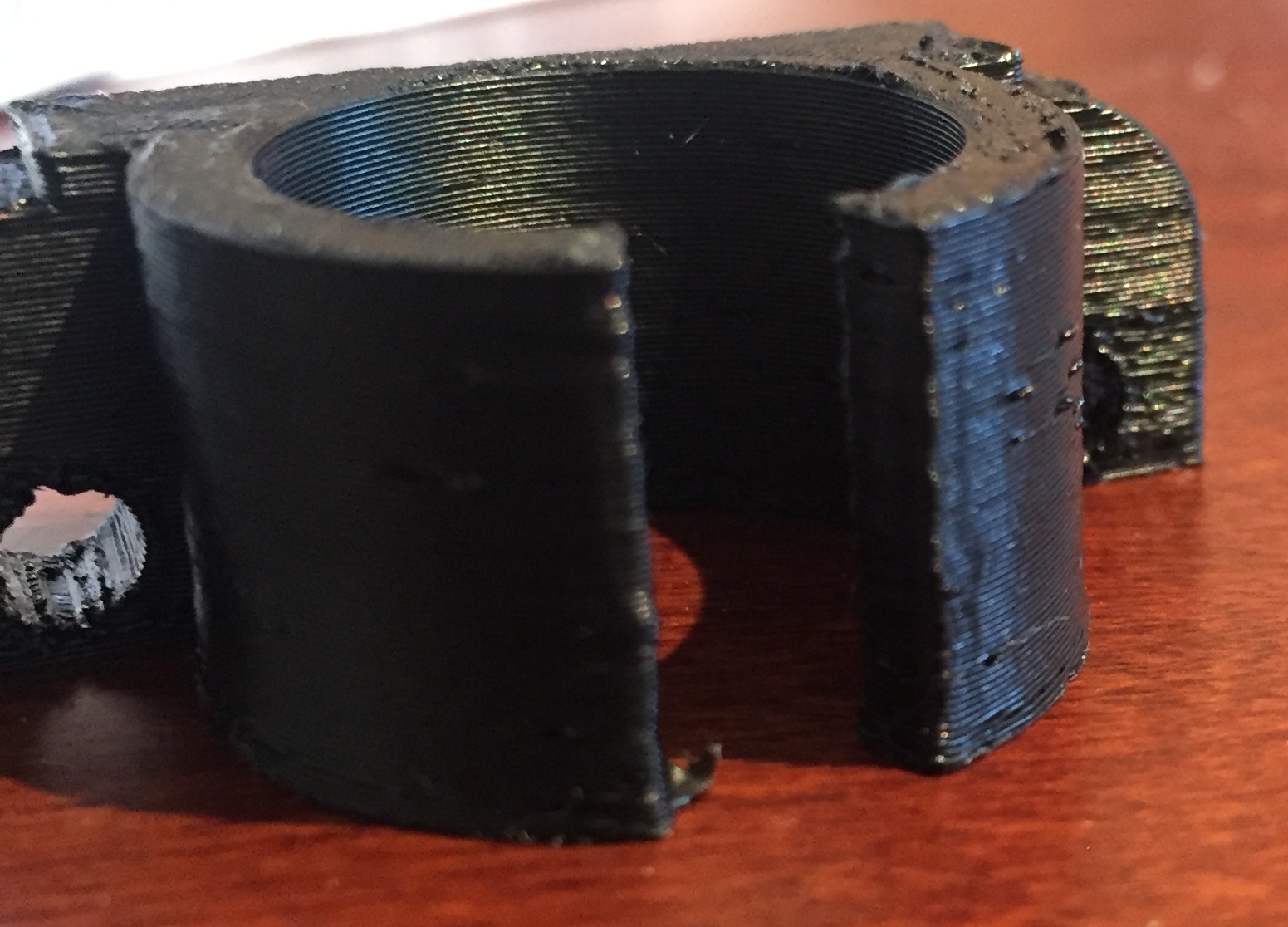
I’ve been printing PETG lately, and switched to ABS. I know you guys will recognize this issue, but I don’t know the cause. I’m getting flaring at the base (hard to see in images, but clear to the touch) and my round holes are squished (clearly related). Is this a bed temp or a nozzle temp issue?
I’m using the standard ABS profile for .22 medium quality. I have my filament diameter set at 2.99 (that the avg. I’m getting from my Hatchbox ABS).
Nozzle temp @ 240
Bed temp @ 105 (started with 110)
I tried lowering the bed by 5 deg. until I got to 95. That invoked warping. So back to 105. That seems to hold, at least for this part.
Elephant’s foot flaring at the base of a part is normal with default settings. it’s designed to give the part the best potential adhesion possible by making the first layer extrude over 100% of the reccommended amount of plastic to get a good “squish” to the bed. You can back that number down by 15% or so (first layer extrusion percentage or something like that, no idea where it is in cura).
You may also have some overextrusion going on there in addition to the wobble. The extruder calibration might need to be adjusted when you get time. For now you might want to back the filliament diameter a bit lower than actual to compensate. Your bed temperature should be fine.
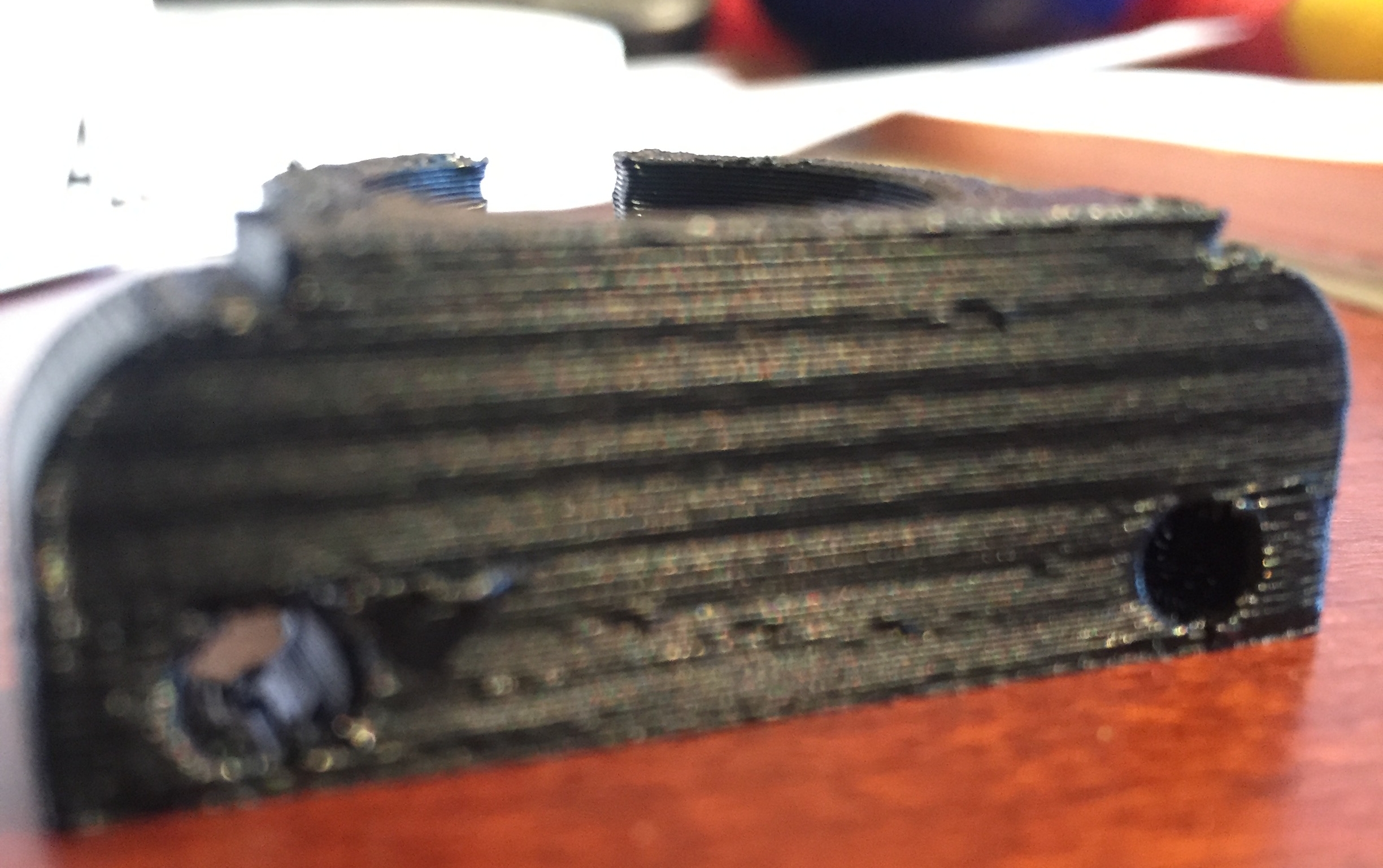
Feel the top layer, is it rough? That’s a good sign that you’re overextruding a bit. Judging from the pictures, the rough top layer, zits, rough inner perimeter of the screw hole and rough exterior to the right… I’d say its overextrusion.
If you’re happy with the overall print and simply want to curb the “squash”, use the Z-offset setting to move the initial nozzle height a bit higher. Try .1-.2mm.