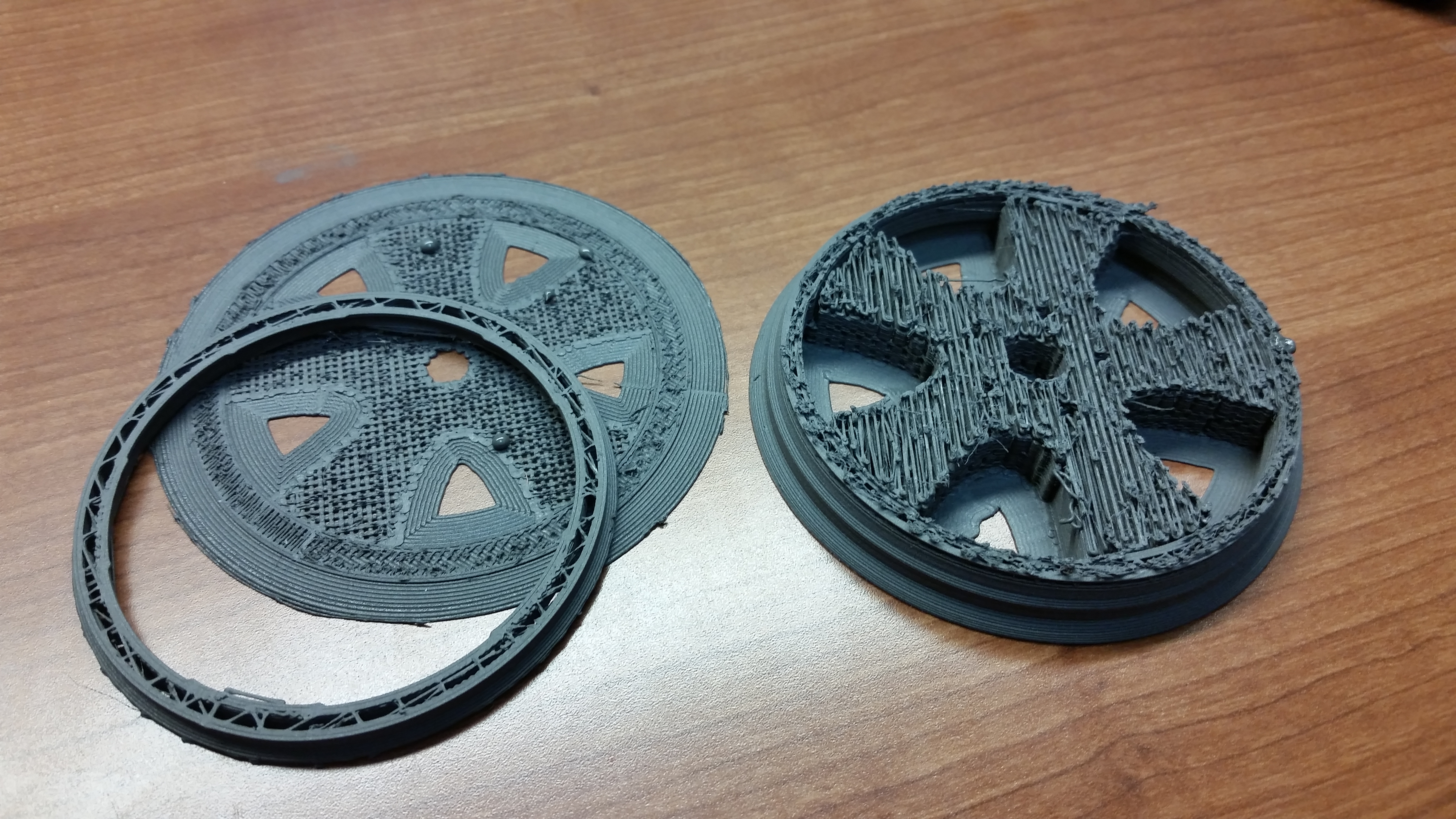
I’ve been trying to print with the Proto-Pasta Stainless Steel PLA filament and have been having some real trouble. On smaller parts it seems to work alright, but every larger print has failed. To start, I noticed that the filament wasn’t just oozing, but dripping out of the nozzle at the recommended 230 degrees, so I after experimenting with temps I did the print on the left at 210. After a USB related failure I pulled the part off and the first two layers separated from the rest of the part. I figured this happened because 210 was too cool, so one layer wasn’t properly adhering to the previous. I did my next print at 225 degrees and the print failed again. This time the filament stopped extruding. When I took it out of the extruder I found that the hobbed bolt had basically worn out a big notch and was just spinning against the filament rather than feeding it through. I took this as being a sign of heat creep causing the filament to be too soft at the hobbed bolt. Finally, I dropped the nozzle down to 220 degrees, and everything was going really well until about 8mm up when it started extruding very oddly (print on the right). I had other prints with this material that also failed like this, and I’m not sure what the problem is. It works fine for a while, and then stops extruding properly. Any thoughts?
Thanks in advance for any help!
I think that’s just another manifestation of “the creep”. I’ve had a few prints that look similar where the extrusion was erratic as the filament was sitting on the edge of being too soft. It would be driven well for a bit, then it wouldn’t and there were layers or even areas of a layer that were very under-extruded. In my case it eventually failed once the creep was bad enough.
I’m probably not the guy to recommend solutions since I have for now given up printing PLA since I suffer from the creep bad (you have a TAZ 5?). You could try something between 210-220 and maybe you’ll be able to hold off the creep long enough. You can try printing faster or add a fan to your extruder heatsink (many on thingiverse - I use this one: http://www.thingiverse.com/thing:845113) Success probably involves some combination of the 3.
I’m curious, does that material conduct heat at all?
Good luck!
That’s for confirming my suspicions about heat creep. I’m going to try and experiment with other temps. I definitely want to add a new heat sink fan. Hopefully that takes care of it. Whenever I manage to make some changes and get something working I’ll post an update.
I had the same problem, also noticed that the material formed a bubble or something like that in the tip of the nozzle, that caused to stop extruding, i contacted the guys at proto-pasta (great costumer service by the way) and they recommended that i reduced the flow % as material was collecting in the tip of the nozzle, that worked great.
Other advice that they gave me (I haven’t try) is to use a little vegetable oil on the filament to season their nozzle and help flow and of course to use one of their nozzles that are ‘wear resistant’.
I print at 220, with the bed at 60, and the new prints i adjusted the flow % to 75 in cura and so far, no clogging. but to be honest i haven’t try anything big or more than one piece at the time. if i do, i’ll post the results and if this still works then.
best,
So I’ve added a stronger fan, and am running a new print now at 90% flow rate (figured I’d start with small changes there so I can see what effect the fan is having).
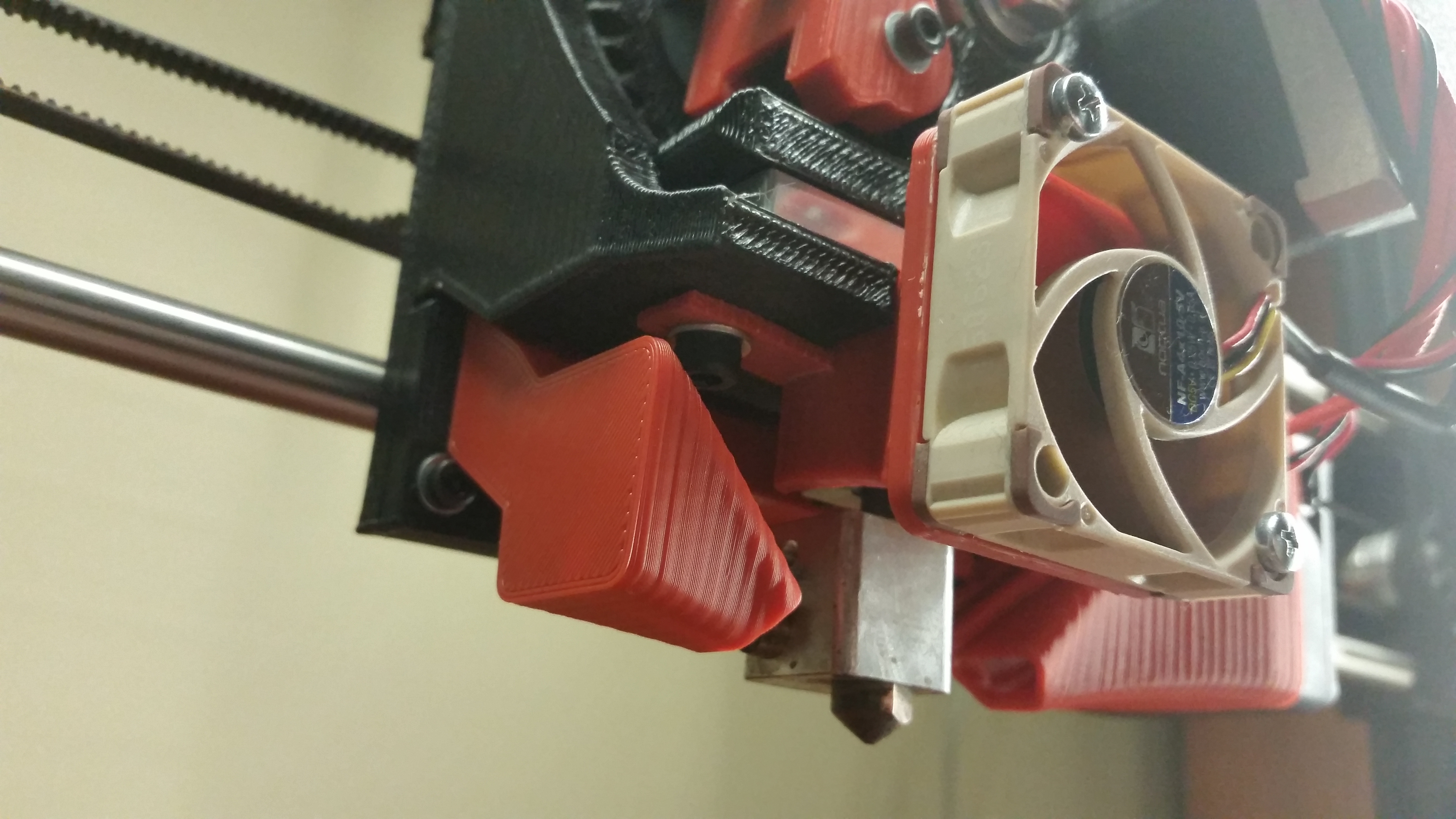
This is the part I used http://www.thingiverse.com/thing:1387812
Hopefully this puts an end to the heat creep. I’ll post the results once it’s done.
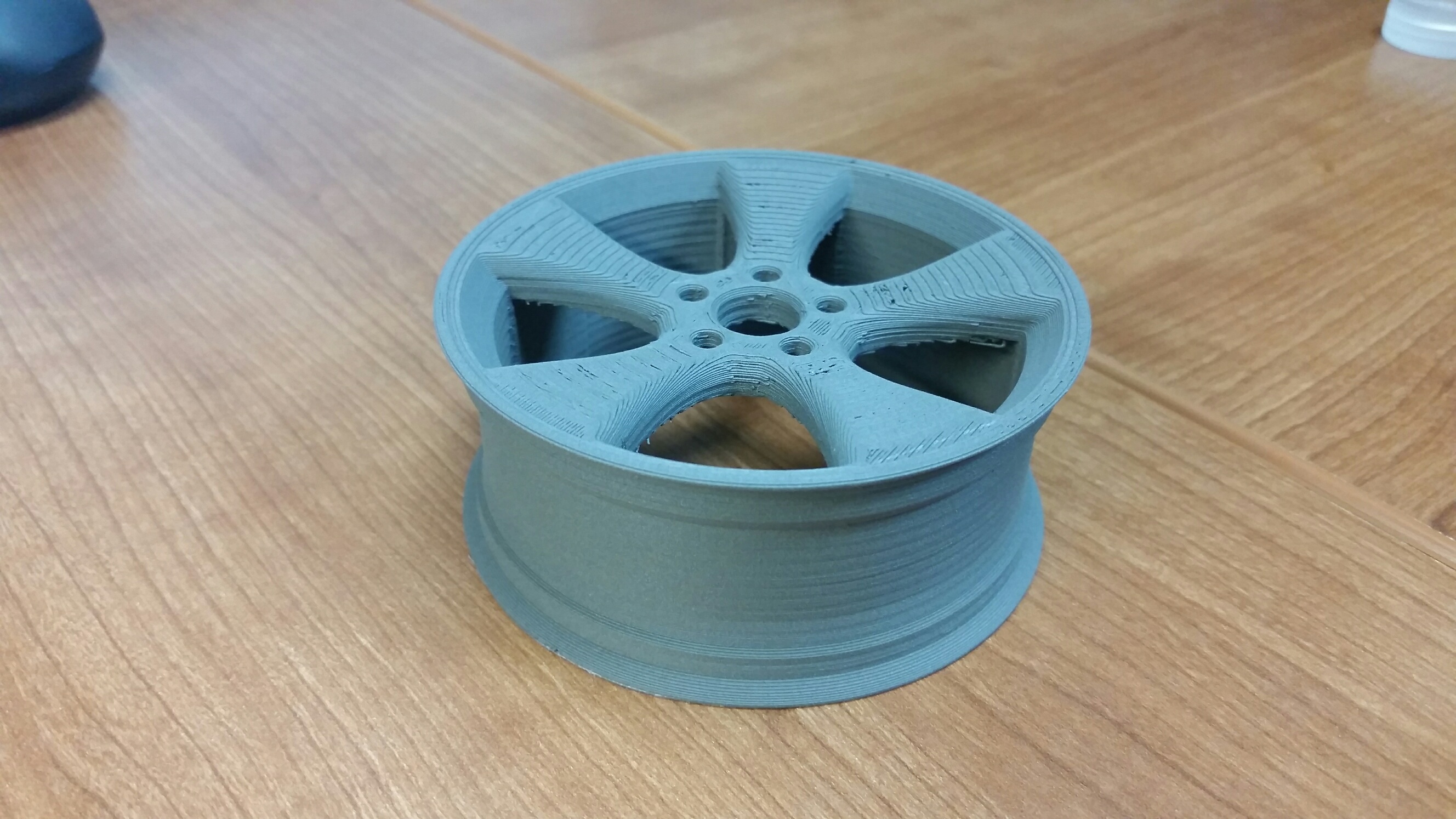
And here’s the result. Finally a successful print. I think I’ll go back to trying 100% flow though and see if that works. The top layers were a bit sparse, likely because of the flow rate. I’m still happy though. Looks like the aftermarket heat sink fan did the trick.
ooh, nice!!
i didn’t notice the sparse top layers. but then again i have only print small pieces. at what temperature you end up printing this?
I printed at 220. With the new fan it seemed to be good smooth extrusion throughout the print.

I think I am having a similar issue to yours. It’s like it gets clogged at a certain height then makes a couple dots as it squeezes a bit out, then is done. This morning I found that it was definitely clogged. I heated it up and removed the SS PLA and put in some other material and made sure it was cleared. I found that the side of the SS PLA was grooved deeply by the feeder wheel, confirming that it was a clog.
The thing that is making my brain hurt is that these two had the same problem at the same height.
I modified my print settings a bit to see if that helps.
I’ve started having issues with this stuff again actually. Let me know if you have luck with cleaning out the clog, and what settings end up working, if you’re able to get it to work that is.
Ya know, I really like the way this stuff prints, but getting it to print is a huge pain in the ass.
I switched back to TGLASE for a while, then today started trying to work with a different sparkly blue PLA. Same problems. Nozzle clogs during print. I’ve tried upping the temp, which was recommended by Lulzbot, but up to 225 I get the same result.
Here is a hotend heatsink cooler duct that fits the Taz printer and Hexigon hotends that I built loosely based on the E3D hotend duct design:
http://www.thingiverse.com/thing:1461335
Direct swap for the small blower on the Taz 5.
Here is an overhead spool holder that I designed and installed on my Taz5:
http://www.thingiverse.com/thing:1424791
Since I installed the heat sink fan and the overhead spool holder, we have zero (zero) trouble with stuck nozzles, heat creep, grinding filament, etc. These two modifications cured all of our problems with PLA and filled filaments. We don’t even think about heat creep anymore. Seriously.
We also improved the print quality by improving the finished print cooling duct/fan. The Taz6 uses two cooling fans for the fresh finished print. This works fine and I have made this two fan modification to my Flexistrooder. You can do this two fan modification to any normal extruder and it works great.
On the normal extruder, I used a omni-directional duct with a blower:
http://www.thingiverse.com/thing:1025471
I made a bracket to adapt it to the Taz, and to mount it from the left, rather than the right. (When you mount it on the right, the blower doesn’t clear the rest of the drive.)
http://www.thingiverse.com/thing:1462875
There are plenty of brackets that other folks have made for this outstanding duct. You can’t see the part very well while it is printing, but the print comes out fantastically.
Bill D.