I am just not having a good week. I have had every kind of printing problem there is in the past week and I thought I got it all sorted out with a new E3D V6 hotend but now I am having cracking issues.
I had to start over with a fresh install of the firmware and kinda screwed up my profile (Simplify3D) while troubleshooting so I am not sure if this is an issue with the firmware settings, profile or if something is still broken.
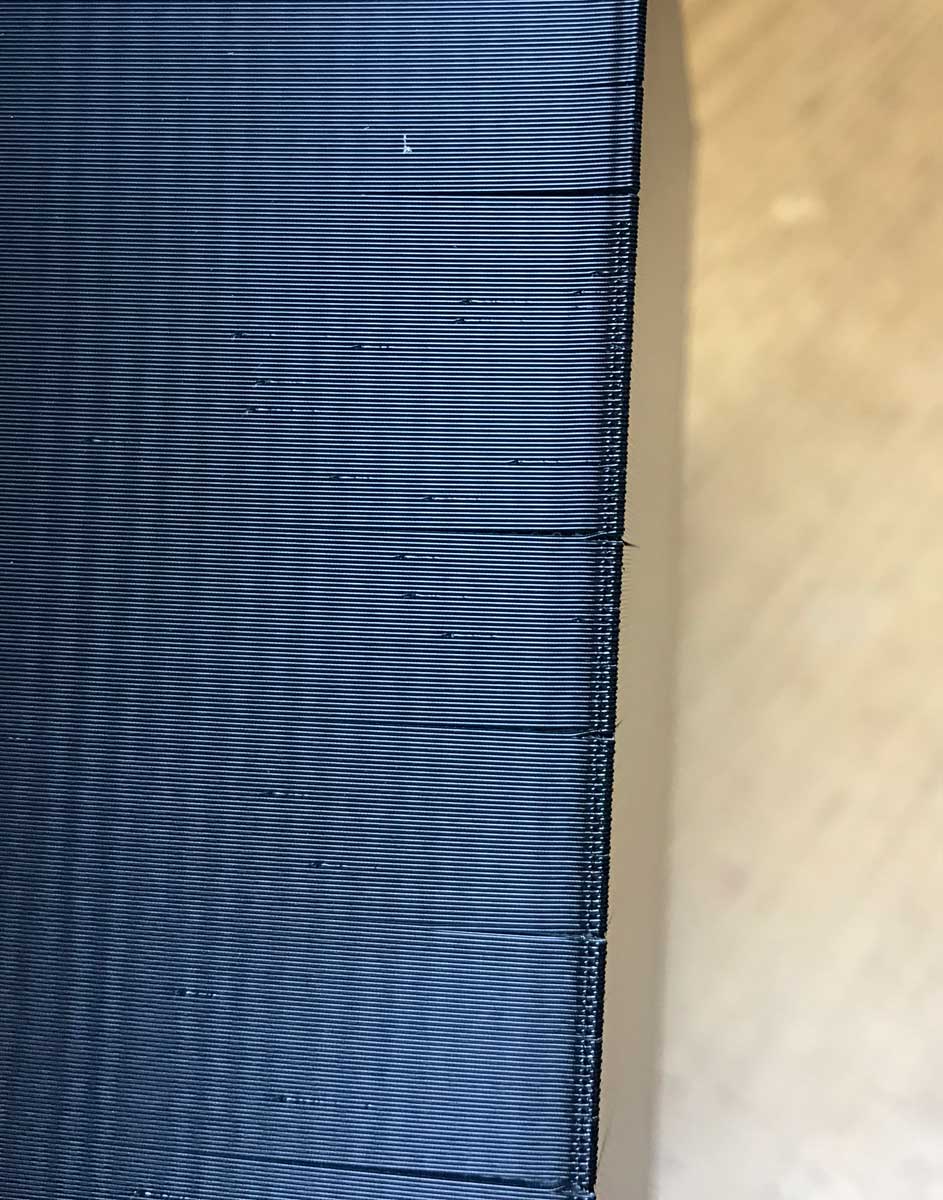
So, I have a heated chamber and cracks are normally very rare for me but now they are in pretty much every print.
This print was done with a .40 nozzle at 245c (bed 90c) layer height .26 the wall is 4mm thick (it’s a structural batter box) and 3 perimeters 100% infill (yea I wanted it strong).
So, besides heat what could cause this? Anything in the settings? It is cold here and I suppose it’s possible the heated chamber was cooler than normal but anytime I opened it, it felt very warm inside.
Thanks
It’s hard to tell from the picture, but it looks like you are getting an upward turn on the corner, which might indicate you are getting some lifting on the corner that might be causing the lifting. If you can round the corner at all, that would mitigate it, raising the bed temperature up somewhat might also help a bit. You could also try going to even 250, which would stop the splitting, but might reduce other features. The other thing it could be is slight underextrusion.
I was wondering if it might be under extruding a little.
Before you posted I started an extreme test (thin tall tower) at 270 just to see (reading a post on another forum where a guy solved cracking at 270.
I can raise the bed a bit but if I raise it to 110 I get elephant foot so I could try 100. I suppose it’s even possible I need to redo the thermistor calibration since both the thermistor was replaced and and firmware was re flashed but I can’t remember how to do that.
If the 270 works on the test I might just try it on the real print but it’s a 12 hour print so I wanted to try other things first.
I can round the box a bit but I would have to change the lid and other things as well so I would rather not if I don’t have to.
If you are getting elephant foot at 110 on the bed, your base layer extrusion multiplier might be back at the stock value, which promotes adhesion over quality. Try backing the first layer multiplier down until you get a good first 5 layers at 100 or so.
Wells the 270 print came out fine so I went ahead and printed the full size box at 270 (yea extreme I know) and it came out with no cracks. The bottom few layers are a little messy but that might be the extrusion multiplier or something. It’s messy where the bottom of the box has layers.
But at least the cracks are gone so maybe it’s due to it being cold inside and just needs a bit more heat until it gets warmer again.
That messy look is almost always over extrusion. It’s worst on the first few layers because those are usually printed at 100% infill, so there’s nowhere for the extra plastic to go.