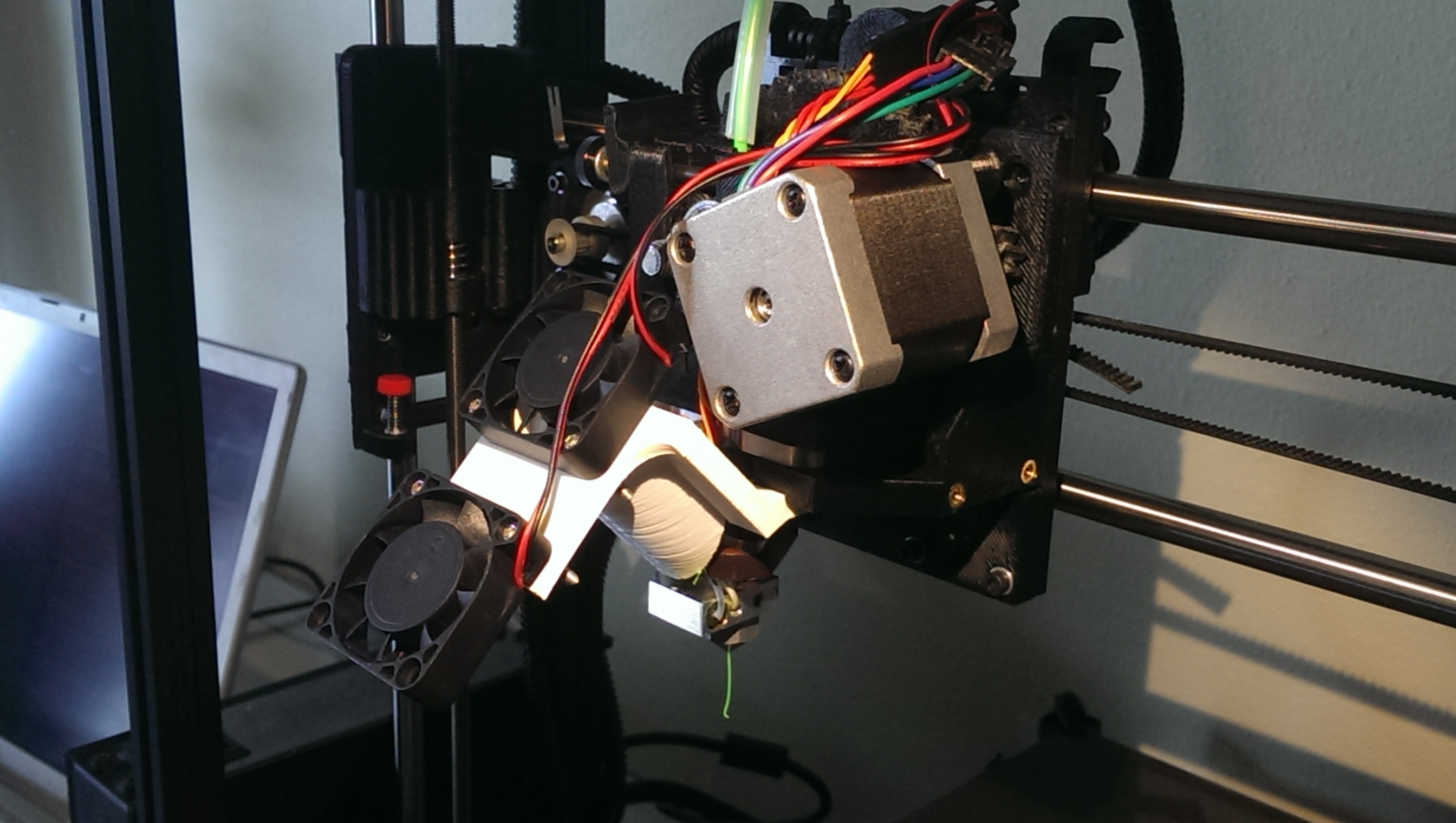
I finally got around to installing Scott’s dual fan mount (w/ Lulzbot 40mm fans) this evening. For small prints (particularly ones with overhangs), it works wonderfully. For large parts, I’m still having pretty serious issues.
Without the fan on, I get a jam within 15 minutes to 2 hours depending on the part. I’ve tried a few parts that have large flat bottoms (say 5" x 5" square on the bottom all solid)…for those parts, it still jams a few layers into the print whether I have the fans on (100% power), off, or partially on. I’m printing .3 mm layer height (I’ve also tried .2 mm with no notable difference) with a .35mm nozzle with a max speed of 90 mm/s. I’ve tried printing at 180C, 190C, and 195C. 190C seems to be doing the best, but not by much.
For those of you out there that are successfully printing these long duration PLA prints, what settings are you using?
Temp (I realize this varies considerably depending on filament, etc)
Layer height
Speed
Fan power
I like printing with ABS, but I have plenty of 3mm PLA sitting around so I’d really like to get this working, but I can’t figure out what I’m doing wrong.
In case it’s helpful to others, I’ve finally been able to get some successful PLA prints with the fan upgrade. The two issues for me were:
Make sure “Keep fan always on” is checked in Slic3r
Set your PLA extrusion temp quite a bit higher than you think you need
In my case, I wasn’t using Slic3r to control the fan, I wan manually turning on the fans with OctoPrint’s “Fan On” button. That puts the fans at 100% power and that’s too much cooling (although a few small prints worked just fine with that level of cooling). For the temperature, I had to set mine to 195C even though the PLA I’m using (blue Ultimachine PLA) extrudes fine at 180C. Whenever the fans kick in, there is a 5-15C drop in hotend temp depending on the fan speed which will stop the PLA from melting fast enough and your print is dead in the water. I doubt this contributed too much, but for completeness, I also backed the idler screws out one full turn (starting from the idler tightness I use on ABS).
So far, those two changes seem to have fixed the jamming issue. My PLA prints don’t look quite as nice as my ABS ones (as far as surface quality, with the exception of overhangs), but I’m happy to be finishing multi-hour PLA prints now.
 Anyway, I mounted it on the X-carriage on the same side as the extruder gear.
Anyway, I mounted it on the X-carriage on the same side as the extruder gear.