Having finally acquired a 3D printer of my own, namely a Taz3 in used condition, the last few months have been busy between repair, upgrades, and getting things done.
Long story short, photos, documentation, and master repository are available at: http://mirage335-site.member.hacdc.org:6380/wiki/Category:LulzBotTaz . Thus far, a long list of supplies have been bought, industrial cabinets and rigid table built, 50um/2mil 3W UV laser cutter installed, aluminum plate build platform installed, software and firmware upgraded. Next steps include making a few repairs, bolting the Taz down to its new table, adding more extruders, and developing a higher-precision laser cutter/sensor tool.
After another overhaul, I am hoping to expand to an 18"x24" build area with multiple extruders, a more precise laser cutter/sensor, and a mill spindle. Combining these traits simultaneously lends some advantages between tools - for instance a CNC spindle can precisely plane the build platform.
The longer development story follows. Perhaps a bit too long for a foum post, covering major developments after months of work. Hopefully though, some of these upgrades are already useful. In particular, newcomers may find the supplies list helpful, and enthusiasts might benefit from the RigidTable.
Supplies for 3D printers can be difficult to find. Fastenal does not locally carry small metric screws. Adequate kits just for a single range of screws (eg. M3) can be quite expensive at ~$100. Nichrome wire, linear bearings, hotends, decent filament, heat-set inserts and other resources can be equally troublesome to procure on-demand. So, a ‘laundry list’ was drawn up from such sources as the Taz BOM file. Personally, I have found it necessary to order just about everything on the list, at a cost of ~$600. Expensive, but necessary for maintaining non-stock machines. Please see https://github.com/mirage335/CNCsupplies/blob/master/List.txt .
Storing all these supplies, and inevitable sample/scrap parts, really requires a cabinet. HacDC has been efficiently managing these resources with a five-drawer metal cabinet for years. My workstation’s wood cabinet is based on that experience, providing 25"x25" interrior spaces. Complete CAD model and BOM files are hosted on GitHub: https://github.com/mirage335/CNCcabinet . Alternatively, Home Depot sells a metal cabinet that may be adequate, particularly if 18"x24" build surfaces are not required: http://www.homedepot.com/p/Husky-27-in-5-Drawer-Rolling-Tool-Cabinet-Black-H5TR2/203182698#specifications . Providing enough room for something like the following use case is the important part.
Platforms and Cleaning Supplies - >3" Drawer
Filament - >3" Drawer
High Tech Supplies (Lithography) - >3" Drawer
Chemical Feedstocks (Paint, Ink) - >8" Drawer
Bulk Spare Parts - >8" Bottom Drawer
Rigidity is a defining figure of merit for any 3D printer. Having spent approximately three years upgrading/maintaing HacDC’s Prusa Mendel, it is easy to appreciate the quality of LulzBot printers in this regard. Still, an even stiffer frame may be needed to support a larger build area used for milling. One quick way to stiffen a frame is to mount it on top of an inflexible table. Maintaining a flat tabletop within <<0.25mm across >24" surfaces requires more than a single MDF panel though. Vertically oriented 2x4 lumber offers much more stiffness, especially when sandwiched between particleboard. Constructed much like an optical table, flatness much better than 0.25mm across the entire 30"x40" surface has been maintained for several weeks, and no discernable deformation occurrs under >150lbs loads. For documentation and photos please see http://mirage335-site.member.hacdc.org:6380/wiki/Category:RigidTable .
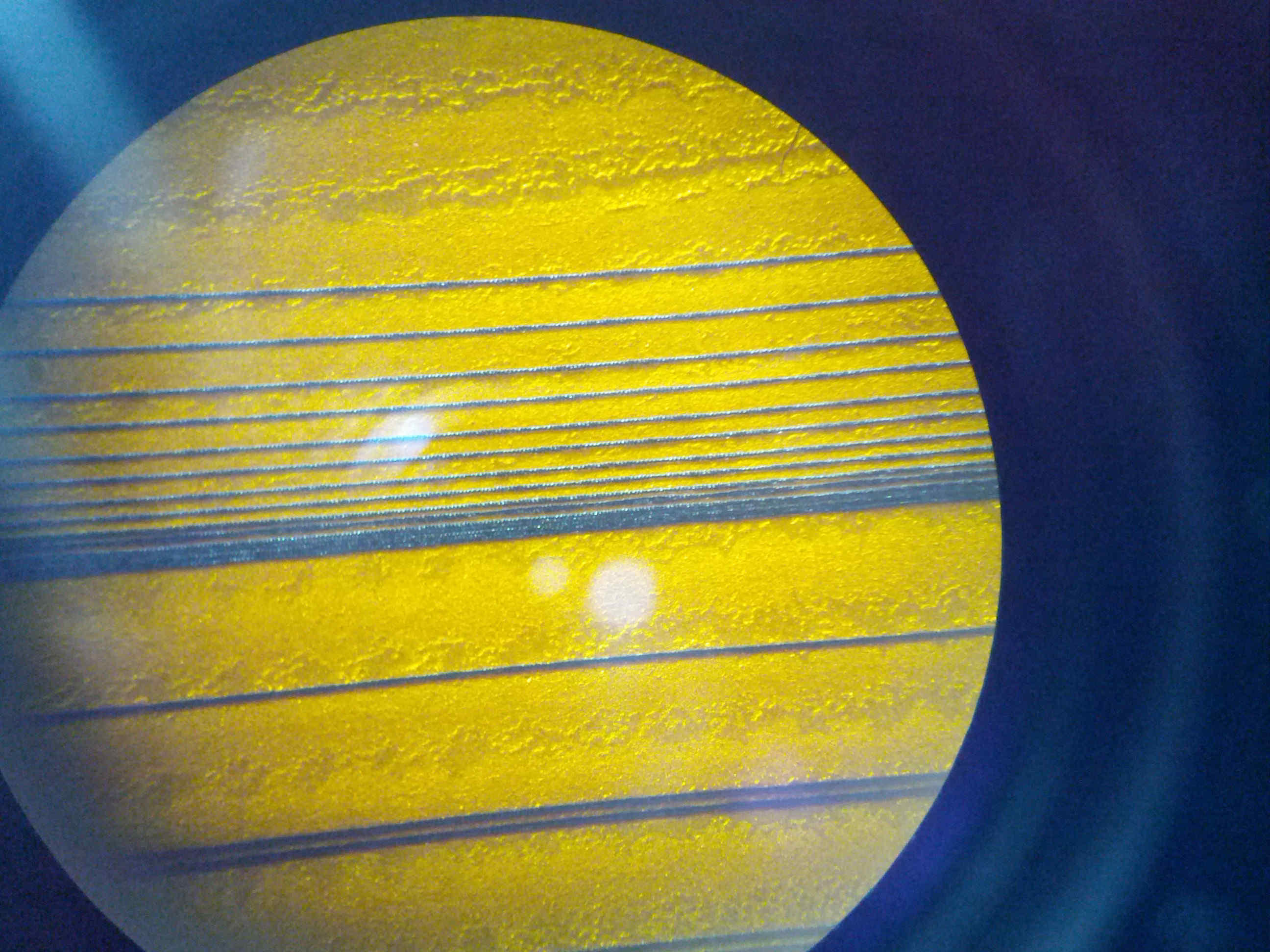
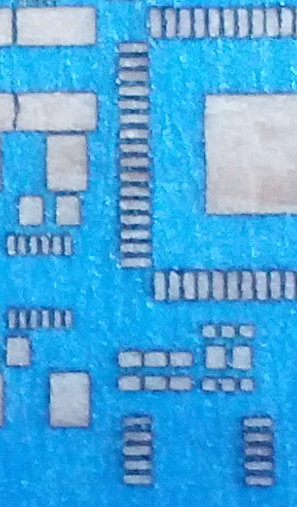
Laser cutting functionality is relatively easy to accomodate, and valuable for precision 2D work (PCBs, solder-paste stencils, etc). Using an NDB7875 diode and TIP120 common-collector current regulator, 3W and 50um/2mil line widths have been achieved. However, it is clear that a single-mode laser (eg. BDR-209), camera, and binocular microscope can achieve much better results with precise autoleveling functionality. Academic research with blu-ray pickups suggests <500nm resolution is achievable. For now, CAD models and schematics are hosted on GitHub, including an interesting micrograph: https://github.com/mirage335/LulzBotTaz_Laser https://raw.githubusercontent.com/mirage335/LulzBotTaz_Laser/master/Photos/07-PrecisionEngraveTest.jpg . Also, solder paste stencil cutting software has been integrated with gEDA, also hosted on GitHub as demonstrated by example: https://github.com/mirage335/gedaProduction https://raw.githubusercontent.com/mirage335/LulzBotTaz/master/GenericPhotos/05-LaserStencil.jpg .
For the build platform, a ‘traditional’ carrier plate mechanism allows arbitrarily-sized materials to be swapped quickly. A couple of 3/16" plates work nicely, with a nichrome heater mounted between them. Many thanks to LulzBot staff for confirming nichrome as a usable substitute when silicone heaters were out of stock. As for materials, PEI laminated glass really is a wonderful material, providing excellent stiction while warm, and releasing when cold. Photos are hosted on GitHub, along with documentation and 3D printable clamps: https://github.com/mirage335/LulzBotTaz_BuildPlatform .
Taking advantage of the latest software with this custom setup required some settings to be tweaked, and G-Code macros to be written. Notably, lower first layer extrusion temperatures promote better stiction, while higher temperatures later improve part strength. Both Proterface and OctoPrint configuration files are provided with macros for checking bed alignment at various places, and operating a laser tool. OctoPrint actually has a somewhat nicer interface than Pronterface too. The entire software stack, including Slic3r, Pronterface, and OctoPrint configuration files, are all hosted on GitHub: https://github.com/mirage335/LulzBotTaz_Softload .
Finally, Taz 3 Marlin firmware has been upgraded to a recent version. Most Taz 3 users should find this usable, though some may want to set the bed heater PWM/PID settings to less aggressive values. Source and precompiled binaries hosted on GitHub: https://github.com/mirage335/Marlin .
Along the way, a number of interesting problems have been solved.
First, while waiting for LulzBot brand filaments, Microcenter’s only 3mm filament product - Velleman brand - proved the worst possible substitute. Do not buy. Inconsistent extrusion, brittle enough to spontaneously shatter in the guide tube, and probably responsible for cloggling my Budaschnozzle hot-end multiple times. Hopefully Microcenter will pick up a usable 3mm filament brand (hint hint).
Second, the Y-axis was twisted, apparently because the previous owner did not precisely square the frame, using washers at the corner cube joints between X/Y axes. Fortunately, HacDC has a large quantity of steel shims, and these proved adequte to tram the X/Y axes.
Third, the adhesive tape used for laminating PEI sheets onto glass arrived defective. Globs of adhesive were already stuck at one edge, resulting in an irreparably bubbly surface. As it turned out, this was actually tolerable for PLA printing, even with a 0.25mm nozzle. At higher temperatures, this proved catastrophic. Will try a rectangular adhesive sheet next time.
Fourth, the 24V power supply died during a print job. LulzBot’s recent 24V power supply has proven to be exceptionally reliable, exhibiting little of the ‘clicking’ sound common to similar OEM supplies under heavy PWM loads. Unfortunately though, applying a 100Ohm minimum load resistor cut into 120V hot input wire.
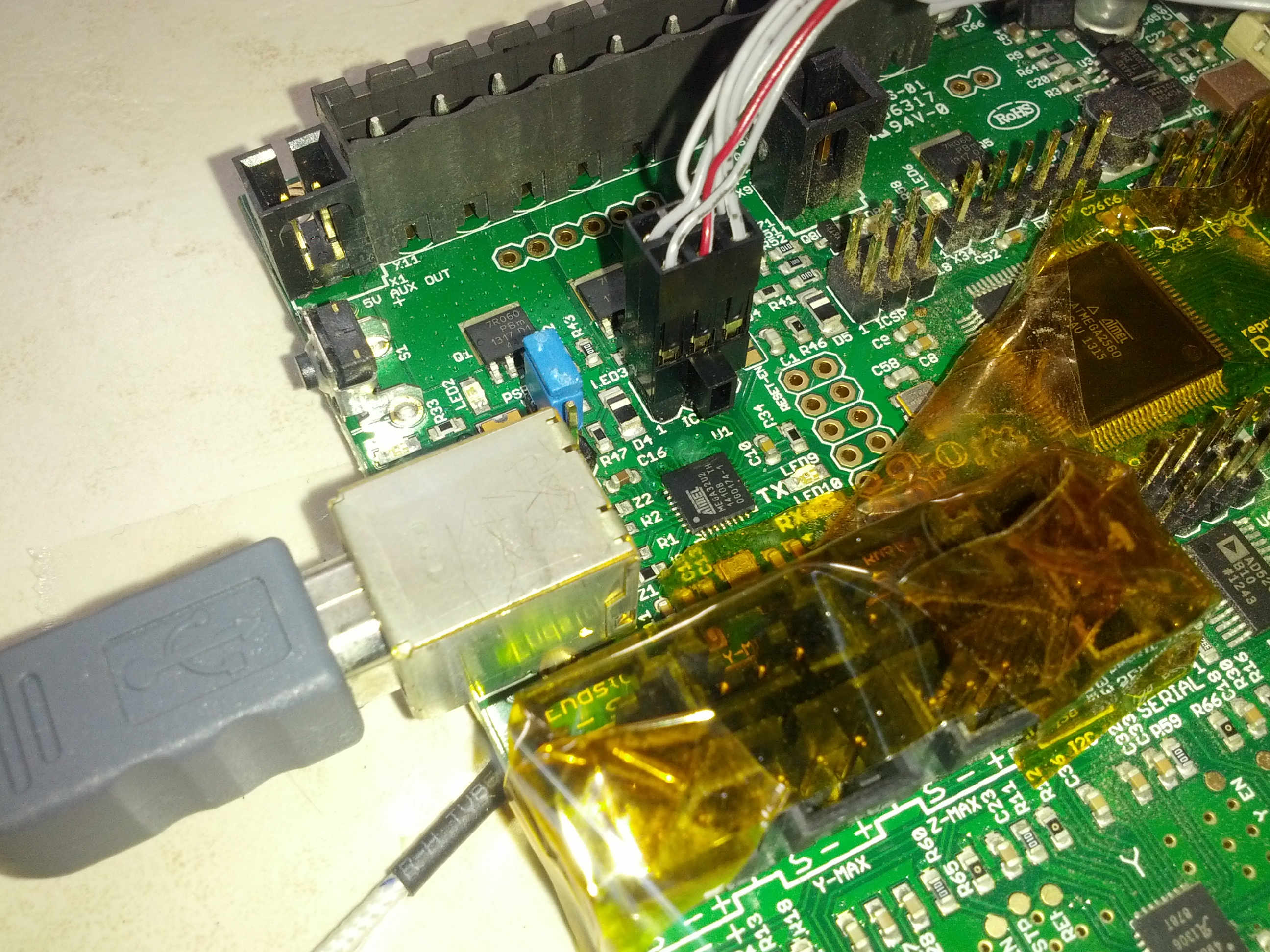
Fifth, the ATMega32U2 USB serial converter chip’s USB data pins failed, on account of that exposure to 120V. Fortunately, little else was harmed. Temporarily, a Teensyduino was pressed into service as a USB-Serial converter, and a few weeks later, the actual ATMega32U2 chip was replaced. RoHS made this process risky, requiring minutes of careful temperature control, but everything works now. Photo of the new chip: https://raw.githubusercontent.com/mirage335/LulzBotTaz/master/GenericPhotos/08-NewSerialConverter.jpg .
Finally, at 105degC, the PEI print surface delaminated from the glass substrate, due to uneven adhesive. Additionally, orthogonality and Z-axis backlash issues seem to have degraded a bit further.
In summary, this Taz3 is one more overhaul away from becoming a dependable desktop factory. Most resources are now in place, also including a recently acquired ball-screw heavy-duty Y-axis (https://github.com/mirage335/LulzBotTaz/blob/master/GenericPhotos/06-FutureYAxis.jpg). Particularly keen to develop the multi-extruder platform and microscopic laser projection/sensor system. With multiple extruders, it may be possible to use thick dissolvable rafts (eg. HIPS) under difficult materials like polycarbonate, nylon, and NinjaFlex. High-resolution lithography is also promising, heading towards a vitamin-free 3D printer. Combined with optical autoleveling and a CNC spindle, more diverse manufacturing will soon be accessible at low cost.




{kind=link}
{kind=link}
{kind=link}
{kind=link}