Hey is there an option on the lulzbot cura version to allow a PVA support interface layer?
Love this option on simplify3d saves on dissolvable filament and also saves me on a failed print.

Hey is there an option on the lulzbot cura version to allow a PVA support interface layer?
Love this option on simplify3d saves on dissolvable filament and also saves me on a failed print.
Hello,
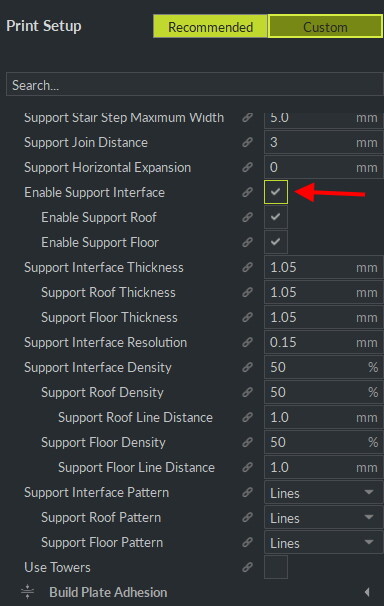
Yes there is a support interface settings!
In Cura, under the support options, you can select the option to enable support interface roof/floor.
Once you have that done, you will need to change 1 other setting.
Near the top of the support settings, you can choose which hot end is used for support.
Select the support extruder, as well as support infill and first layer support, as Hot end 1.
Select the last 3 for hot end 2. These are the interface layers.
That is it. Very simply process.
Hey thanks I found it last night while playing around with settings. I’ve had ZERO luck printing with polydisolve S1
Any suggestions on how to get it to actually stick to my print to complete a successful print?
Polydissolve can be a bit of a challenge to master.
Be sure that your support interface layers have little to no gap between the printed part and the support.
I like the zig-zag pattern. I would make the interface layer to be around 80 or 90% dense.
Also, I suggest using a prime tower as well. This will help start that new line of filament after the tool head has been sitting idle for a little bit.
Ah man thanks Mcleach. I’m thinking on doing some practice prints first until I master it so that I don’t waste so much time and filament.
You have any suggestions on practice prints to test this on?
Im thinking on trying to print these but having the polydissolve s1 be the main support ( when it comes to this type of supporting do you have a suggested setting?)
Settings wise, I usually like to have the settings I said above. The zig-zag dense interface layer. Be sure that the z-support distance is set to 0. That way there are no gaps.
Something like this would be a really good start for testing support. Simple and easy to print.
I’ve used this one which I threw together using Tinkercad.
SupportTest.stl (12.9 KB)
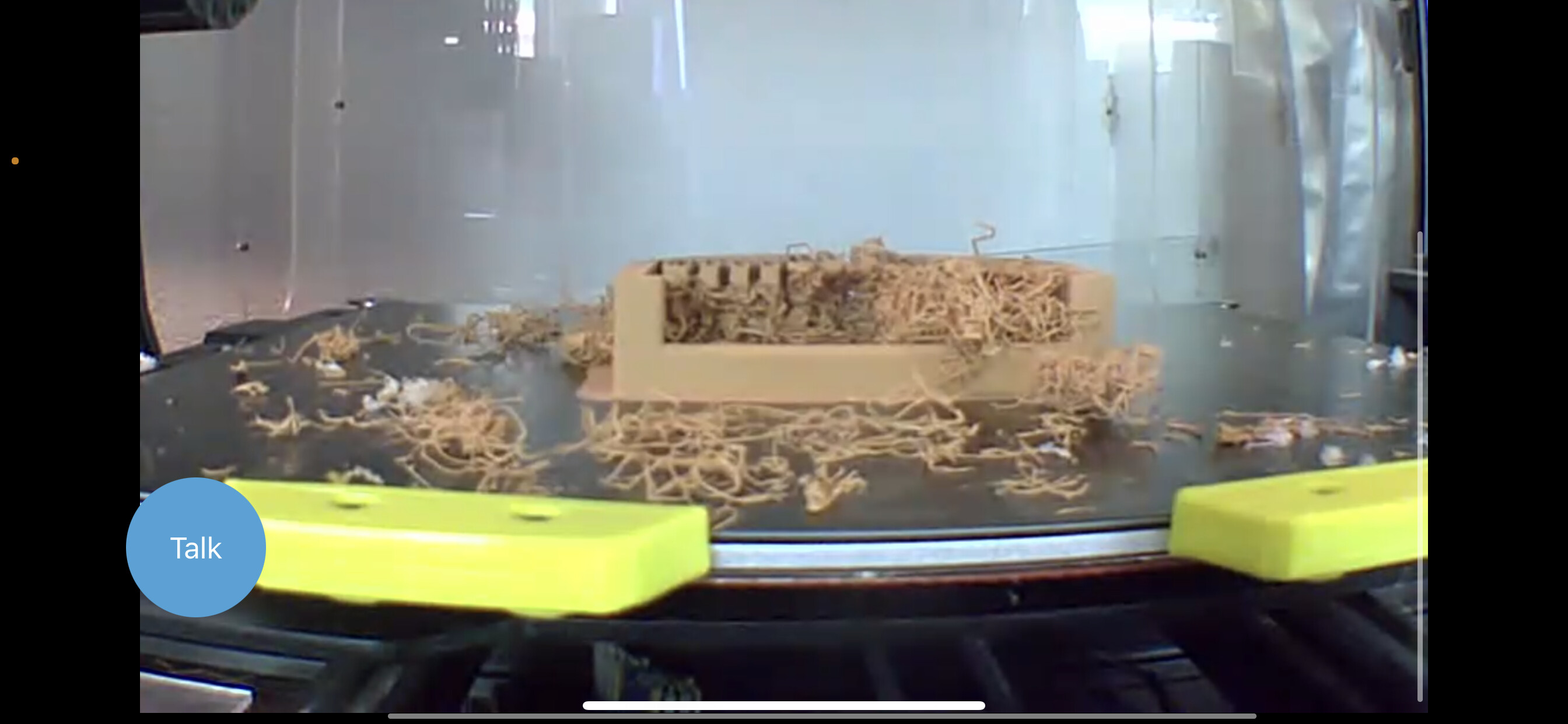
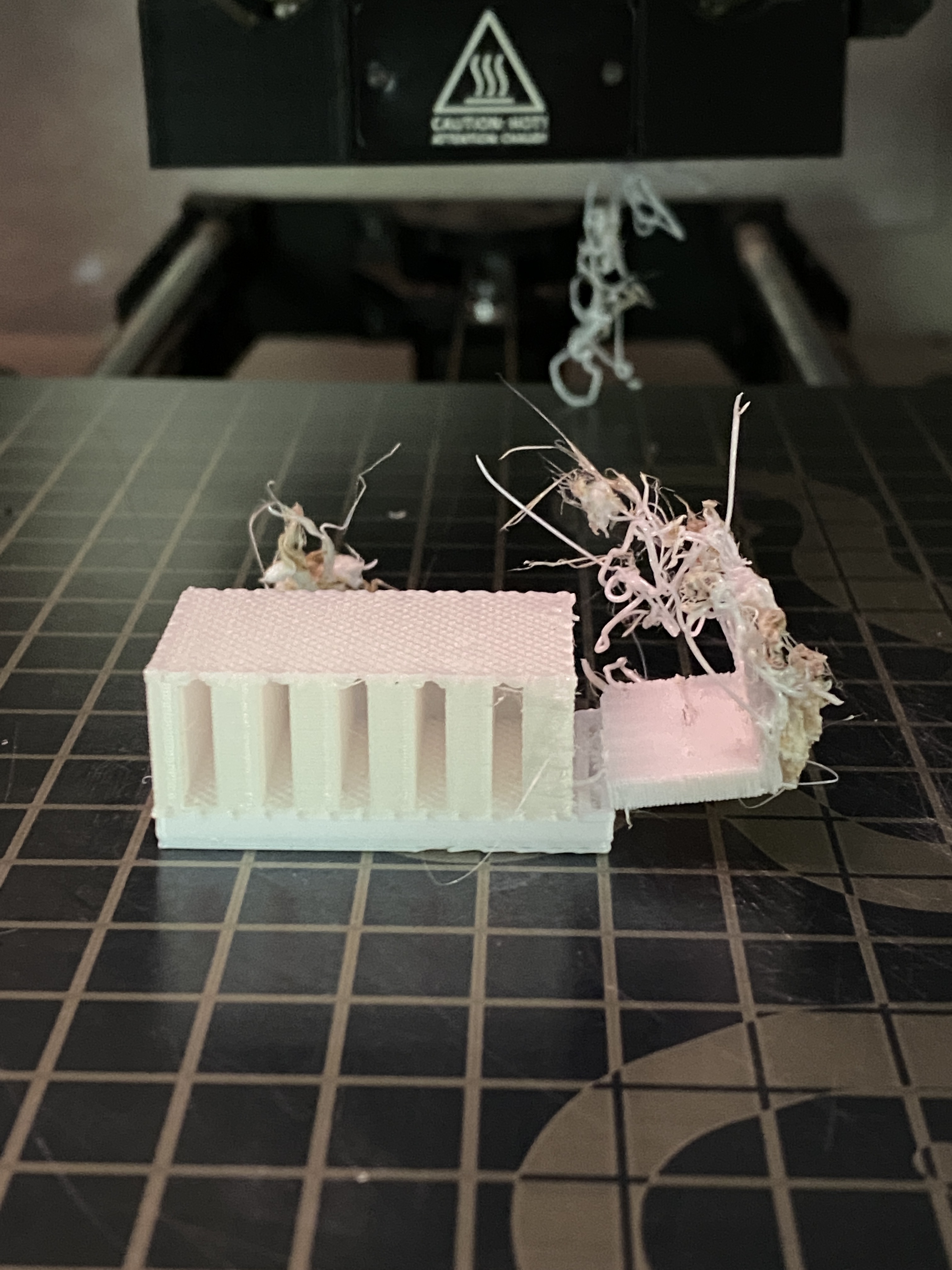
Test print so far with suggested setting. Both my filaments have gone through the dry pro dryer so I know humidity isn’t a. Factor but I can’t seem to get polydissolve to stick
Any chance you can screenshot your exact setting to make sure I’m not messing anything up.
What is your primary filament that you are using? Brand, material, printing temps?
Also, I would suggest printing a prime tower with your dual extrusion prints and tuning your z-offset for each nozzle prior to dual prints. An improperly set z-offset can prevent adequate adhesion.
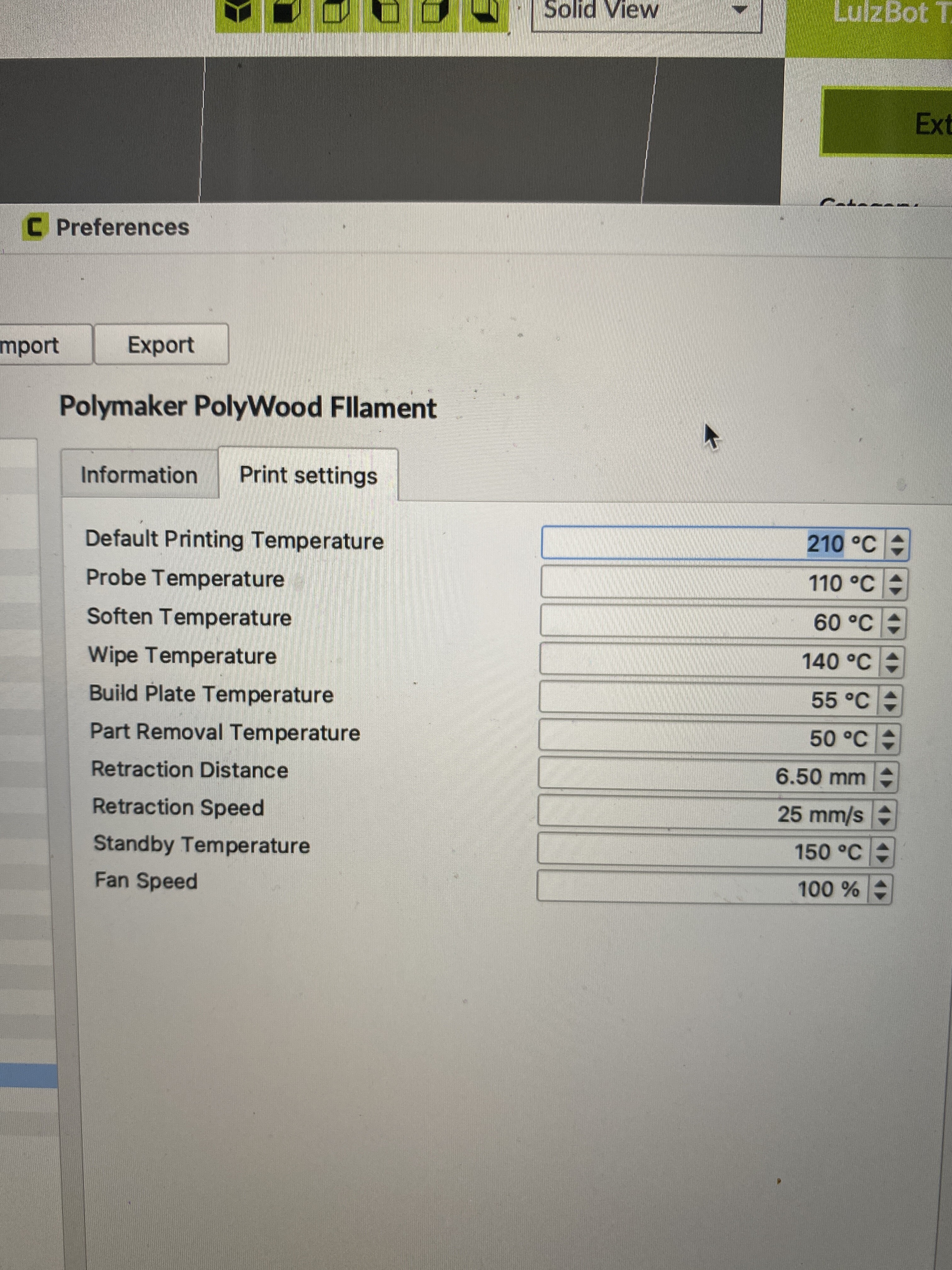
Using the poly maker polywood temp settings set below.
Ok I’ll have to see how to adjust the z offset in the second head.
looked every which way even in the OHAI on setting z offset for both print heads but that is not an option so I’m not sure how to fix this for both printheads since the system only allows adjustment.
What tool head are you using?
In all the slicers I looked at, the assumption is that the z-offset between the two nozzles is fixed at zero. The Lulzbot Dual Extruder V2 can (must) be adjusted to make this true. The Dual Extruder V3 is set at the factory but can be adjusted in the field, see V3 Dual Nozzle Height.
Another possibility is to use the extruder start code to add an M206 Z offset for each extruder to compensate for the difference in nozzle height. M218 would be a better choice but you would need custom firmware to enable the Z component.
Note: The Dual Extruder V3 auto level uses both nozzles (because one nozzle can’t physically get to all four washers). Again the assumption is that the nozzle Z offset is zero. I’m not sure how a non-zero offset would affect the auto level results.
Yeah I’m 100% sure they are properly level because when I run the dual print test provided by lulzbot ( little octopus) the final print has both filaments perfectly fused together.
If you are getting good two color, same filament type prints then its not z-offset that is causing your problem. Can you print a small test object with just your soluble filament?
The temperature, speed, retraction settings, etc. are going to be different for each filament.
If you have Dual Extruder V3, then there are some cooling / heat creep issues that are partially fixed with the V3.1 upgrade. The solution I prefer is this one. I was able to keep the stock fan with its wiring in tact by carefully rerouting the wires. There are also higher CFM fans that would bolt on.
Hey thanks for the suggestion, I have the taz pro where the heads move up when not in use. For now I stopped trying the soluble filament and decided to work with PETG as my support. And well that hasn’t been any simpler unfortunately.
First thing I did was print the matterhackers PETG on its own as a benchy and it printed well. Then I did the octopus test print with matterhackers PLA and both parts bonded well.
The test prints with a print tower was massive miss. So I tried and ooze shield and nothing, I just kept trying anything I could and I had zero luck. So I’m sure there’s some setting I must be missing or maybe the PETG as to have it’s standby temp close to its printing tempt to actually function correctly. This has been very frustrating but I enjoy learning and dialing things in.
If anyone has any suggestions to better accomplish this please feel free to toss any of them my way.
The TAZ Pro should be perfect for printing soluble support material as the two nozzles have separate cooling fans and heater elements so maintaining separate temperature and retraction profiles should be easy.
PETG is hard to print by itself so I wouldn’t think it would be useful as a support filament, just use (a different color for supports?) PLA or…
I have purchased (but haven’t yet used) a product called SnapSupport. Read the description and see if this might be useful for your application.
Your PETG print looks good. Can you print it with the other nozzle (just making sure both nozzles behave the same way)?
I agree that some setting is off. Sorry I can’t tell you which one(s).
Ok, yeah that was the support nozzle I used to make sure that it’s not the nozzle causing the issue. I’ll post pictures after it’s done printing ( trying a support overhand print with custom settings I made ).
Hey I appreciate all the help the community provides . We are here to help one another out to succeed so thank you for any and all suggestions.
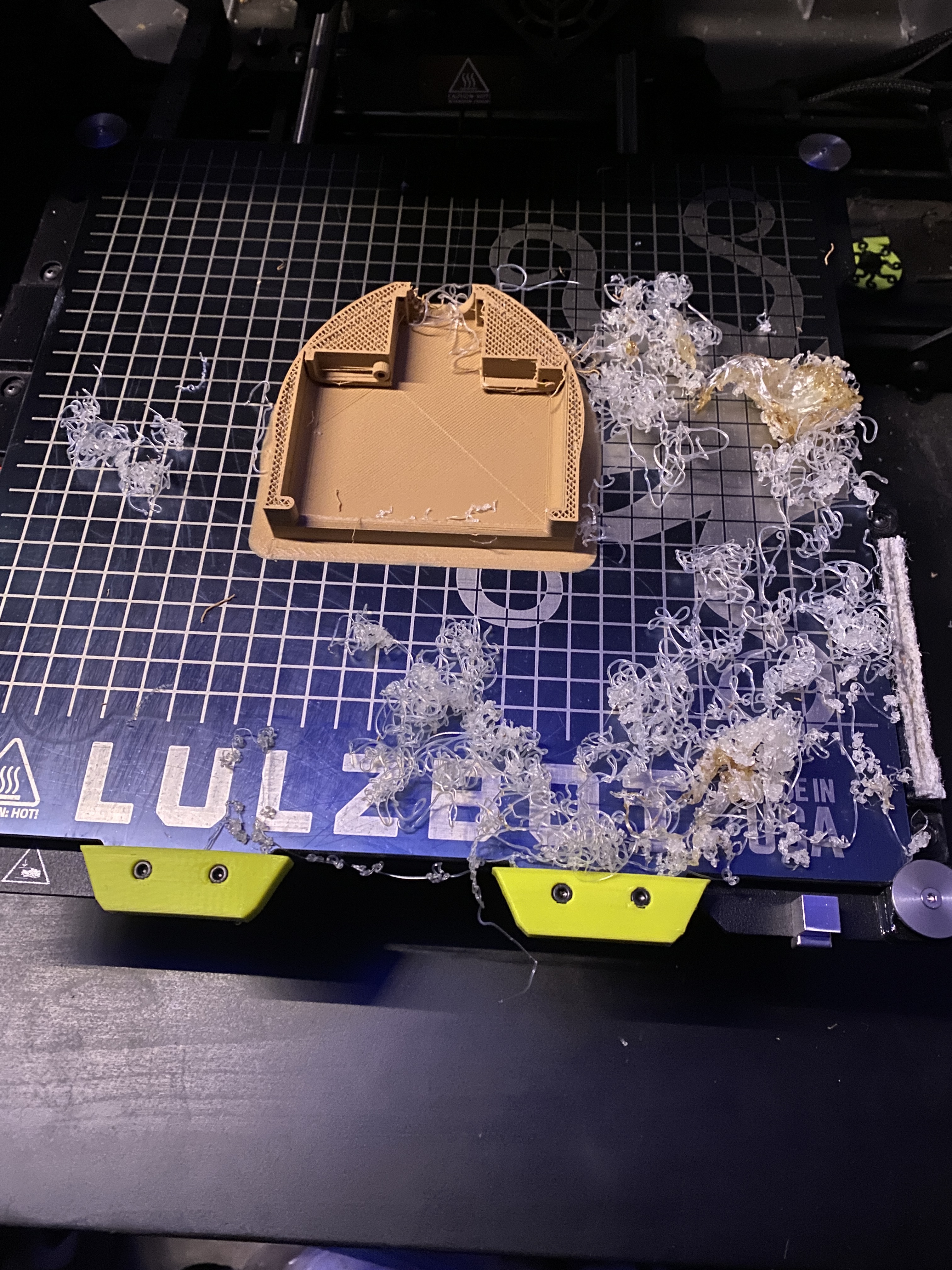
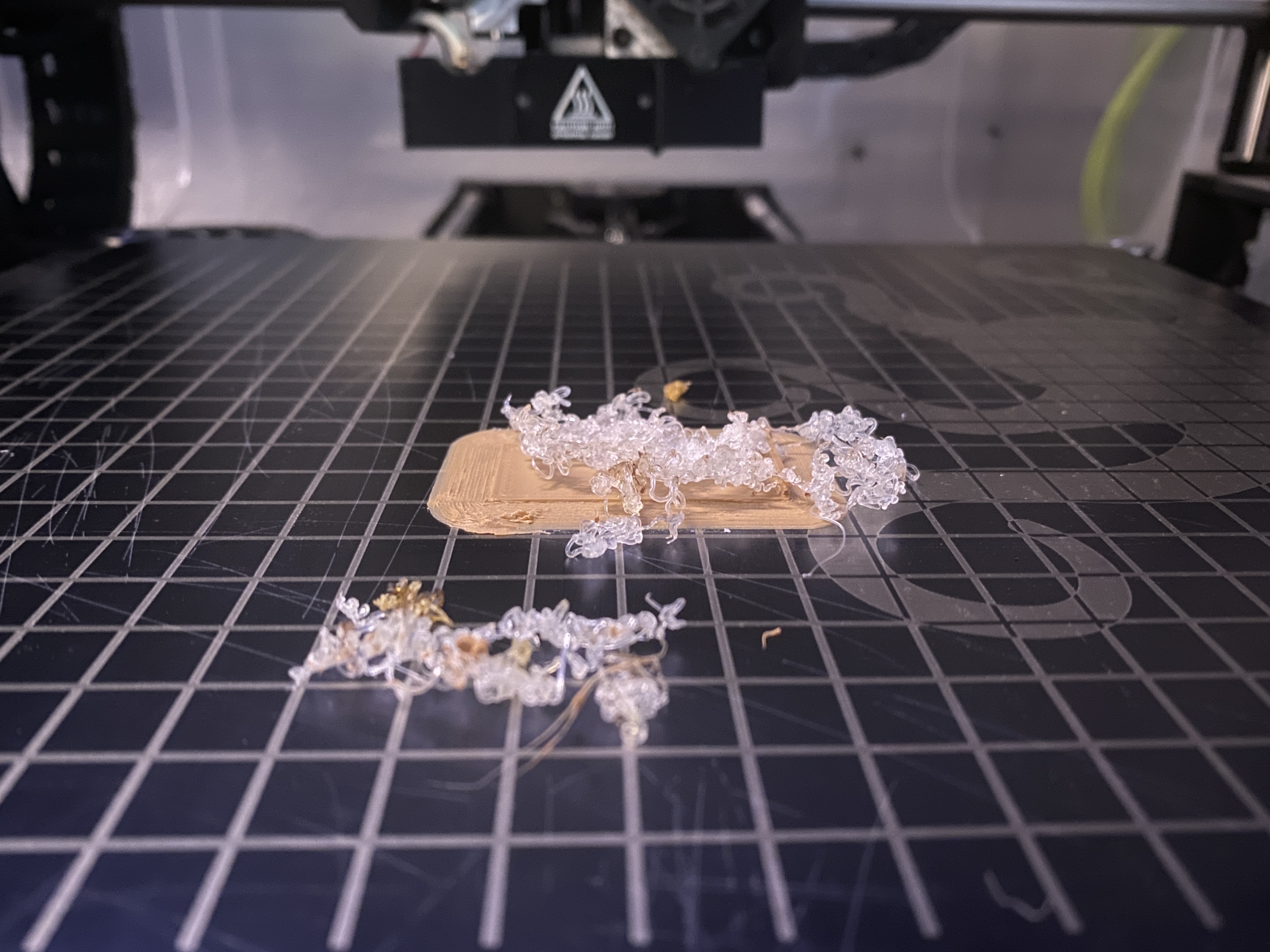
So I have gone with making the PLA as the support material and the PETG as the main material and that’s seems to work better BUT as you can see the top layer of the PETG will not stick to the PLA like the PLA will stick to PETG… this is some nutty stuff man and my next goal is to purchase polypla( literally the direct manufacture of the soluble filament and they state that the PLA they sell works with the soluble filament that they also sell). After this I’m literally just lost.