Let me preface this by saying I come from the world of CNC machining. I am a tecnician that maintained the electronic and computer components of these machines. However I’m fairly new to 3D printing. So my prints are coming out pretty nicely, but there are some anomalies. When I print the calibration print, I see a couple corners that don’t have a nice round radius. If it was a CNC machine I’d adjust the servo gain for whichever axis was off. But I don’t know how to do that with this machine. Any suggestions?
Mark -
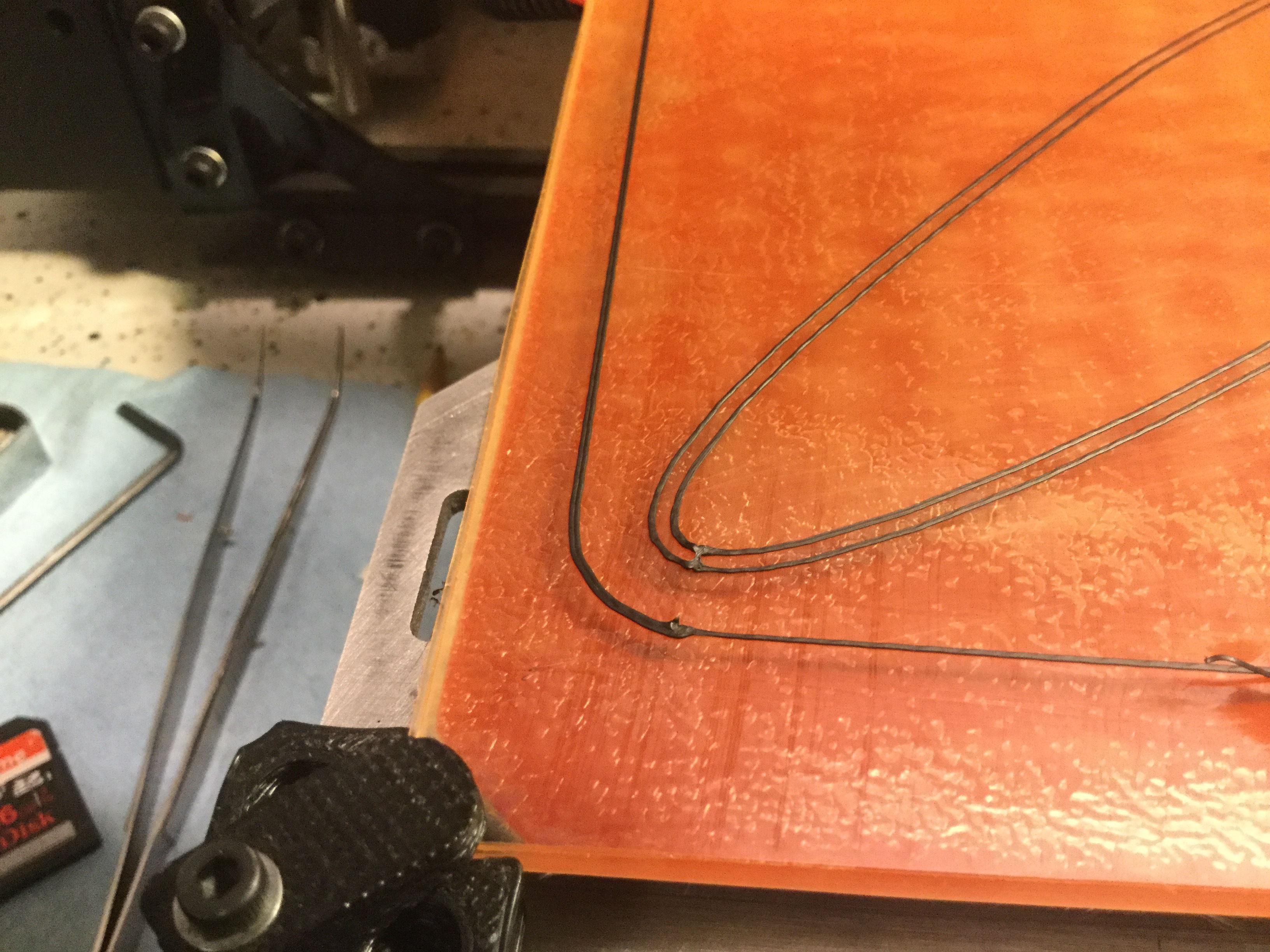
Usually out of round sections indicates a loose belt in the direction it is off. Best way to figure that out is print a hole calibration object from thingiverse or the like, measure the hole, if it is squished in the x direction, tighten the x belt, etc. That being said, there are other corner specific issues you may see. If you get your filament too hot or a couple of other issues related to that, you can see a bulge during sharp direction changes due to molten plastic sloshing. Imagine a glass of water half empty that you are carrying while you move down a really fast treadmill and you abruptly stop. The water keeps going and splashes towards the path of least resistance. In a 3d printer that is down and out the nozzle . you will usually see that at an abrupt transition from x to y motion, and why many designers avoid sharp corners in 3d prints. Y to x isn’t as much a problem because that’s the start of extrude motion. You may also want to look up “ringing” in relation to 3d prints.
Thanks for the feedback, I appreciate it. The thing I’m having trouble understanding is that two corners have perfect radii, and two do not… The upper right and upper left corners truncate the radious of the corner. I’m thinking if it was a loose belt, no corner radius would be consistent. Is there some parameter I can adjust to change the servo gain in X+ Y - transitions, and X- Y+ transitions? I may not be explaining this clearly, and my photos aren’t great. Sorry…
Mark -
the corner leveling on those two corners may be off. lower them a quarter turn and try again. you are probably getting more squish at that location shich is making the piece wider there.
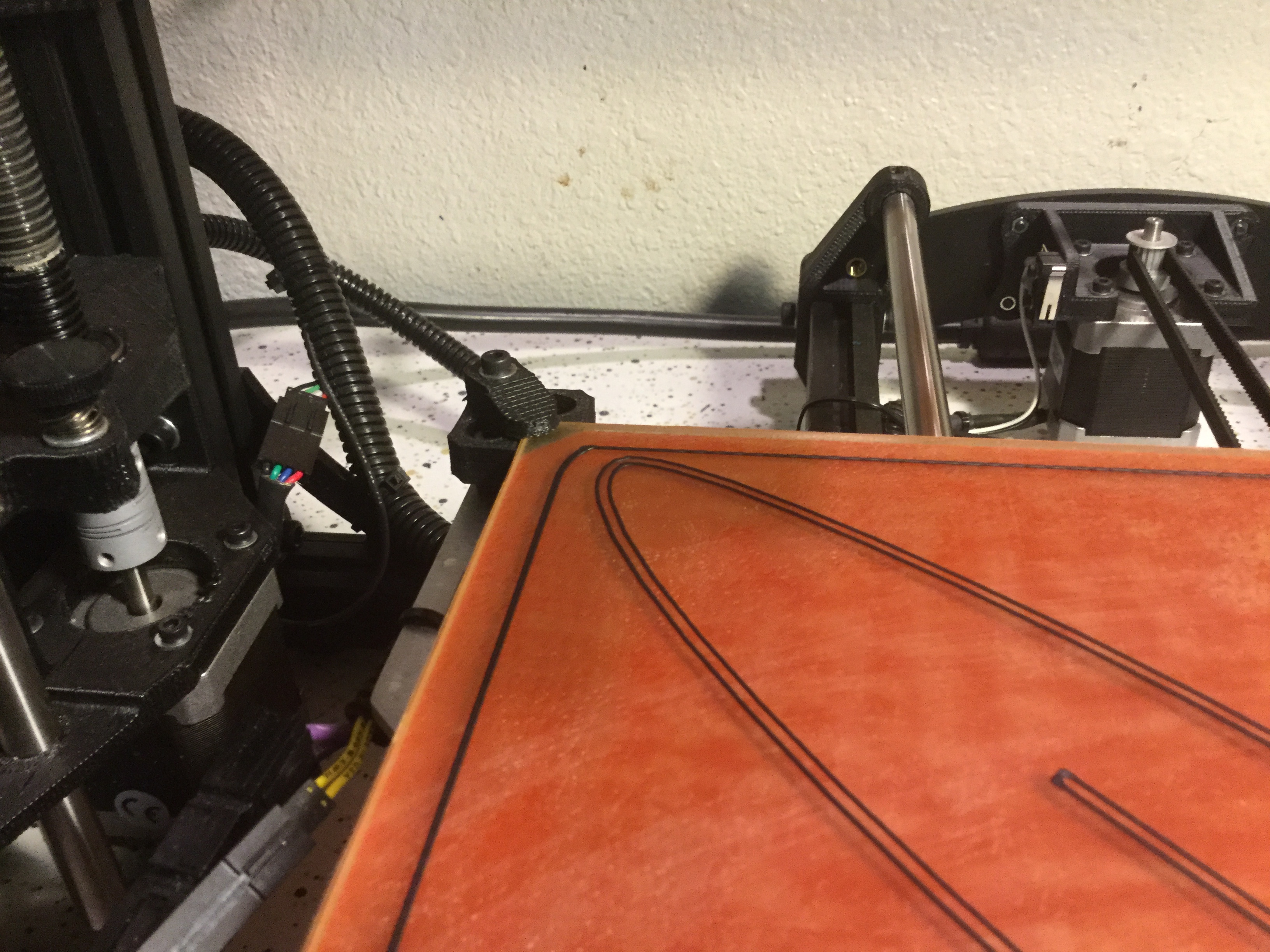
I just noticed my Y zero position is 1/4" from the end of the bed, and the Y+ edge of the print is 1" from the end of the bed. I’ll have to see if moving Y zero changes the calibration print, in the morning… That, however, probably won’t change the anomolies I see in prints. Thanks for the suggestions…
Mark -
Yes you are hitting the Y limit on the back of the bed, you can possibly move the model toward the front of the bed a little. If that does not solve it then try to shrink the calibration model a MM or two so it fits the bed size better.