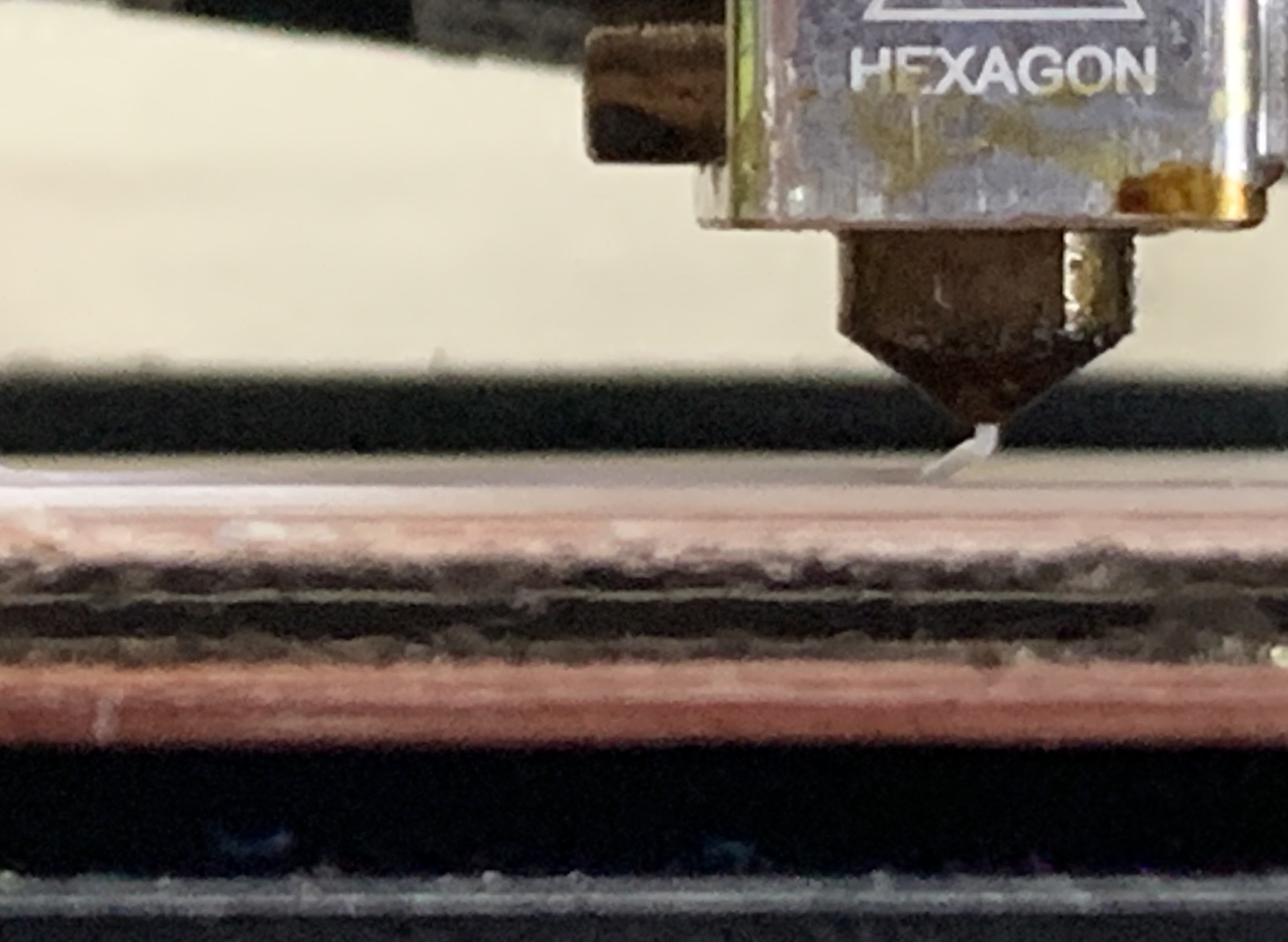
My lulzbot mini seems to be starting the first layer too high (see picture). The leveling start sequence appears to behave correctly, but then it doesn’t actually deposit the first layer close enough to the bed.
Any help would be wonderful
I included a FAQ about what this issue so far below.
Thanks,
Topher
Observations/notes:
leveling sequence appears to be behaving correctly. The head cleans itself, double touches all four corners.
You need to adjust you Z offset closer to the print surface until you get good adhesion. Small adjustments. I usually make -0.05 adjustments when setting up. Find a simple stl file as a test so it prints fast but has a good surface area. I use a 25 mm coin model.
M851 to check and set you offset.
M500 to save setting.
Seems that the head is way high like 3mm so adjusting 0.05mm per try will make you angry. An offset of zero would put the initial layer at the same height as the washers. The -1.xx offset is to put the head at the bottom of the washer which should be at the build plate.
Are you sure the head is touching the washers during leveling? If the nozzle is shorted to ground, it could cause that problem. If you have a volt meter, turn on your printer and don’t send a print job to it. Measure the voltage between the nozzle and a leveling washer. You should read 5V. If you see zero, turn off the power and measure the resistance. If you see something less than 1K Ohms or if you see near zero, you have a short to ground in your wires. That will not be pleasant to find and fix
Ok, so I finally got around to adjusting my Z offset. I used the terminal in octoprint to adjust my M851 setting. The offset was originally -1.28mm. This is too high.
I used a 0.508 shim, measured that the head was starting about 0.5mm too high. I tried the following:
Z-1.76 - Too close
Z-1.68 - Too close
Z-1.58 - Too close
Z-1.42 - Too close
Z-1.38 - Pretty good
you say to lower the z off set. All I can think is “no kidding”.
perhaps some proceedures? Im using matter control on my mini. not mini2. all of the sudden it is also starting way to high. how do you lower the z offset? proceedure please