Upgraded my rods to hardened Misumi rods. Replaced linear bearings with JSB. I guess I have a couple questions.
Are the bearings supposed to sound “crunchy” (for the lack of a better word)? My X Axis seems fine, Z does not move fast enough for me to notice, however, the Y axis is the one I really hear it from. Could it be due to slight binding? I noticed that in replacing the igus bearings with JSB linear ball bearings, it is a hair thicker and causes the single bearing holders to open slightly wider and that made it hard for me to line up each bearing holder with the screw holes.
I get this funny wavy pattern on the Z axis now, presumably it’s from all the crunching.
That said though, I’m testing print speeds at 100 mm/s and it seems to be doing good. There’s definitely no more slop like the IGUS bearings had.
Bearings are going to be louder. You also shouldn’t be experiencing binding at all though. Undo the Y belt and see if the bed moves freely back and forth with no resistance without the belt attached. If it feels like it is dragging or binding at all, you will need to adjust your bed mounts accordingly, or potentially even reprint some different ones.
I have been all around the block with the bearings and rods. I print thin walled parts with translucent PLA. Those parts really “highlight” the ripples generated by the loose tolerance stock Igus bearings. I have replaced my X and Y rods with hardened Misumi parts and have tried three different brands of metal bearings on Y. My X axis seems fine but, I always get what you describe here on Y, a rough sounding and feeling motion. While the rods and metal bearings eliminated the slop and ripples, they caused a new textured finish to appear on the printed parts anytime Y was in motion. Again, with the type of parts and material I am printing, it looked pretty bad. I ended up going back to the stock Igus bearing and just putting up with the ripples.
Here is a link to a post I made regarding the bearing problem. I have also tried several different types of lube… no joy. Maybe the Amazon, Misumi and VXB bearings I have tried are all crap and I need to go to a bearing house. I don’t know.
I am currently looking very closely at piercet’s openrail upgrades. He says they are butter smooth and tight… My problem is that the machine I would want to experiment with is a Taz 2 so I think I would need to upgrade to Taz 4 Y axis supports to install his openrail mod… Not sure on that yet, though.
For what it’s worth I am still really really happy with the Openrail mods. The new Z axis mod is also working quite well, though I will admit that installing Z mods on the Taz 3 chassis is literally the worst thing ever due to the cable routing. I’ve not had to adjust any of the wheels yet on any of them. I haven’t mounted my Anti wobble leadscrew nut mounts yet, and I still have a very small .01mm Z wobble that is only detectable in angled fluorescent light, but aside from that it’s pretty much perfect.
Any remaining defects are generally related to my lack of an extruder fan (which I am adding) for small ABS parts and bridging, or Software issues probably related to the version of Slic3r I am running. I’ve been trying to make sure that I keep with the same software version while I’m in upgrade mode to make sure any changes I see are truly mechanically influenced. I also think I need to revisit my belted extruder design and update it for the Hexagon soon as well, since I’m getting into the accuracy realm where things like the regular extruder gear mesh “slop” for lack of a better term start to really matter. I probably need to reinforce the Extruder mount itself too.
Open rail sounds like a great option, especially for the X axis. I was going to go that route but I just dont really have a good precise way to drill into the aluminum bed. Perhaps I can revisit that when I purchase a drill press in the future.
Btw, what kind of speeds are you able to get with open rail. I was printing at 100+ and 16 for XY jerk. It made funny patterns but the print itself was sturdy and finished fast.
I actually haven’t done a full up speed trial with the new hardware yet. I’ve had it up past 80mm/sec with 300mm/sec for travel moves. I’ll print something in insane mode and let you know how it goes.
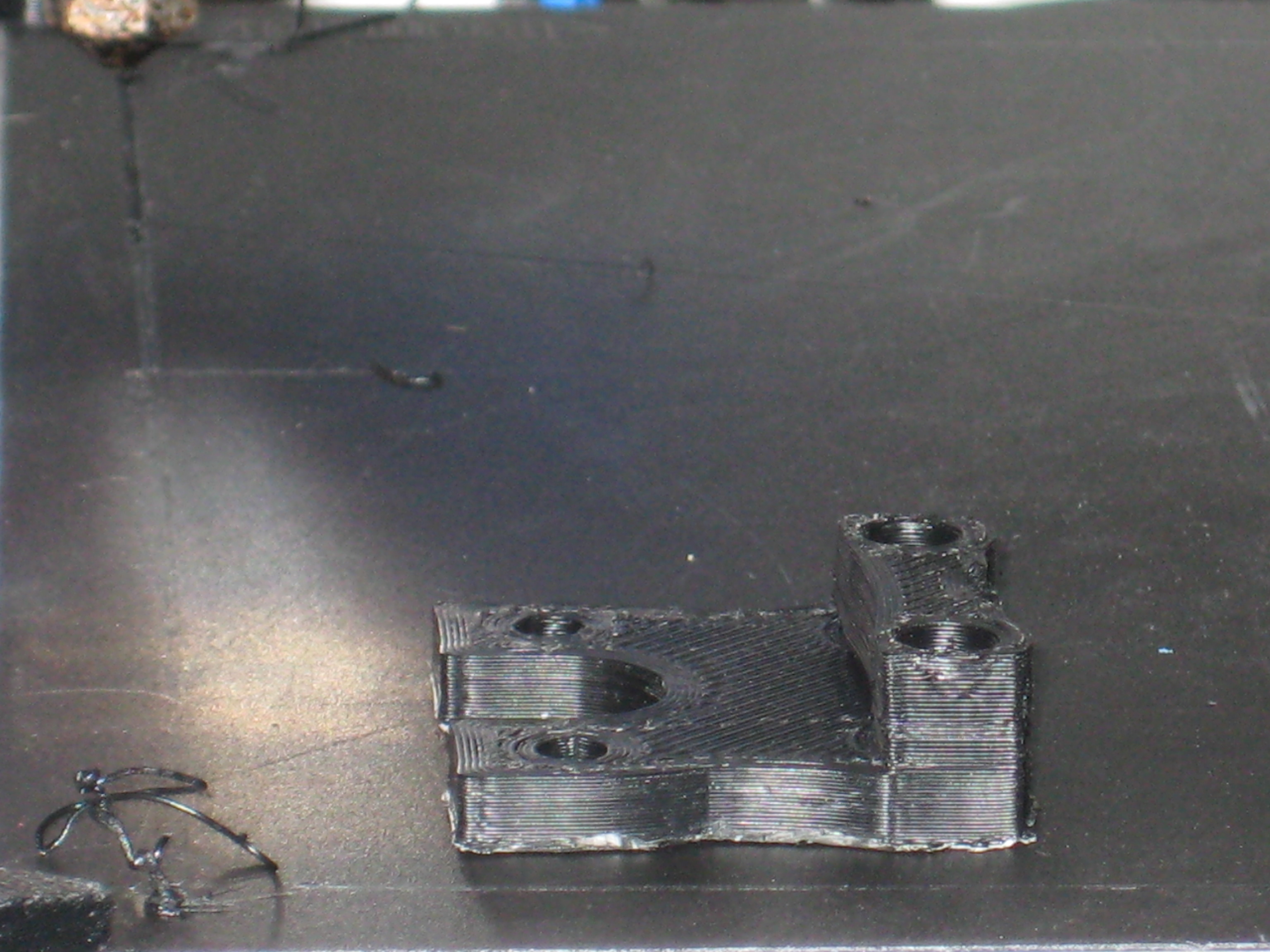
Just tried it out on the new setup. I can sustain 310mm/sec with decent quality now. the limiting factor is the extruder at the moment, which is still my Buddaschnozzle. Obviously it’s only getting up anywhere near that fast on the long straight sections of a part, but the XYZ mechanics seem to be able to cope with as much speed as i can throw at it.
As you can see by that stray bit of 0.5mm extrusion, its a pretty small part. ABS, no cooling fan, so the upper layers with the notch cutout didn’t turn out so well. This is also the first print with my Anti Z wobble nut installed, and interestingly that has eliminated 100% of my Z wobble. It’s introduced a minor Z lifting error in corners which I am working on fixing, but even then, that’s less of an issue than the banding was. I’ll print a larger item with a large flat vertical surface once I make a few tweeks to the Anti wobble nut. Right now it can rotate too freely (about 1/32nd of a turn) Not bad for a really really fast print though.
Looks pretty darn good especially at that rate. Would love to have high speed prints like that and no Z wobble. Tempted to try it despite buying $100 of misumi rods. I was unclear on some of the parts for the X Axis though:
1 60mm x 20mm Openbuilds linear extrusion, final length to be determined. (I would assume 500mm?)
2 eccentric spacers http://openbuildspartstore.com/eccentric-spacer/ (When you click the link, theres a bunch of choices… I would assume 6mm for Full sized wheels?)