Can you post the .stl, or a link to it?
Here is my understanding of the settings and what they do:
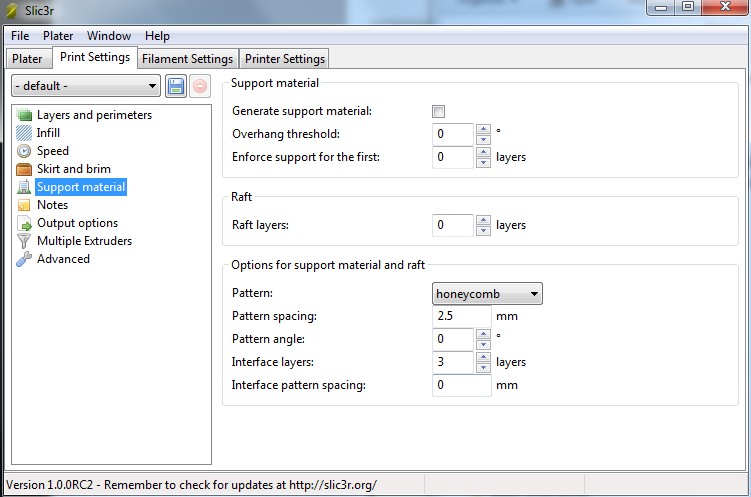
Generate support material turns support on or off.
Overhang threshold sets the angle (measured from horizontal to the tangent to the surface) below which support material will be generated. For example, if you are printing a sphere and you set the overhang threshold to 5 degrees, then slic3r will generate a relatively small circle of support material – in the plane of the layer – directly beneath the sphere. As you increase the Overhang threshold, slic3r will generate increasingly larger circles of support material until you reach 90 degrees, at which point the diameter of the circle of support is the same as the diameter of the sphere.
Enforce support for the first n layers will allow you to generate support only below a certain z height. To find how many layers to enforce support for, decide how high you want support to go, and then divide by your layer height. If enforce support is on, support will be generated for those layers even if the Generate support material checkbox is turned off.
Raft layers are additional layers of material that will print underneath any model or support material. They are about .5 density and resemble infill.
Slic3r generates both non-interface and interface support material. If the support material touches the model, then it is interface support material. In the Options for support material and raft, Pattern, Pattern spacing, and Pattern angle all refer to the non-interface support material.
Pattern is just like infill pattern, but for the support material. This setting determines what geometry the supports will be.
Pattern spacing is like infill density, but instead of being an index, where 0 is hollow and 1 is solid, Pattern spacing determines how far apart the support structures will be in units of mm.
Pattern angle sets the angle, measured from the x-axis (i think) at which the non-interface supports are printed.
Interface layers sets the number of layers that print in between the non-interface support and the model. These are preferably set to a much denser pattern than the non-interface layers so that you can both maximize the surface area of the support in contact with the model to prevent sagging, while minimizing print time and material use with a bigger non-interface pattern spacing.
Interface pattern spacing this is just like pattern spacing, but for interface layers instead of non-interface layers
Again, this is just my understanding of the settings. I recommend trying a few configurations, and then using a gcode previewer like gcode.ws to check the tool path layer by layer.
Kent