What is going on here? This is steadily getting worse as I print more and I have no idea why. I tried leveling the X-Axis, I cleaned the X and Z-Axis rods, I installed a new Micro-Swiss nozzle, I went back to the books to see what I might have missed… The roll of filament started out good, so I guess that’s not it. It is getting worse as I print more.


Can you give us some details?
Printer model?
Head/extruder type?
Filament type?
Print settings for temperature and speed?
Did this start only AFTER you replaced the nozzle (what is the nozzle diameter and what was the old nozzle diameter)?
Is the fan that cools the cold-end of the extruder running (not the part cooling fan … the fan that blows air across the cold-side of the extruder)?
There are other settings that can be at play … but let’s just start with the basics.
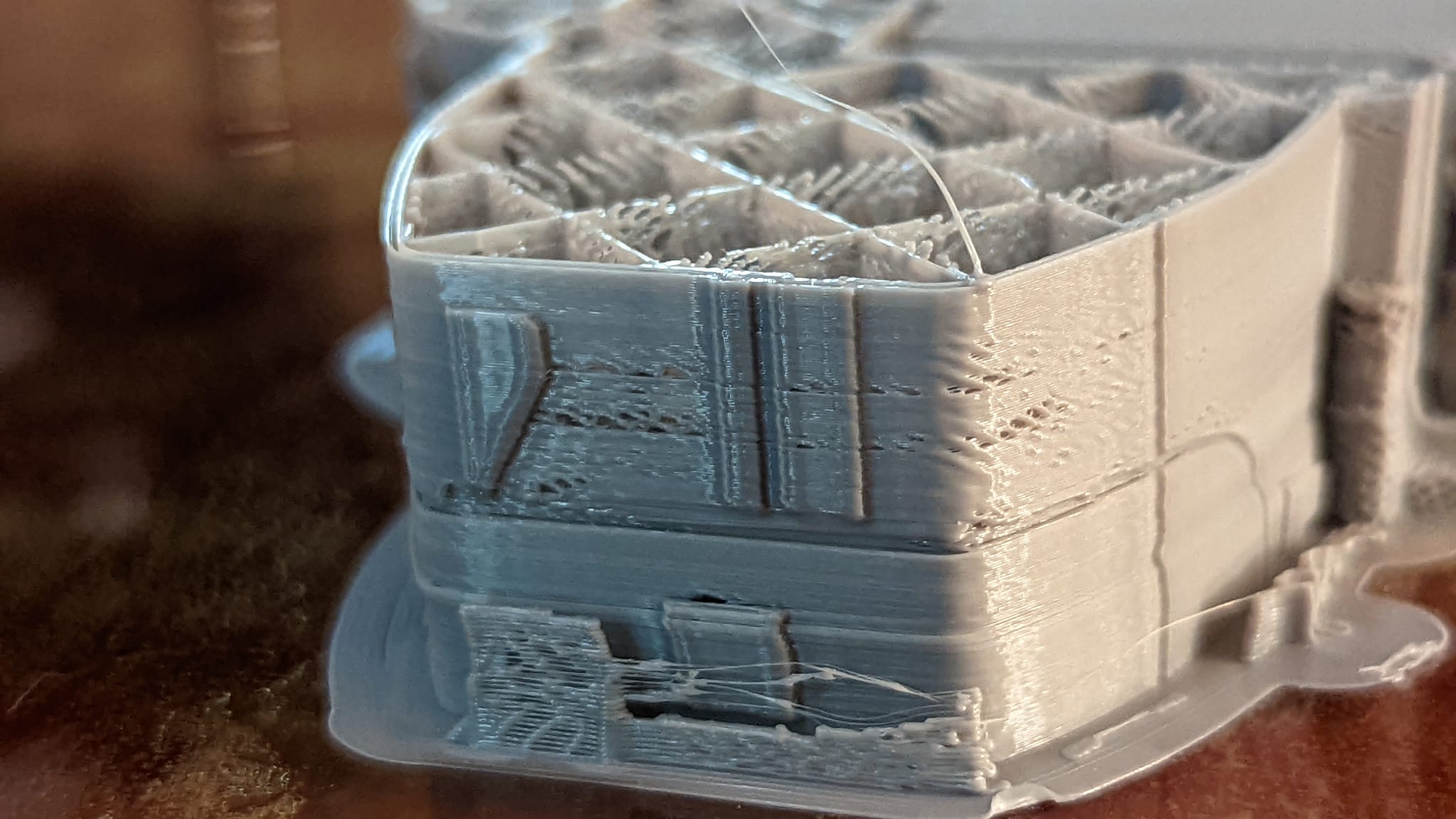
Taz 6 with the stock print head, which was just rebuilt by Lulzbot in January and a Microswiss nozzle running PLA at 200° and 60° respectively. Initial prints were coming out flawless and the problem became progressively worse over time. I replaced the nozzle, thinking it was clogged, but still no joy. All three fans are working fine. I increased the temperature to 220° and that seemed to help a bit but it still is screwing up. See the pic below… I am wondering about the little gear that feeds the extruder. TBH, I am about ready to just donate the thing to a local high school and concentrate on using resin. My $200 Ender 3 prints more reliably and with just as good quality. When the Taz works, it’s gorgeous; it just breaks a lot.

You mentioned it seemed to get worse as the print job progressed. If the cold side of the extruder warms (usually do to poor cooling fan performance) this outcome is typical. That’s why I asked about the fan. Also … I’ve read of cases where the print-head was repaired but the fan was installed in the reverse direction … with similar result. If the fan isn’t cooling what is supposed to be the “cold” side of the print-head … filament may be melting prematurely and causing this poor outcome.
As for the print temp…
I normally print PLA at 230*C. Part of this is that 2.85mm (3mm) filament needs more time to soften and part is because my print-head uses a hardened steel hot-end which doesn’t conduct heat quite as efficiently. You may need to perform the temperature-tower testing to determine what is optimal for your print-head.
Under extrusion can be a bit harder to figure out. Ensure that you are using the correct tool head firmware on the printer and that you are slicing your files for the correct tool head as well.
If you are using 1.75mm filament in your tool head designed for 2.85mm filament, this will cause under extrusion like you are seeing.
As you own a printer that takes 1.75mm filament, that would be the first thing that pops into my mind as a possible cause.