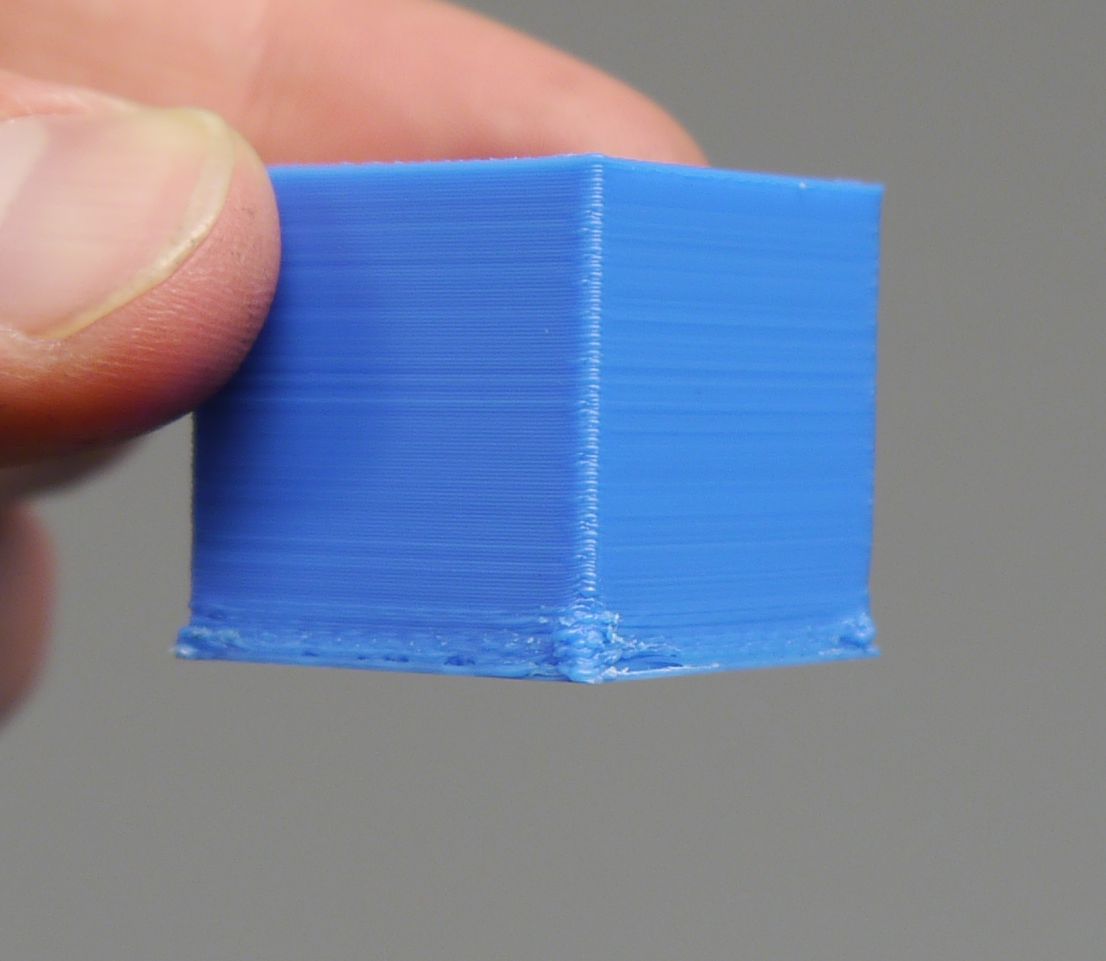
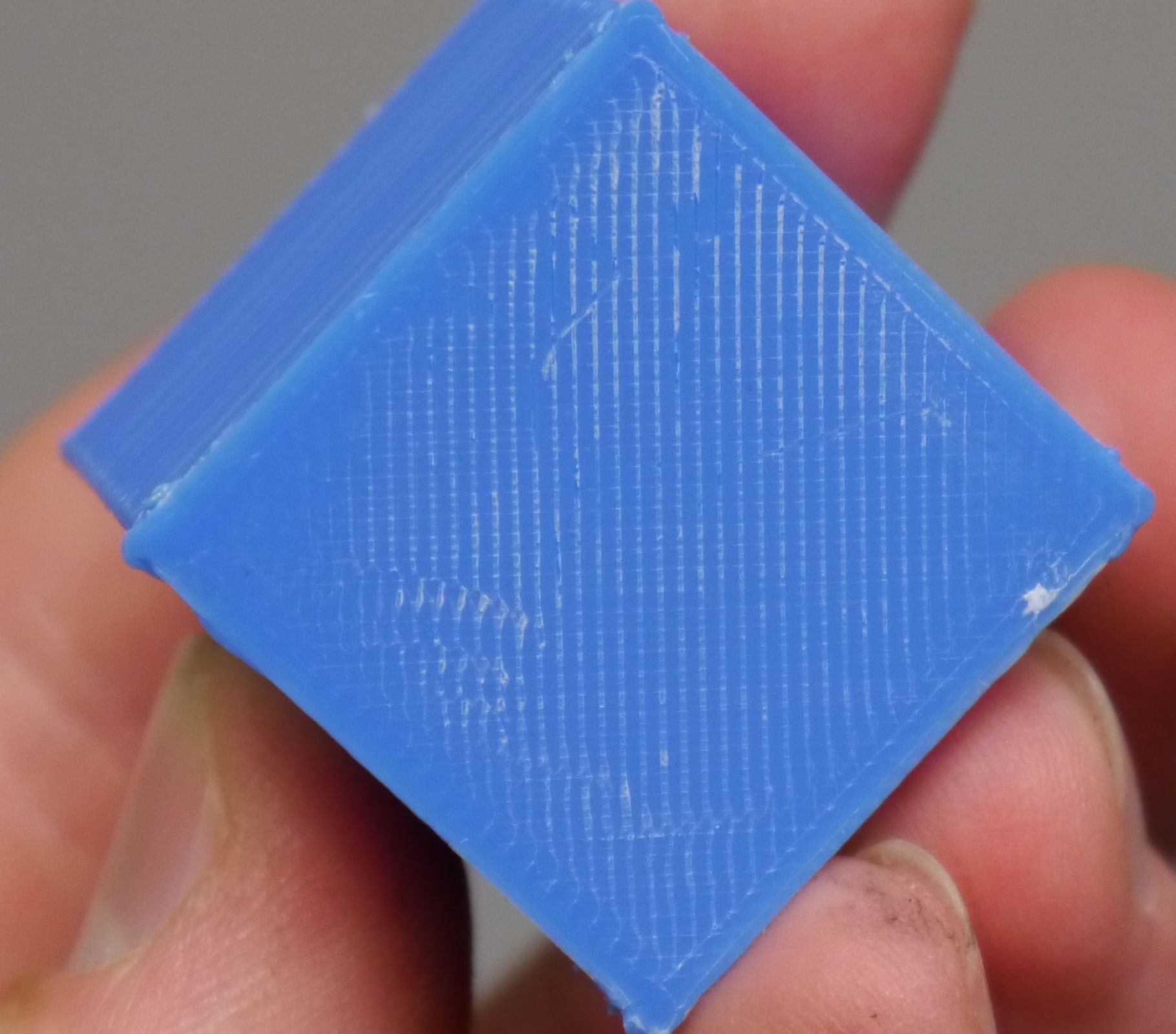
The first 10-20 layers of pretty much every print I’ve done so far has its layers squished and bulging out at the sides. This object is supposed to have perfectly square sides, but as you can see, it is quite distorted on the bottom. One way I’ve been trying to solve this is by printing 20 layers of raft. That’s silly, it should be able to print just fine.
It doesn’t seem to be too close to the bed when I’m starting, as if I start the prints any further from the surface, they won’t adhere at all.
Usually that happens when your z axis limit switch is too low, meaning the hotend is too close to the glass causing what is called elephant foot. A piece of paper should go through between the bed and nozzle with some resistance when setting that.
That’s currently what I’m doing to set my z endstop. If I set it any higher, then it seems that the filament won’t adhere or press against the bed at all.
Yes, I have this problem also. I have systematically tweaked the z-zero (with everything at temp) and run the same print with a range of starting z heights from much too close to the plate (almost no plastic extruding) up to the maximum height at which the first layer just barely adheres. It doesn’t seem to have much of an effect. The bottom layers still are smushing out.
I’m running Lulzbot 3mm ABS, 230C extruder, 85C bed, bed prepped with Lulzjuice.
I’ve also noticed that no matter how I tweak the z-zero, filament settings, speed, etc., the extruded single line width is much wider than the nozzle width (0.35mm) and this problem is particularly bad during the first 10-20 layers. Normally I would attribute this to setting the z-zero too low. However, tweaking the z-zero, I don’t start getting acceptable extrusion width until I’m about at the point that the first layer won’t adhere.
You can reduce the first layer width in Slic3r. That may help lessen the amount of filament being extruded during the first layer, which can reduce the pileup of filament for the first few layers.