Hi Folks
I’ve been trying to work with Lulzbot support for months on this issue but have gotten nowhere. Partly because of their lack of responsiveness.
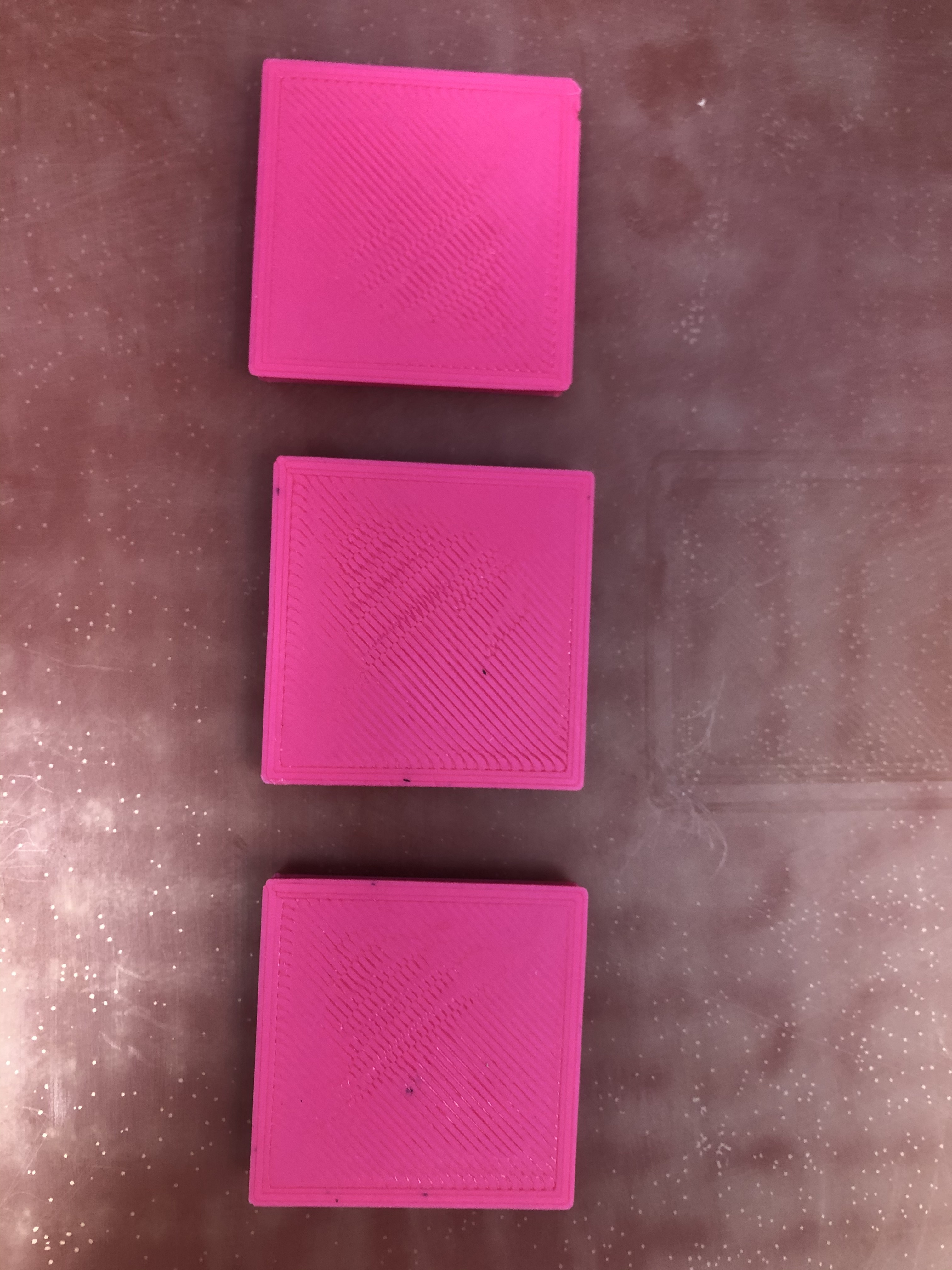
Anyhow, I’ve got a TAZ 6 and I’ve started to have some odd first layer lines formed over the past 6 months. See the attached image. This is with changing the Z-offset from 1.18 on the bottom, to 1.19 in the middle to 1.21 on the top. No change. And yes I’m saving the setting between adjustments. I’m printing PLA and have tried ranges from 190-205 on a 60c bed. The higher temp seems to help but not much. Thoughts?
I just did another print to be sure there was no irregular movement and I don’t see anything out of the ordinary. I am printing directly onto the PEI and the bed feels clean (I’ve scrubbed it with a rough pad and used alcohol.)
Forgot to mention that I’m using 1.75mm PLA and 2.85mm both do the same thing.
Here is the first layer on 1.75mm PLA I just printed.
Has your flow rate setting in Cura been bumped up somehow? Are you adjusting the filament size setting correctly when you switch between 2.85 mm and 1.75 mm?
I will check the x-axis bolt mounts and belts tomorrow. good idea.
I got an email today from Lulzbot support suggesting that the default Z-offset is -1.3. They also provided a lengthy procedure document to use to calibrate z-offset. I plan to try that tomorrow as well. The -1.3 is way farther than what I was using.
I’m using 70c bed, 195c default temp, and I’ve made flow adjustment for 1.75 vs 2.85. The initial layer flow I’ve been using is 110%.
After trying a -1.31 z-offset, 70c bed, 195c temp, and 110% it looked a lot better but I had a lot of trouble prying the part off so I can’t tell if it really worked or not.