OK, so I’ve been printing stuff since I got my TAZ 5 on Thursday and this (see images) is the first real issue I’ve had since some initial problems mostly because of my ignorance.
The funny thing is that this is the second time for this some problem. At first I thought maybe I’m having extruder issues. So I took off the extruder and did some checking ala mhackney’s reply in this post: https://forum.lulzbot.com/t/extreemly-happy1/1451/1
No problems; in fact everything inside the extruder and hotend looked really good. No sharp edges or anything.
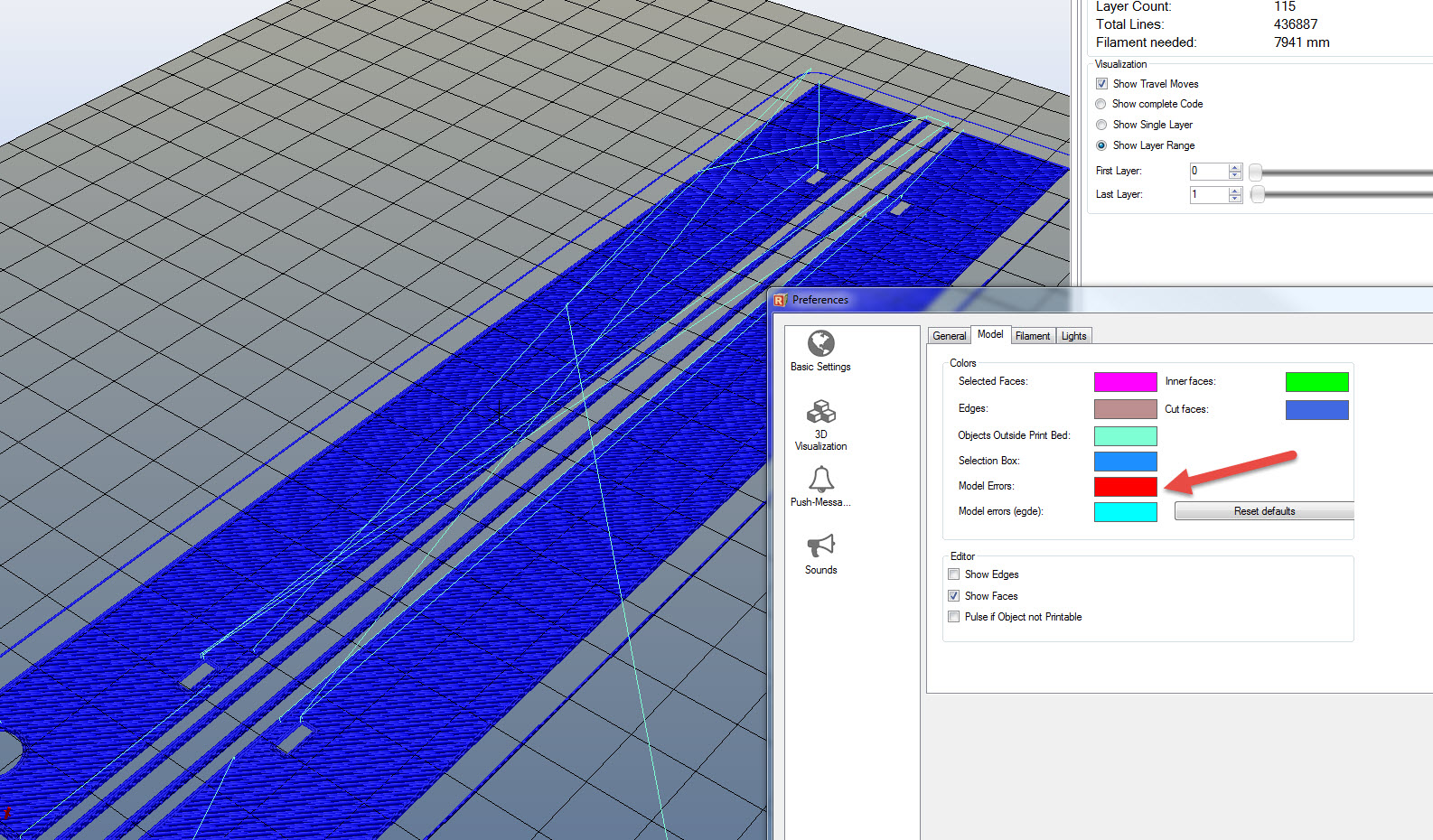
The funny thing is that the second time this happened, I realized that not only was it happening at the EXACT same location as the first time, but (again see image) Repetier-Host is showing RED in the same area as the “fail”. That can’t be a coincidence. Right? There must be something that Repetier-Host is trying to tell me.
OK, looking around in RH, I found this, but I’m not sure which red issue I’m looking at, but if I load up the gcode file in RH I don’t see the red, so I’ll assume that it’s not a model issue.
SO I tried again, and fail again! This time much earlier, on the first part ( I tried to just print one at a time). Also after looking at RH while printing it seems that the “Red” shown is just what it says: “hot filament”. It’s just an indication of what filament that is laid down is still hot.
I changed two things (I know, I know, bad idea) from last night (perfect prints):
Sliced in KISSlicer V1.4.5.10 instead of V1.1.0
Also went from Pronterface to Repetier-Host. Not sure why one would be any different than the other. Interpreting the same code.!?.
Now I’m trying another single part slicer in 1.4.5.10 but from PF. We’ll see if that makes a difference.
So, that red is RH’s way of showing you what filament was just printed and hot. It will slowly fade and follows the nozzle. It is just eye candy and doesn’t tell you much.
It looks like the first layer is going very thin - is that the issue you are having?
Your going back to the other version of KISS and try PF again too will eliminate those but I don’t think they are the issue. That really looks like a mechanical Z axis or something on X carriage issue. I say that because the perimeters are consistently and correctly thick but the infill just simply thins out. That tells me that the nozzle is “sinking down” for some reason.
Another test… Rotate the part 90° in Kiss, reslice and print. Where does the problem show up now if at all? This is a good way to diagnose mechanical issues (rotating and printing).
In the images above what your seeing is the first layer of the first piece is fine, but when filling the first layer of the second piece it just starts thinning out!
Right now I’m printing a single piece, and so far, all is well. I’m still using the gcode from the 1.4.5.10 KISSlicer, but I’m using PF. Next I’ll try a single piece with the same code in RH and see what happens.
Mike, (or anyone) do you agree that PF vs HR should make no difference? It’s running the same gcode.
Or is it like a CNC machine; the NCI code is post processed to NC code where, in this case, PF and RH would “intemperate” the code differently.
Print from SD card = print from Pronteface = print from Repeater host = print from Matter Control
There should be no difference.
The gcode interpreter is the firmware. This is different than, say, Mach 3 for CNC. Mach actually does the gcode interpretation along with machine control.
OK, so a couple of prints that are “great” and then…
It seems as though every once in a while this thing goes into starvation mode!
See pix.
The first image shows two that were printed and “looked fine”, except afterwards the left half of the bottom face of the one tilted up kind of ripped off. So I went to print another and enter starvation mode. What the heck is going on?
What’s weird to me is, the one I built previous to this (the one that the bottom ripped off) printed perfectly after an apparent starved first layer!
That’s a very abrupt stoppage of filament flow. The filament must be getting stopped/jammed in some way. When this happens can you stop the print, leave everything up to temp, raise about 20mm or so (move up on Z) and then unlatch the extruder and attempt to push the filament by hand? Feel and look to see if it will come out the nozzle or if it feels jammed. Report back.
No, what you’re seeing is an OK, not great, second layer on top of the starved first layer.
I’ll try again and do as you say, if I encounter the same issue.
Ah, thanks I misunderstood. My test is still valid when you get the thinning situation. I still think, though, there is a mechanical issue that is moving the nozzle down a bit causing it to press against the bed and stopping flow of material.
Here is an easy test for that…
When you see this happen, carefully place your finger near that area on the bed and press down. The bed, on its springs, will move down a little and allow the filament to flow again. If that is indeed true, then we know what the issue is, just not where yet.
OK, so I pulled the filament out and this is what I found. Other than the obvious stop at the top, does this give you any indication as to what 's going on.
What I see is a divot where the cog ate into the filament. This happens when the filament advance is halted. I also see a lot of damage to the filament, perhaps the ridges are snagging on the inside of the hot end or the hot end mount.
Here are some shots as the first layer is building. And a shot after the first layer with some comments.
It seemed to lay down a few areas of thinness, but nothing like the starved first layer before.
Hi Muggs, I am new to this whole 3d printing thing in general and I have only had my Taz5 for 3 weeks now. I have experienced something similar to what you are experiencing and I did find a solution to my problem. I don’t know if it will help you out or not but I thought I would at least try. The first thing that I found out was that I had my retraction settings too high in Cura. I don’t recall changing them so I don’t know if a certain gcode that I downloaded might have had the settings changed or what. I went back and read the manual and it said that the retraction settings should be between 1-3 mm, mine were at 4.5 mm which I am guessing is way too much. Secondly it seems that every time the Taz finishes a print it retracts a good amount of filament. I think this is so that you wont get a big hot blob of filament on your finished print. So now what I do before every print is, heat the bed and the hotend to the temperature that I am going to be using. Then I manually extrude several mm’s of filament in Cura until it looks like I have a consistent flow, if this makes sense. After that I just clean off the platform and start printing. This has helped me a lot. Before I started doing this, the skirt would not print a lot of the time for my prints and it would be random places in the print where no filament was extruded and bare spots like the pics you posted. Priming the extruder first has saved me a lot of failed prints. Hope this helps.
The retract setting is a good suggestion. I assume that the TAZ 5 slicer profile (cura?) has reduced the retract. With an all metal hot end, large retract is the kiss of death as it sucks filament up into the cold zone and it can solidify and pug there (maybe temporarily).
Can you post your slicer config and/or an example gcode file that you used to print this part? I can tell from either what your retract is.