I have a Taz 1 that has been upgraded to Dual Head v1 with .35 nozzles. All the hardware has been updated per recommendation. It printed PLA fine, not so much with ABS. But I am trying PETG for the first time, my Taz 5 is running nearly 24/7 for a client for the last 2 weeks and I need to get other prints out. This is eSun PetG, I took a couple filament width measurements and come up with 2.88 as average.
I am uploading my profile, though I just tweaked it down to .20 for layer height, the prints below were at .30. Keeping fingers crossed I do not drag. Shell is 1.05, Bottom/Top Thickness .7, Fill Density 60, Print Speed 45, Temp 245, Bed 60, No Support, Diameter 2,88 and flow 90%. Nozzle .35, Retraction 10, Distance 1, Initial Layer .4, Initial layer line width 1.25, Travel Speed 150, bottom layer speed 15, infill speed 60, top/bottom speed 50, Outer shell 50, Inner shell 55.
I do not have any cooling fans.
The Octopus I printed at 50% original size in Cura. Below left to right was 20% infill, 60% infill and 60% infill. I did not change any of the setting for the 60%, but one was flat as a pancake and the other pretty close to being correct.
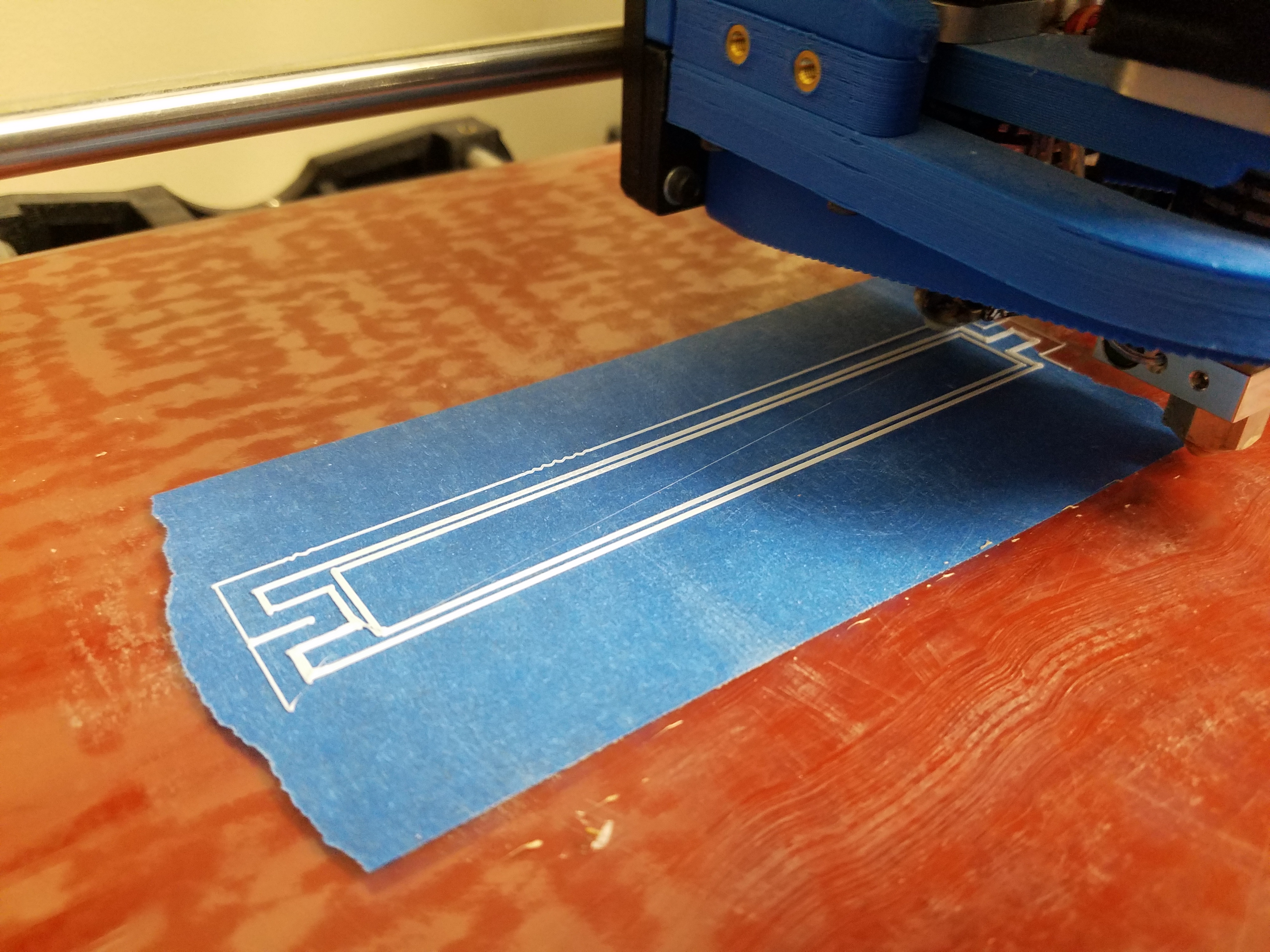
The “beam” same print, showing the initial layer and the completed part. You will notice some scorching and pimpling of the surface, along with the spaghetti after layer adhesion was lost. I would appreciate any advice.