Hello, I´m in the middle of a huge print, using green ABS filament from ESUN.
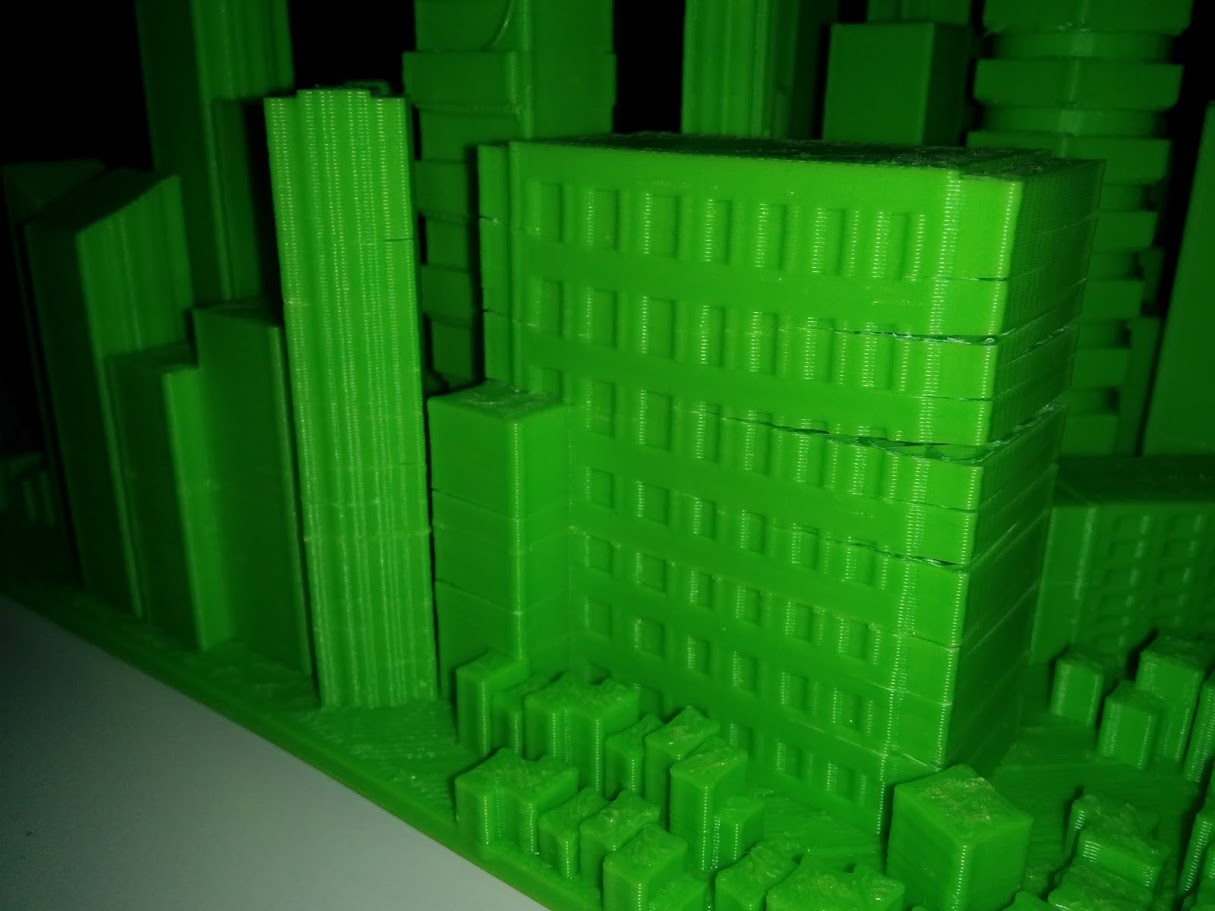
I used the default ABS (medium quality). The print is not bad in general, but it has this strange separations in the middle of the blocks:
The temperature is the default, so what could be the reason for this imperfections?
Is there something I could do right now to not loose the full piece? Maybe more filament temperature?
The adhesion issue AKA (the corners lifting ) bump the bed temp up 5 degrees or so on the next large print like this you do.
The delamination aka (the cracks in the part) you need to keep the air temp around the printing part warmer while printing. Like a blanket carefully covering the build area while still allowing the control box cool air to cool electronics.
As stated above, this is a pretty common problem with ABS, especially with large, flat prints. Most folks who want to continue to print with ABS will build or buy an enclosure for their TAZ. I have found that keeping the air temp around the print between 85 - 90 F prevents layer delamination.
Interesting, I didn´t know that about ABS. I just bought one roll to try it, but it requires so special temperatures (the place is really cold) and also it has this weird behaviours… PLA is better for me, definitely. Too less troubles.
By the way, I´m finishing the print without cancelling, too much time/filament invested already. But that delamination gaps seem really hard to fix. I´ll post a picture of the result. It´s getting worst by the minute…
I also print in an area that is very cold. In the summer, when it was hot and stuffy, I printed a lot of ABS with good results, but I can’t print with it all right now because it separates so badly. PETG is working great in the cold weather though in warm or hot weather I have trouble with stringing.
I still like the print qualities of ABS the best: semi-matte surface, flexibility. PLA is shiny and rigid/brittle. PETG is shiny with flexibility.
Yep, I´m starting to learn that little differences on the way
It´s good to know, anyway. I´ll reserve ABS for higher temperatures or little works.
I also like its matte surface, against the shine of PLA. You can´t have it all, I guess!
On a print that large you might try turning off the material cooling fan altogether. The size of the print will practically guarantee that the prior layer will have sufficient cooling without the fan.
The cracks won’t go away, but at least in my environment the cracks are minimized.
I usually print eSUN ABS at 243-245C. It wouldn’t hurt the ABS or print to go a few degrees higher to reduce the chances of delamination… I think 260C is the limit for ABS.
Cooling is a big factor for ABS also… looking at the fan percentage (40%) in your picture, that’s pretty much where I like to be also with ABS.
For better adhesion to the bed, go a degree or two higher on the bed, especially if the environment is on the cool side. The thermister is buried in the silicone under the glass which is under the PEI… So its good to check the surface temp of the bed with an IR thermometer.
I’ve seen suggestions before not to use the fan on ABS, but the profiles from Lulzbot enable it. I’m just curious what people find works best for ABS as I’m just trying it now. I don’t have any issue with bed adhesion, if anything it sticks too well. I did some some inter-layer bonding issues, but increasing the print temp sorted that out. I disabled the fan, and it generally works, but I do think that caused some issues on smaller bits of the parts I’ve tested with. Mostly small stuff like filament clips, the pointy edge wasn’t as clean as with HIPS or with the fan on with ABS. Do you guys find running the fan helps with that sort of detail? I’m printing indoors, somewhat cool room, but still about 70F. Printer is a Lulzbot Mini, using Cura to slice and run the printer.
Does Lulzbot sell PETG directly? Does Lulzbot supply printer profiles for this material? I can’t find a profile for it on the lulzbot website. Can you print it directly on the PEI surface or do I need a pre-treatment?
At what temperature do you start to risk burning ABS and fusing it to the inside of the nozzle or causing a clog? I’d like to try a bit higher temperature but I’m always afraid of damaging the nozzle.
First off, Lulzbot does not make its own filament it is purchased and repackaged. I get eSun from Amazon and its the PETG filament, that is all I use now. No it will not damage your nozzle to print ABS at 250 C, your results will vary from one brand of filament to another and the temperature of the room where the machine is located. If you get good results from 250 C then just do it.
Print directly on the PEI bed, and treat as same as ABS, except lower the bed temperature to 70 or 80 Deg C. You need to use retraction and it does get stringy. I use a brim with 4 passes to make sure the head is primed well,
When you say “Treat same as ABS” does that mean use the Lulzbot supplied ABS profile as a starting point and just modify the bed temp and add a bit more retraction?
Yes, that is what I did and no cooling fan and retraction at about 1.2. With Simplify 3D I just save the new profile as PETG and use it. I like Cura for most things better than Simplify 3D and I use a MakerGear M2 right now until the TAZ 6 comes out.
Each filament maufacturer has their own recommendations. Usually its marked on the label on the spool… but check with the manufacturers website too.
I’d stick to 250C and below… The ABS shouldn’t fuse inside the nozzle as long as its moving / extruding. So don’t let the printer sit idle at extrusion temps for too long. I try to time the pre-heating of the bed to the time it takes to pre-heat the nozzle so the print can start right when the extrusion temp is hit. For me I like the bed to be at 65C, then start the heating of the hotend… when the hotend reaches extrusion temps of 245C, the bed is at a toasty 100-105C.