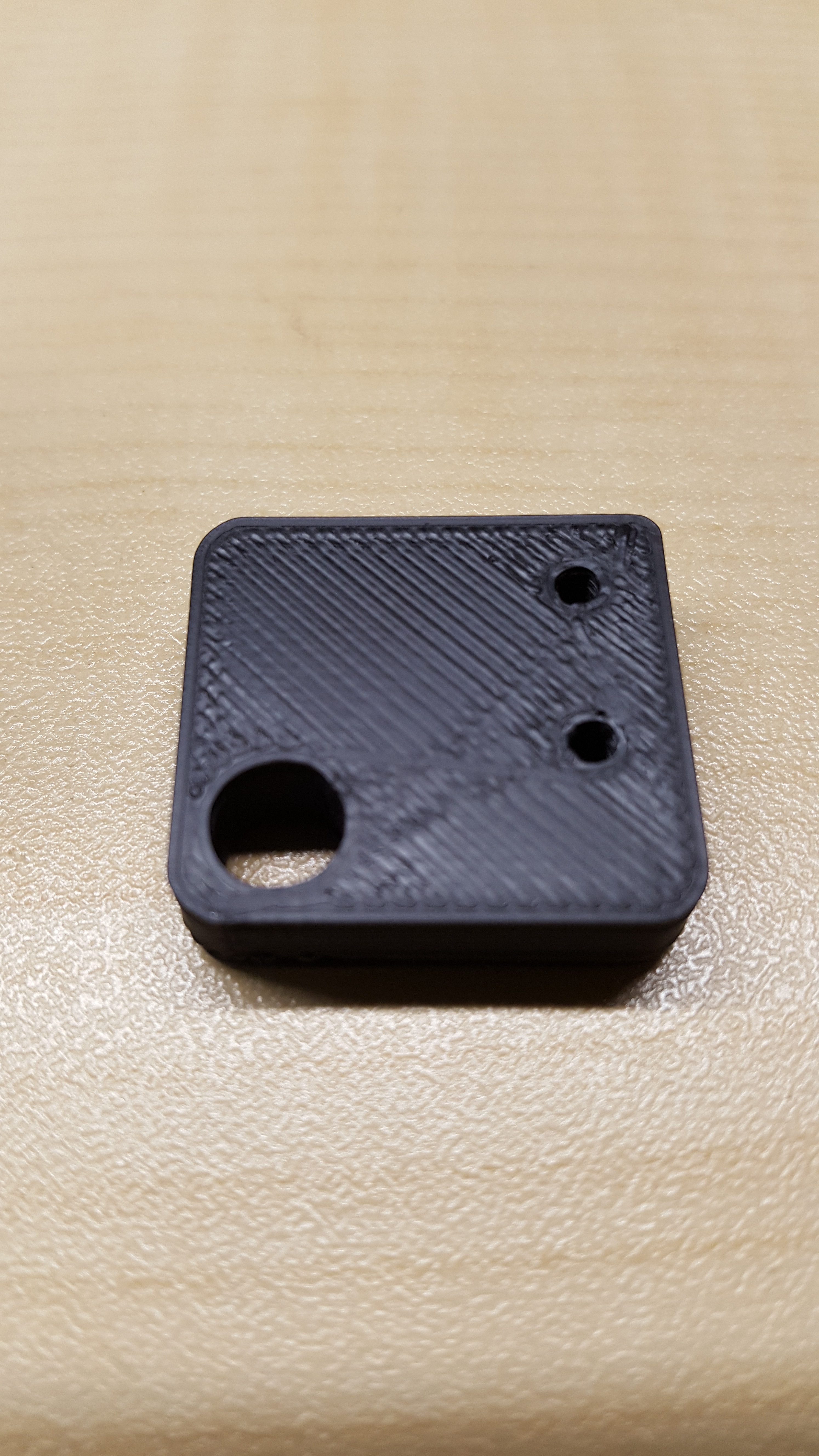
I’ve searched for an answer to my problems and have not had any luck. I’m new to 3d printing and have a TAZ 6. The following was printed using CURA Quickprint settings for ABS. As you can see in the attachments the first layer isn’t very pretty and the second layer is no where close to the full size of the first. then it takes up to about layer 8-10 to reach the full dimensions again.
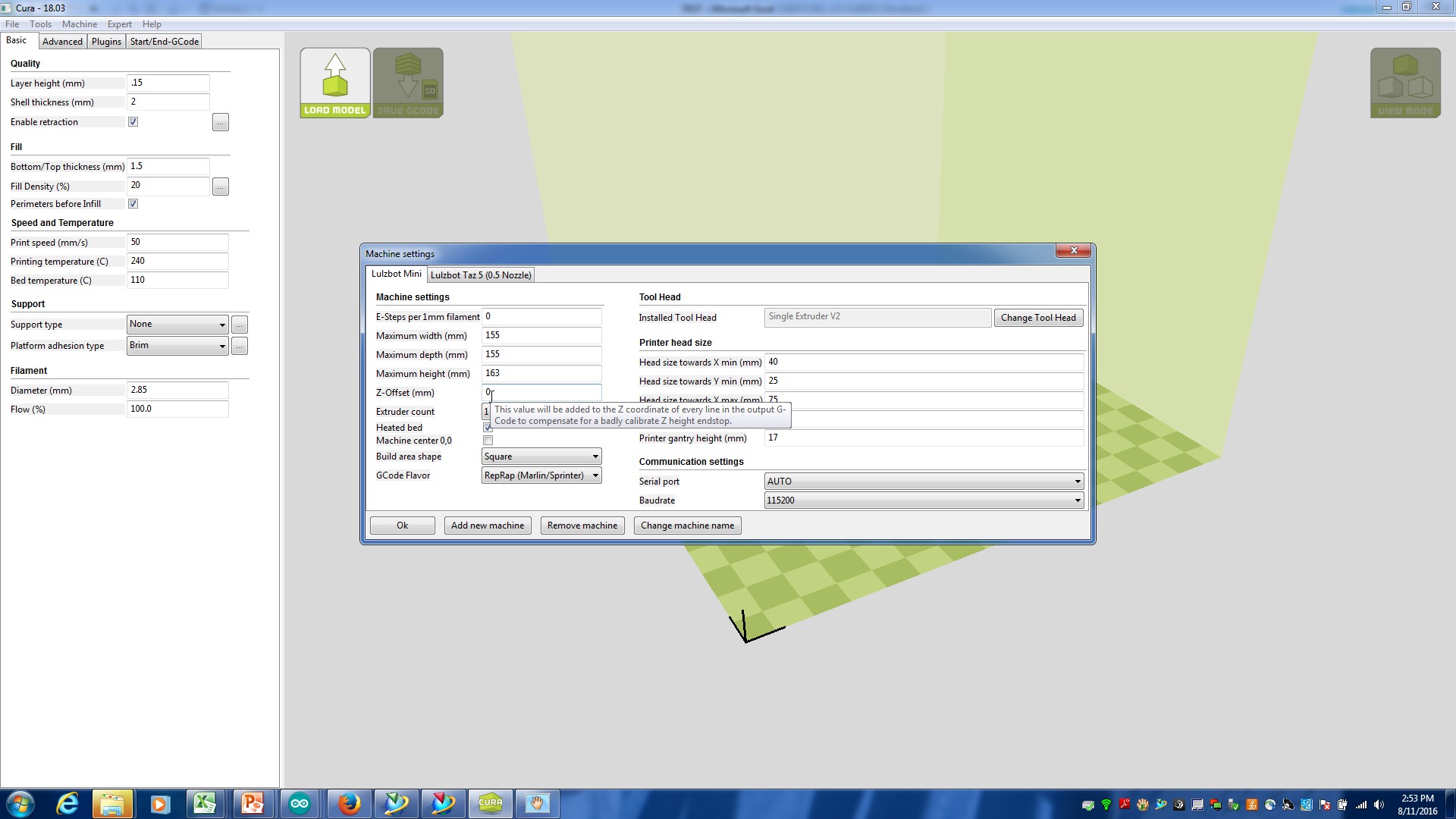
I’m guessing 2 and 4 are the tops, and 3 and 5 are the bottoms… I’d say you need to get the nozzle a little closer to the bed… but not sure how you do that with Cura and the TAZ 6 profile. Usually, you’d dial in a little negative Z-Offset or use the endstop adjustment, but neither are available for the TAZ 6.
A positive Z moved the nozzle farther away from the bed. A more negative Z moves it closer.
Go and print a single line skirt on a print. Take the skirt and measure it with calipers. Assuming you haven’t changed your default cura profile, your initial layer thickness should be 0.425mm. Measure your skirt thickness with calipers. If the skirt measures thicker, say 0.52mm, then offset the Z by .52 - 0.425 = 0.095 and print a new skirt and repeat until you get close to 0.425mm. Then you know your nozzle is the right height.
If you’re still having issues with a narrow base after that, increase your flow % by 1% increments and see if that helps. I had this exact same issue last week after rebuilding my mini and nozzle height and increased flow pretty much fixed the issue.
As kmanley said above, TAZ6 Z-offset is set at the machine, not through Cura.
Those prints look a lot like the Z-offset is too high, so the nozzle is not close enough to the bed to “smoosh” the filament down onto the bed. Great prints need a great first layer. I learned a lot reading mhackney’s guide here
Most important step for me was running a lot of prints using reference shapes that I’ve designed. Printing simple 30mm diameter filled circle that is 1 layer thick can tell you a lot about how well your printer is set up, and how good your settings are for the material you are printing. If you don’t have vernier calipers already, run out and get this tool, then print off a bunch of one-layer prints. Adjust your z-offset until that one-layer print thickness is bang on your first layer thickness setting in Cura. I’ve tuned my prints so that a 0.4 mm first layer measures between 0.38 and 0.42 mm thick. Subsequent layers will never turn out well if that first layer is not right.