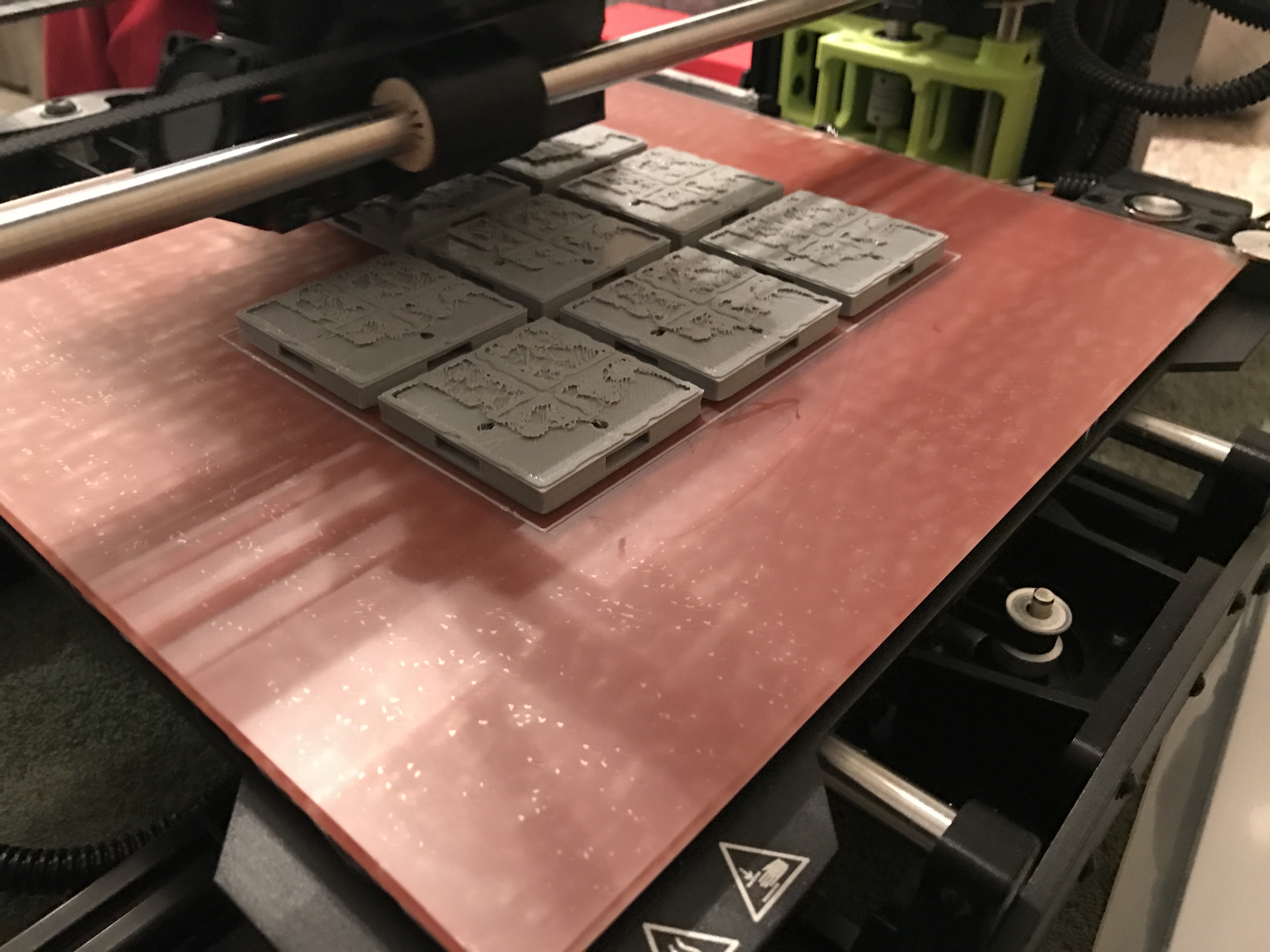
Hey everyone. I could really use some advice. I am a new to the 3D printing scene. I have been trying to print Dragonlock terrain by Fat Dragon games. I am having a lot of fun but I am having trouble printing with PLA on the whole bed. I am having issues with it warping off the bed if the part is a few inches away from the center(please see the pictures).
I live in an apartment which I keep at 72 degrees (I even tried turning the thermostat up to 74). The printer is in an area with no air flow. I have calibrated my E steps, filament diameter (using an average of several measurements with a digital caliper), and initial layer thickness (with squish). A print in the middle of the bed looks beautiful. I started with the bed set to 60 degrees celsius and have tried increasing it to 65 celsius to no avail. Is my bed temperature too high? Not high enough? Should I use hairspray? Should I sand the PEI (it’s a brand new printer)? I do not have a temperature gun but the bed seems fairly consistent to touch all over. I clean it with rubbing alcohol between prints.
I am using the Polylite True Grey PLA. I would love some advice so I can print parts out on the whole bed instead of just one or two a time.
Heat the bed up to something like 50C. Lightly touch the bed in the center and at the outside surfaces. Is the outside surface cold and the inside hot? You may not have uniform bed temperature due to a faulty heating pad. Be sure to wipe the bed off afterwards with IPA to remove any oil left over from touching the bed.
If the bed heats evenly, then try:
Clean the entire bed with IPA and a clean cloth. It could be residue on your bed.
If that isn’t it
You can LIGHTLY wet sand the surface of the bed with 1500 grit sandpaper. It will make the bed stick like new.
Thanks for your help Jim. I have touched on the bed and it appears to be uniformly heating. I am borrowing a coworkers IR temperature gun today to be sure. I have been wiping the bed off with 97% rubbing alcohol. Should I use something different? I am leaning towards sanding the bed if the temperature shows up fine. It’s just odd since I just got this printer Tuesday so I would not think that the PEI is worn at all.
How about the head height adjustment? Is that automatic on a Taz 6 (sorry, I just have a Taz 5)?
One problem that happens with the Taz 5 is that the X rods sag a little in the middle. I understand they beefed up the size of the rods on the Taz 6. But the effect of that sag is that the head is closer to the build plate in the middle of the X travel than it is on the outside ends.
Could it be that you’re experiencing something like this with your Taz 6, and that the head is “just” close enough in the center to print well?. Is there a way with the Taz 6 to set it closer? (Again, I’m only familiar with the Taz 5)
I use PLA almost exclusively, because it DOESN’T warp. That’s one of the best aspects of this material, so I hope you can figure this out.
Hi
Is it possible that you are trying to print those parts using 100% infill and no cooling fan?
I have taz6 using Cura as my slicer.
I’ve only printed Village PLA when printing PLA and have had only small issues when nearing the end of the roll of filament.
0.25mm layer height
1mm shell
and
I use 20 to 25% infill.
Extruder temp 205
Bed temp 60
My fans are running in default, but they are for sure running as in the quick print profile.
Settings you specified in your first post pretty much match mine except for that I print much slower.
I print at about 15mm for the 1st layer then I adjust all the other settings to about 30mm.
Your warpage/shrinkage is far more than what I’ve experienced even when using ABS with too much infill.
It looks like your build platform is relatively filled with the parts, so there is plenty of time to cool between layers.
…
Have you tried printing with a 10 line brim?
That would hold your parts better to the bed.
…
I’ve thinned my 97% IPA down to 10% with dilution factors I found on the internet.
I did that because the TAZ6 manual says to use 10%.
I’m not sure if that makes a difference or not, but I did not want to damage the PEI surface with the 97%.
I really don’t know if that matters or not.
…
I’ve also noticed that when I’ve been running ABS, nGen or NinjaFlex and switch between filaments that
It takes a few cleanings with the 10% IPA before my adhesion comes back. Sometimes when switching between
filaments, I’ll use glue stick, then wash the bed with wet rag and wipe again with IPA.
…
I’m not sure If my ramblings here will help you or not, But
I felt I needed to chime in here.