I have been having issues getting my Taz 5 printer to print a 20 mm x 20 mm test cube to print uniformly. I am using a v1 dual head extruder printing ABS. The issue that I’m having with the E-step is that when I do the calibration I can get the head to extrude 100 mm, but as soon as I run a second feed to verify that it is correct, it only feeds 95. This happens consistently and I end up with a very high e-step, right now im at 914.2 and still is reading 95 mm feed that should be 100 mm. The second issue that I’m having is the test cube that I have been printing over and over looks horrible on one side (see pictures). I have checked and leveled the bed several time so I dont think that is the issue. The hot end seems to be dragging through the print, and I’m not sure what would be causing this. Any help would be greatly appreciated.



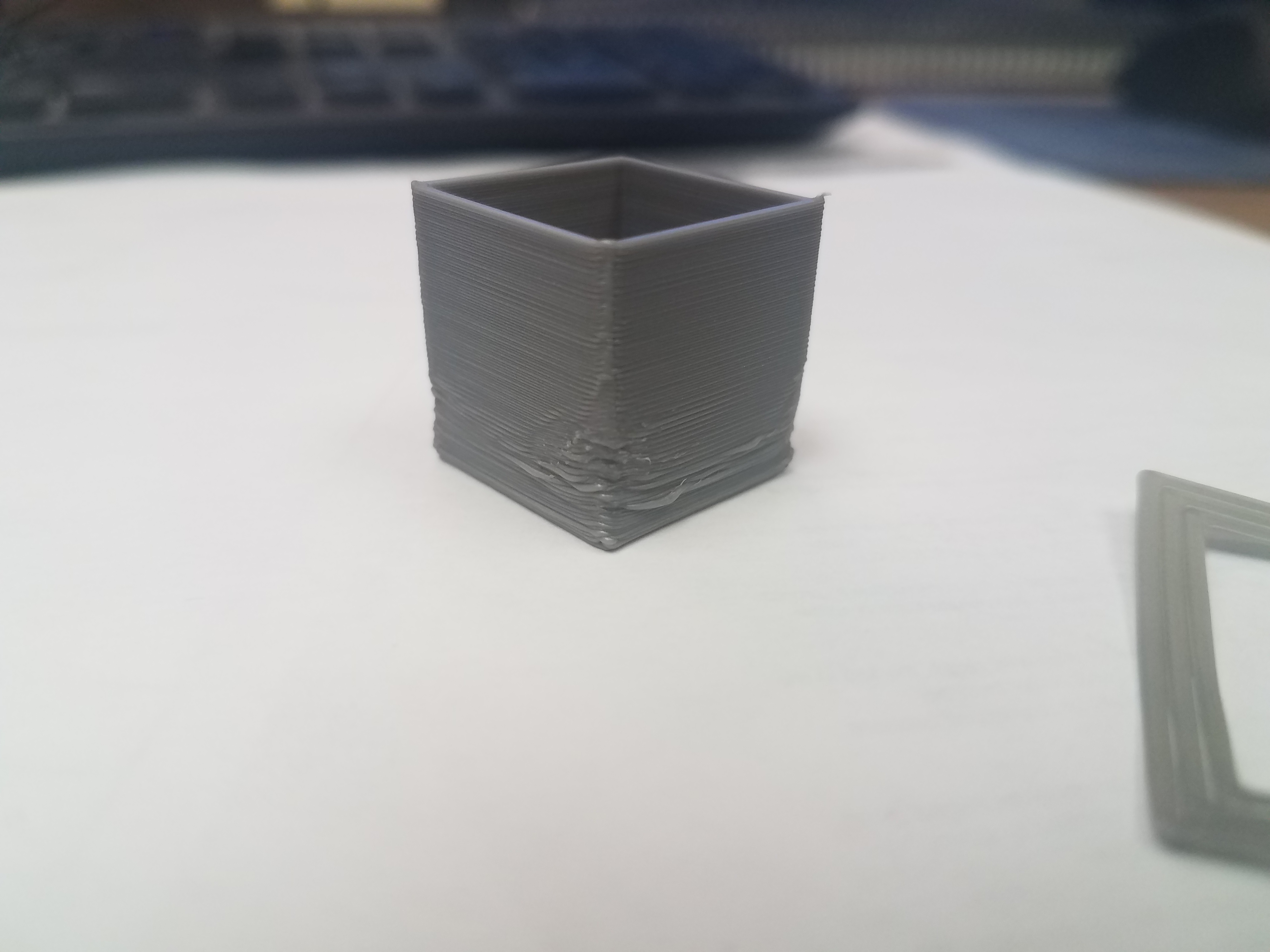

How much space is there between the washers on either side of the idler arm tension bolts tension spring? I would try tightening that up and then reprinting. It looks to me like you are getting inconsistant feed. Every other layer is thicker than the last once it gets over the goobered part, and it’s not offiset side to side, so it is unlikely to be Z wobble that is most of the issue.
How tight should it be I’ve always kept it snug but not tight, I’ve been afraid it would keep the filament from spooling correctly if I did.
I’d start at about 6mm between the two washers for ABS.
That helped alot thank you so much for the input. Now I have to figure out what is going on with the e-steps. tightening the idler seemed to help a little, but it still wont consistently feed 100 mm.
There are a couple of variables here. The E-steps 100mm feed check is designed to see if your extruder motor is sending exactly 100mm worth of fillament down the pipe, but doesn’t take into account any nozzle pressure or feed variables. Ideally you run the test with the hotend dismounted for greatest accuracy. If you are still hitting under the number, your nozzle temperature may be a bit low. For Gray ABS I would start at around 240, and bump the temperature up a degree or two until it gets closer to exactly 100. You may also want to check that the setscrew on the small extruder mtoor gear is down and tight, and if this is by chance an older Taz, potentially check the small gear or big gear for missing teeth. You will also want to check the fillament path. the fillament spool should be able to rotate freely, if you cut a 3 foot long or so section of fimllament off, you should be able to feed it through the entire feed setup wihtout any binding. You may also want to check that the extruder hotend is lined up exactly with the extruder cold end feed hole by loosening the bolts that hold the hotend temporarily with the fillament fed through the hotend, and moving it around a bit until it feels centered.
How fast are you feeding the filament during your 100mm calibration feed?
I was having similar problems with inconsistency on the Mini at the school where I’m helping out. I was following the OHAI Single Extruder Calibration Workflow, which calls for an extrusion speed setting of 100. At the recommendation of someone here, I slowed it down to about 40 (which more closely approximates the speed during actual printing).
The results made a significant difference. With the 100 speed setting, I was getting in the low 900s for E-steps, and it was varying considerably from trial to trial. Printing at that setting routinely over-extruded. At the slower speed, I got an E-steps of about 814 or 820, and much better print results.
I can’t help much on the bad side of your cube, but did have one thought: what is your % fill setting? If it’s 100% or close to it, then any over-extrusion problems will show up even worse. If you are filling at 100%, the over-extrusion has no where to go. Using 95% or less gives a little bit of room here & there to absorb some of the over-extrusion.
Just remembered another thing I did to help my E-steps calibration accuracy. It can help to prime the nozzle a bit before running the test. If th eprinter has been sitting idle for a bit (especially if it’s been idle at temperature), some of the filament may have oozed out of the hot end. When you start your 100mm feed for the E-steps calibration, the lack of back-pressure can change how it feeds. Get everything teed up, manually extrude a bit, then mark up your 100mm length without any delay, then run the test.
It’s probably a minor effect, but it can throw your start of the E-steps calibration off a bit. (This may be one reason the procedure involves extruding 100 mm, rather than 10 or 20 mm - it spreads any start-up issues over a longer length, lessening their impact on the outcome.)