Okay sit back and let me tell you my story
coming from deskltop cnc and being a jeweler this is my first printer quite happy right now.
Call me a fanatic but I really like my machines 'level as you follow the pictures I’ll try and explain
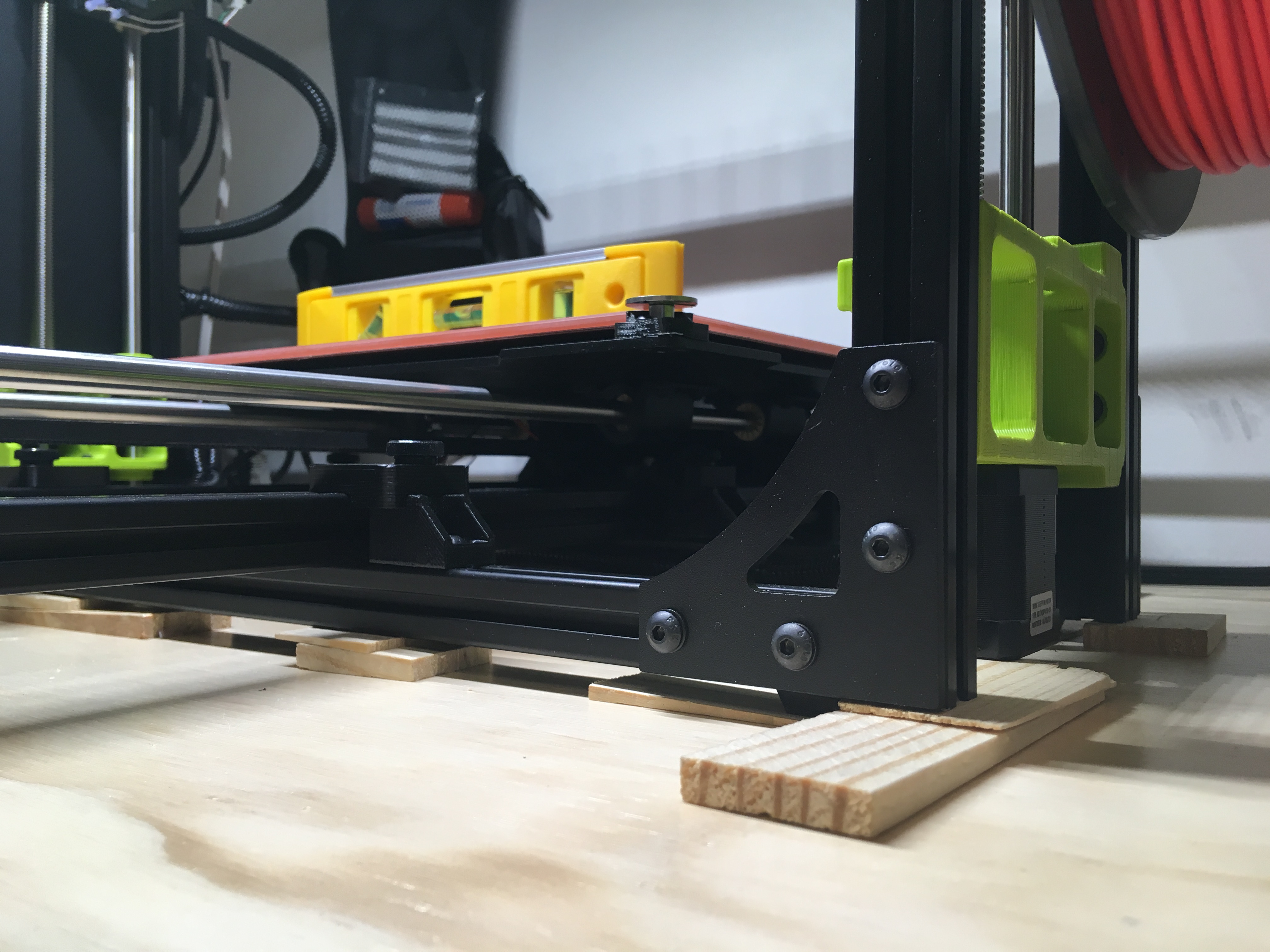
printer was off level to the work table shots before and after bubble level… I had to use that many shims on the left side to get it there then I added shims to help stabilize for vibrations around the printer…finally I took some angle iron and made two angles to lock the printer to the wall printer solid and level!..
now the table ran the G28 G29 code checked my ‘z’ and discovered front left washer apx .5mm higher …couldn’t get it down so I had to raise the others…
one thing I noticed was the washers are cocked creating and ‘z’ difference that not flat to the table (screws are not tight for some pics) anyway when I press my finger to the loose washer making contact with the glass you will see a gap underneath the washer so the washer will not tighten flat tightens at an angle look closely…
I made the appropriate shims for each corner from a ‘feeler’ gauge I had and put them in the corners of the rubber pad (which I don’t care for) then took the right size shim and put it under the gap from the washer…as I was doing all of this I noticed the screws where not going in too smooth after closer inspection I noticed the holes were slightly off after still further inspection I noticed pad hitting the the glass bed and ‘squishing’ that was why the holes didn’t line up …well upon further inspection I noticed the rubber printed pad needed to be trimmed a little where the glass rests in the cutout also the curved corner should be flat to fit better which I done did (see pics) a little more tweeking and got my ‘z’ to within apx.15mm…I see the pics are out of order











and the rest sorry for any blurryness











So like I was saying… I don’t care for the rubber pads so I milled a pratial trial part …if you have four of these then you can shim under the pad easier only need the one bolt to hold it down… the washer is totally supported under and flat to the glass…pad is modified from the lulzbot file …I’m going to make a separate post for others to view




Do you mind sharing the file? I have had similar problems with my TAZ 6 when integrated with the modular build plate. I’ve resorted to using additional spacers between the washers and the stock spacers to ensure that the washers aren’t tilted.
I’m working on something else right now had everything within .01 …ran a dial indicator across ‘x’ almost 1mm off on the right side washers are right on…table top is off!..'so I’m going to level the table first …I’ll get back with the results
here’s the file …I didn’t finish it completely the way I want to but it will work for now I made it taller so you might want to play with it maybe make one for each corner and check it out let me know…although like I said the print table is not level and the washers are…solution on it’s way (I hope)
foot.stl (1.63 MB)
You may be going a little overboard with this. I don’t think level with respect to gravity matters a whole lot. What really matters, and what the printer is doing when it ‘levels’ the bed, is checking for orthagonality of the Z axis with the X-Y plane. It’s like tramming a mill.
I have my Taz in a rough-built plywoood enclosure on wheels in my workshop. I wheel it around to wherever is convenient when I print with it. I’m sure there have been times when it wasn’t perfectly level with respect to gravity, and I’ve never had an issue I can attribute to that.
-Ed
your probably right … however…i got my ‘z’ set then I attached a dial indicator to the printer head lowered it to the print bed and jogged the printer from left to right … a good 1/2 mm off even though the washers were on the money… took off all the washers, spacers and such and put a gauge block under each corner of the glass bed I did not tighten the table just let it rest on the blocks …ran the dial indicator … front right was a good 1mm lower. …any thoughts? when i do the same dial indicator test on my cnc’s milling table it’s flat!.. I have one more thought as to why hopefully i’ll be able to work on it tomorrow
How are you assuring the horizontal bars are level in respect to the build plate? Perhaps the difference in measurement you’re seeing from left to right is a slight slope? It is possible for each Z motor’s carriage assembly (forgive me if I’ve gotten the terminology of the parts incorrect) to be at different heights. One of Mine cracked after a few months of use and I returned it for warranty repair. I didn’t know that at the time, it’s what the techs found.
Have you also checked the squareness of the frame?
https://www.lulzbot.com/sites/default/files/TAZ-6_Square_Frame_service_bulletin.pdf
I realize your printer is new and that service bulletin shouldn’t apply as your serial numbers shouldn’t fall within that range, however it won’t hurt to check and perhaps may prompt for a 2nd service bulletin in regards to squareness of the frame.
it’s off on the front right corner… if the lead screw was off it should effect the front and back right?
it’s off on the front right corner if the lead screw was of it should effect the front and back same with the guide rails right?
Yup that makes sense.
thought just came to me… it’s the right front no matter how many times i shim the indicator shows still off hmmmm… maybe the front right ‘y’ travel rod rubberfoot needs to be shimmed to bring it up a little … maybe that’s why it’s dropping … i’ll do a test in the late morning seeing how it’s 6am now