After remedying what appear to be common taz problems ( x and y axis belts coming off bearings, leaky nozzle with pla), I’m left with a few persistent issues.
These appear to be unsolvable and I can probably live with:
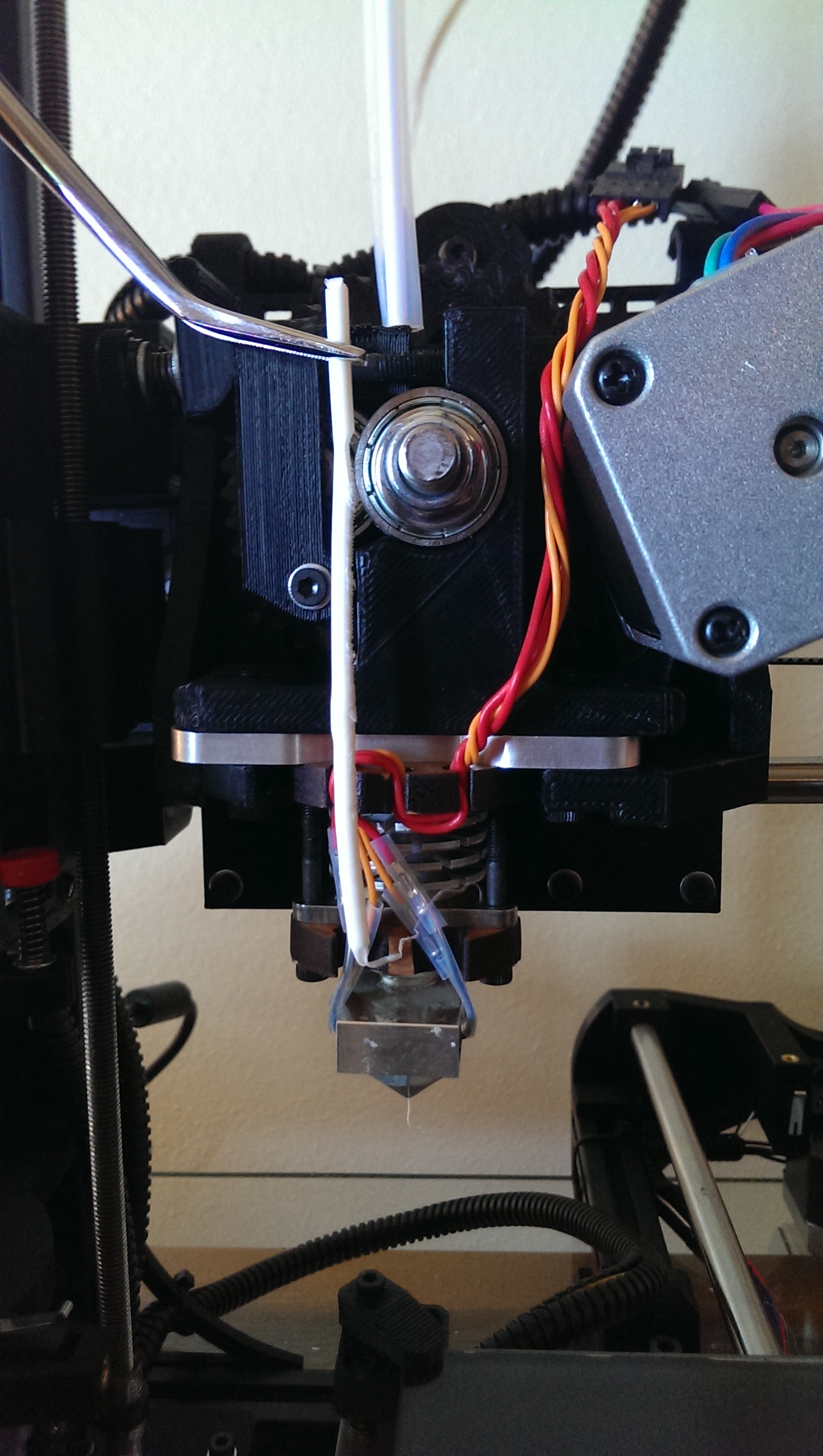
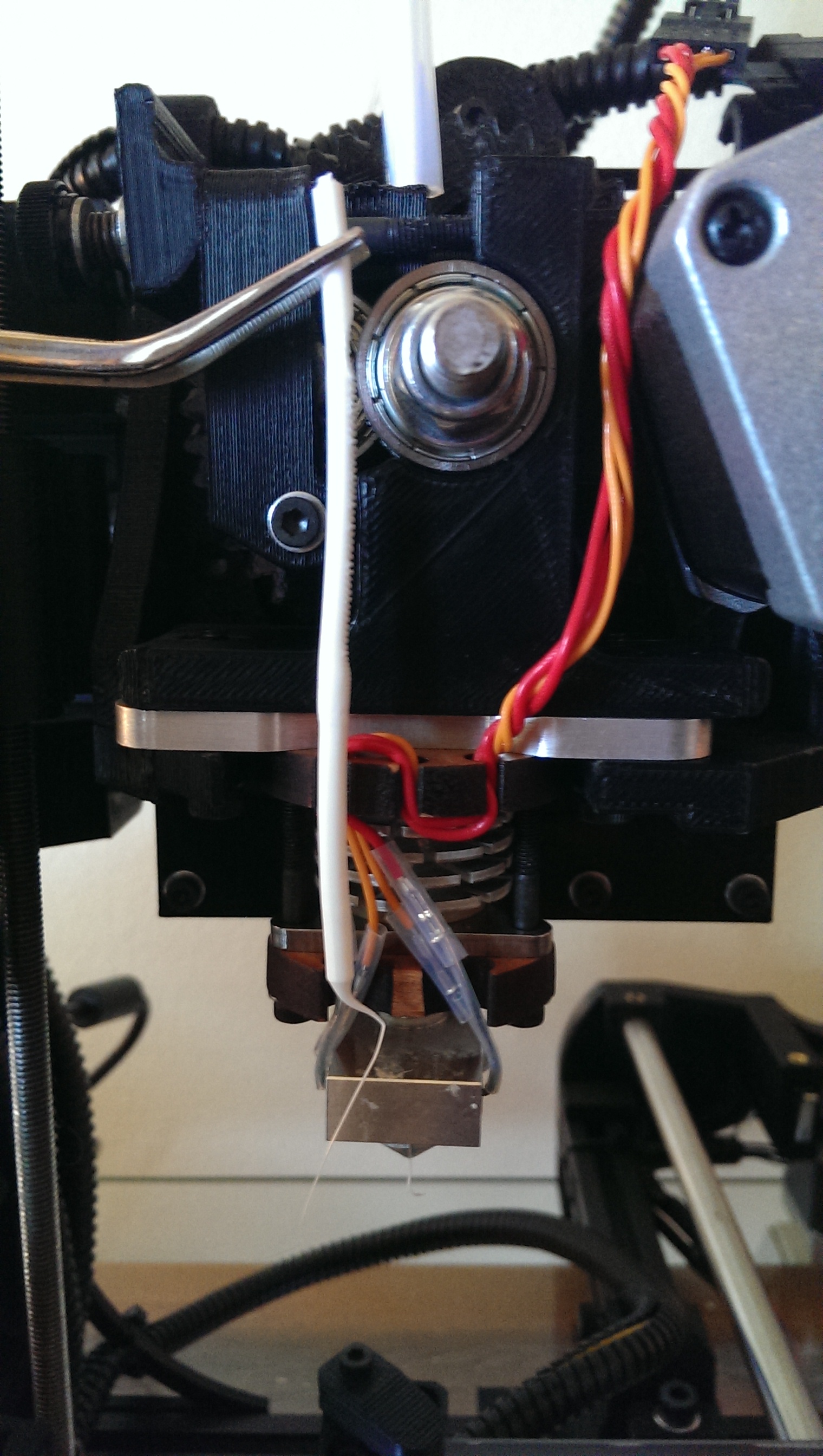
-after using Teflon on the nozzle threads pla pools on top of the heater block
-I’m printing pla on bare glass cleaned with rubbing alcohol and set to 60c. When I print towards the edges I get medium to poor adhesion; guessing this is due to inconsistent heat bed.
The issue I need solved:
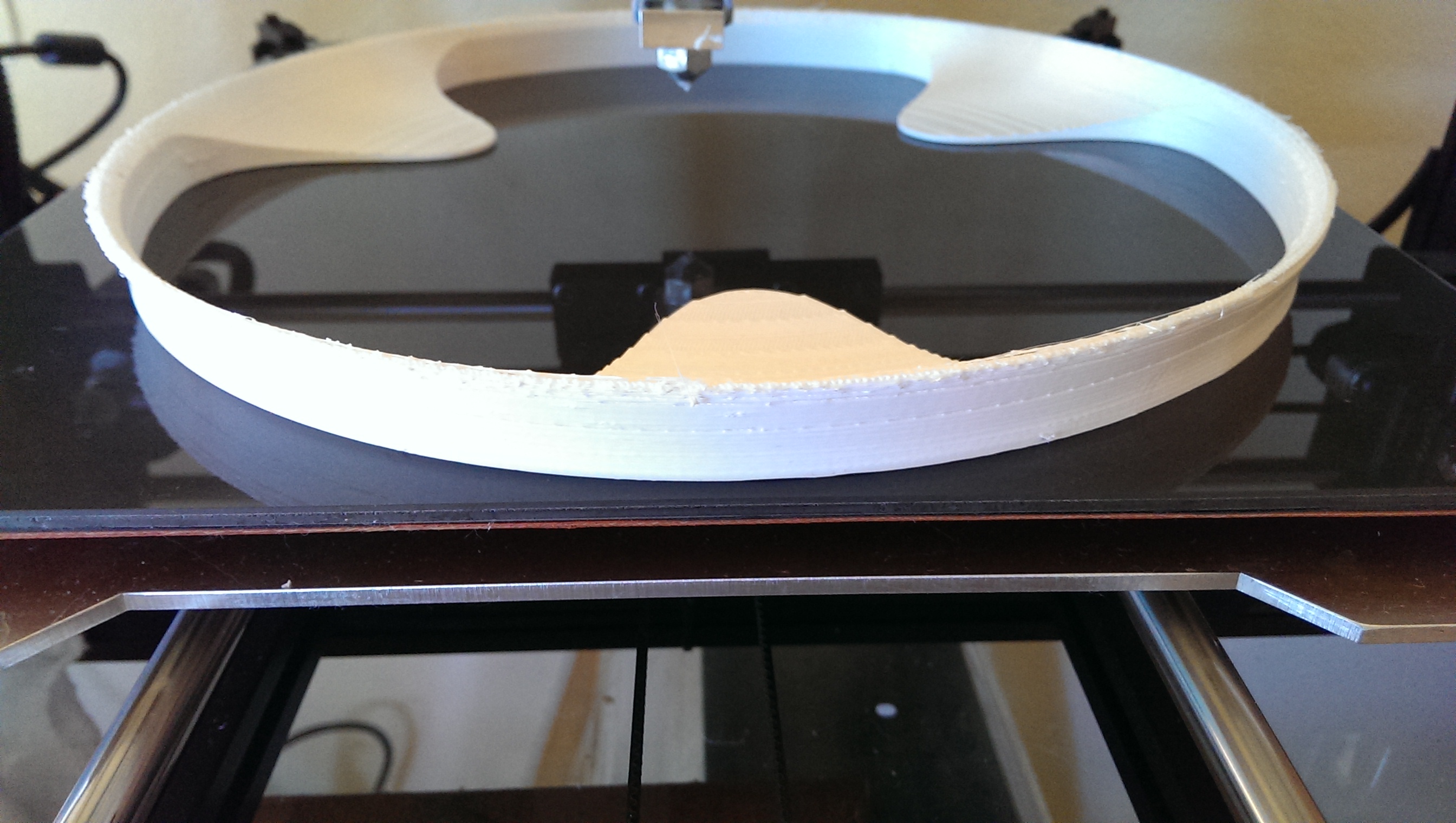
-using the draft and high quality settings the nozzle begins to clog and ruins the print
the warning signs begin with shorter movements that have missing lines, this then extends to areas with longer movements, followed by no extrusion. I’ve tried pausing the print to clean the hobbed bolt, but it quickly becomes clogged again. Initially, tightening the screws bought me more time but I still couldn’t make it through a print much bigger than an octopus.
also, as the print progresses the nozzle sometimes brushes the previous layer and drags.
I’ve read about pla expanding over course of a print so I tried turning the bed off after the first layer without success, also I’ve read about possible z step inaccuracies, but shouldn’t this be already calibrated by lulzbot? This is my first printer and expected a steep learning curve, however I did not expect so many hardware problems at this price point.
other details: printing white pla from lulzbot at 190c, first layer at 195c, bed at 60, calibration print looks great (evenly smooshed), using draft and hq config files from lulzbot (only changed the filament dia from 2.89 to 2.87 after measuring with dig. calipers) Printing in a cool, 65f, humid room.
At this point I would like to just get through a print other than an octopus at any resolution, any tips would be greatly appreciated.