Hi everybody, I have been having quite a good experience with the mini overall (except the few times where it screws up calibration by pressing too hard even in between 2 consecutive prints). However today I have been printing consecutively for quite some hours and the last two prints I noticed that the first layers got what I can only describes as either bubbles or clumps of filament giving a really bad result.
Does anyone know what this is due to? have i printed too much in a row (maybe 12 hours)? Should I turn off the printer for x minutes every couple of prints? How do you solve this? The rest of the print is ok…
Clueless because I am new to the Mini and 3D printing. I wonder if that hobbed bolt they call the grooved feed roll has stuff in the teeth and its slipping when it should be either feeding or retracting filament. I have never cleaned mine, but its not a big deal to take a look and figure a way to clean if the teeth are plugged up.
He is talking about the hobbed bolt. If you open the filament latch, you can see a steel bolt with longitudinal grooves cut into it. It’s very visible in the second picture here: https://ohai-kit.alephobjects.com/project/f1bc90e3-9620-49d6-8a18-0442f5f76ae4/#step_5 If you start at the top of that page, you’ll get an excellent idea of how the extruder is put together.
Shiny black stuff is really hard to photograph and so I’m not positive I understand what I’m seeing in the pictures. To my eyes, it looks like there is lots of plastic but it is beading up and not sticking well to itself or to the print bed. Is your print bed oily, maybe from the residue of lots of prints (clean with alcohol)? Have you tried a different filament – maybe there is some contamination in what you have (even if from the same spool, part could be bad). In your first picture, the center looks like it got really molten – have you tried changing bed temperature and hot end temperature? Or, if I’m seeing it wrong, maybe that is the effect from being starved for filament as mentioned above, in which case you might want to check your nozzle: https://www.lulzbot.com/support/unclogging-tips
First of all guys thanks for your responses.
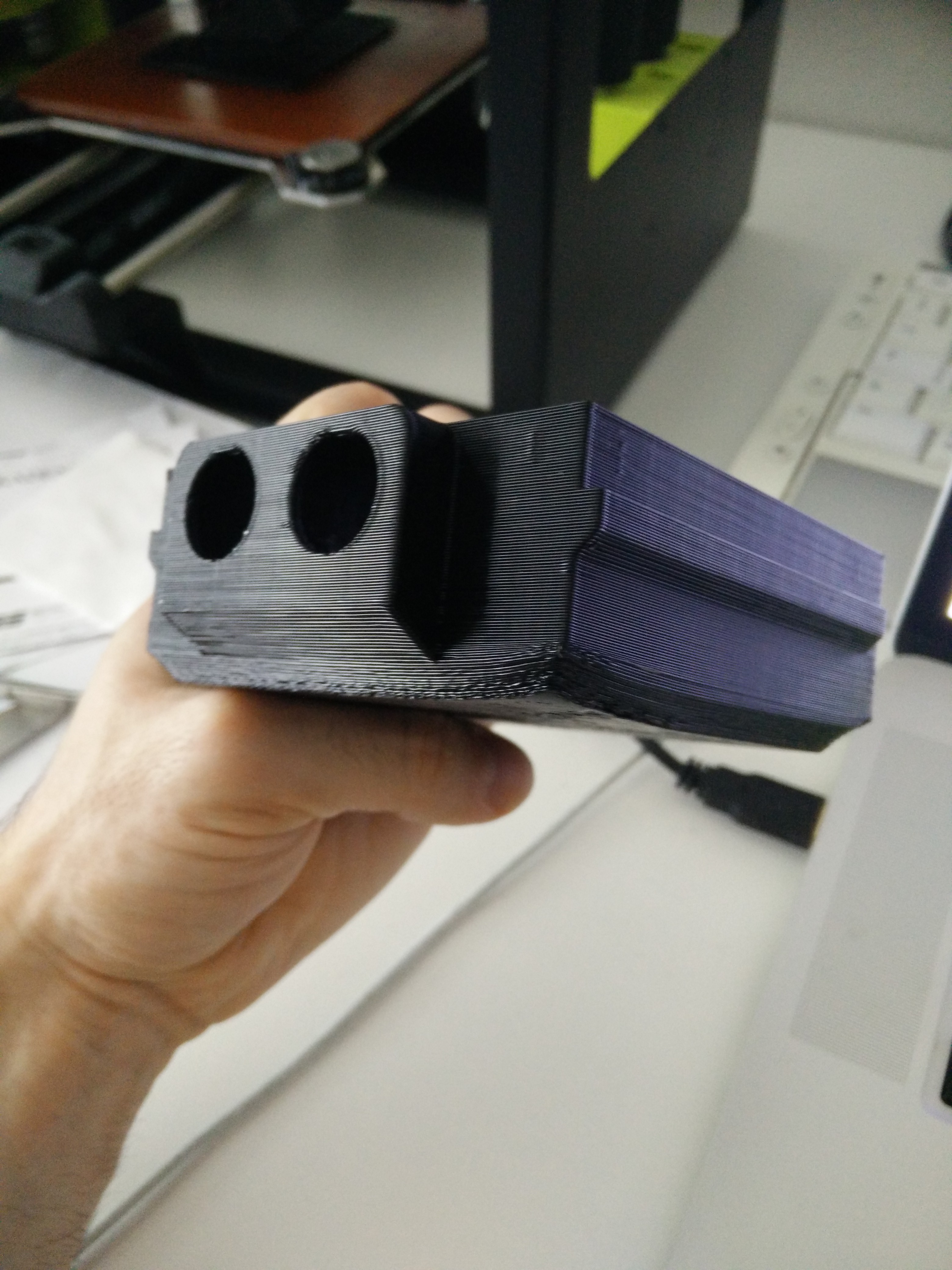
Regarding filament, if this was to be the cause, wouldn’t you say that the whole print should be bad? The issue is only with the first few layers, the rest of the print, details, even overhangs are pretty ok! It’s definitely an issue at start and afterwards is allright I believe. (see attachment)
Im now trying to print with lower temperatures (185 / 60) instead of 205 / 60. Could the bed be too hot? Also the diameter of this filament is 2.85 and in my settings I forgot to change from 3mm (my previous was 3 and never had issue on a whole 1kg spool). I observed the first layer and seemed CONSIDERABLY better although a few “bubbles” still occurred (will put pics when done).
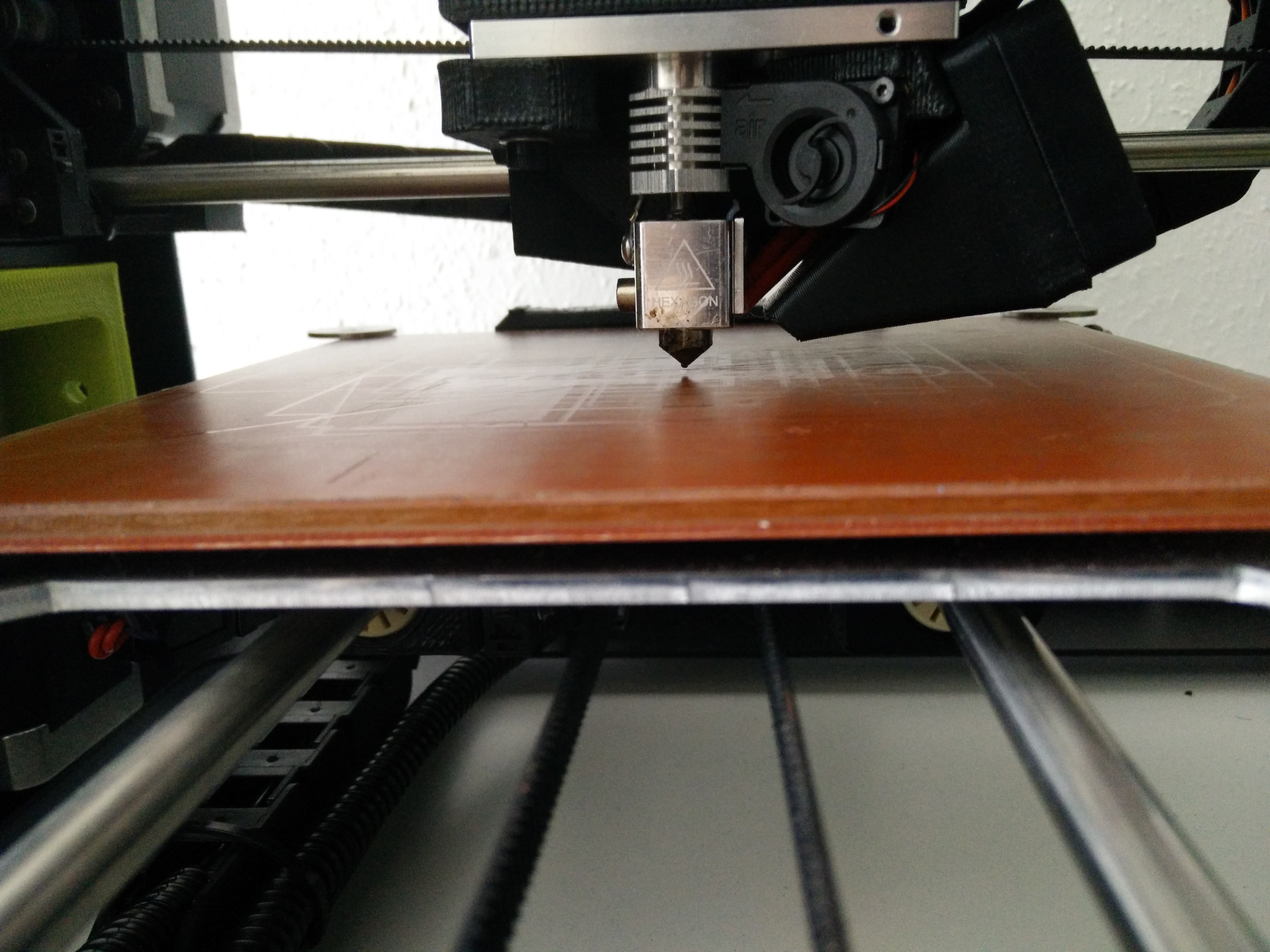
Also sometimes when I do calibration, the mini doesn’t do it right and the nozzle is too far from the plate, resulting in no print which i have to stop (see attachment).
I will check the nozzle, and try different temperatures and let you know guys
For ABS I am at 250/100 . I would check that hobbed bolt first as its easy to do.
#2 If its not leveling right at times, the nozzle could have material stuck on the face. The electronics has to get signal through the nozzle and then touching the 4 round plates that hold the hotbed down. If there is a little material left on the nozzle or one of those plates then it won’t level right. Is the wiping pad clean? You can turn them over to get a fresh side. Or replace as needed.
I not only wipe down the plate between jobs I make sure my fingers are oil free when handling the filament. Thin cotton gloves would be nice, but I just wipe my fingers off with a little alcohol.
The latest print was better although still far from optimal.
I read the link I was given before for unclogging the hotend and it seems that it’s necessary only if material doesn’t come out, which is not my case. I can extrude material from the hotend no problem…
What did you do to improve the print? Doesn’t help the folks giving advice if the steps to improve the print isn’t provided.
From the original picture, it looks like the nozzle height may be too high. So I agree with wmgeorge64 check that the nozzle tip is clean. You described that on some prints, the autolevel procedure wasn’t working properly (bed deflecting during corner touches). Those are symptoms of poor electrical contact between the nozzle and corner washers. Replace or flip the wipe pad. Heat up the hotend and manually wipe the hotend… Try to scrape off any burnt filament from the nozzle tip. Check the bed touch points for any deposited material also.
Just a thought, make sure not to leave the hotend at extrusion temps when not extruding. A few minutes may be fine, but extended periods will just burn the ooze and carbonize the PLA. Which will leave deposits that the wipe pad can’t clean.
Well, there are two parts to that: one is if the filament totally does not come out, and one if the filament comes out poorly, i.e., a partial blockage. Anyway, the last thing to check if filament feed is the issue, is whether the tension on the latch is set strongly enough – too light and it won’t press against the hobbed bolt enough, but if your filament comes out fine, then these probably aren’t the issues.
I lowered the temperature to 185 and 60 in the last print, but i’m not sure whether that is the reason of improved print or the fact that i cleaned the nozzle a little better. Now i am printing at 200 / 65, I swapped the cleaning pad and used isopropyl alchol (i often do it every 2-3 prints) on the bed. will post results soon.
I also wanted to add that although I have cleaned the nozzle with isopropyl alchol and removed most of the dirty leftover plastic, whenever i print, since I can remember, the printer NEVER starts with “extruding filament as soon as it moves from home” leaving that line of filament from home position to the print area and it never starts printing the “perimeter outline” from the start but it prints it halfway through.
Anyone experienced this? What could it be due to? Could it be that something is defective since I have observed this from day one?
Does anyone have personally test good settings for the mini and pla that he would share? Like I have no idea about initial layer thickness, flow, printing speed etc. would be great if we could have some “sticky” for this sort of thing.
The lack of extruding during the 20-30mm of the skirt is just lack of filament being pushed through. The hotend starts extruding at the beginning of the print, but it takes a second or two for the filament to exit the nozzle. The skirt more or less primes the hotend for extrusion.
How about the fact that it prints only half of the skirt usually? even if on same layer the main objects gets printed but the skirt does not, and i am wondering whether it is because of bed not leveled correctly or because of a “delay” in extruding filament, but im opting for the latter since if the former was the case, i should see filament coming out of the hotend and wrap .
Compared to my Mini that does not sound right. It should lay down that outside perimeter almost without a break of any kind. If it its not extruding at the right time, then its not retracting correctly either. Since this is a brand new machine I would get a hold of support and either it prints right or gets returned.
On my nozzle after I do a test extrude ten mm or whatever I wipe the nozzle clean ( yes its Hot!) with a pad somewhat similar to the wiping pad. Any residue at all will not let it level properly.
My Mini (now about 2 months old) does the exact same thing, it usually doesn’t start laying down material until partway through the skirt – quicker in back to back prints, farther along the skirt if I’ve come up from cold. I’ve seen other printers do the same thing though, and I wouldn’t think it is an issue. This is exactly why you print the skirt – to get things flowing. Anyway, sounds normal to me.
If you are bothered by it though, you can adjust retraction settings in Cura’s expert mode.
Well what I do after I get my model loaded into Cura and all is well. I preheat and load my filament, push test and then extrude 10 mm or whatever it says on the machine control screen. Then wipe the nozzle clean with a pad somewhat like the cleaning pad on the machine and then start the print. Head cools down, does the wipe and levels. Heats the head back up and then starts the print, it starts extruding almost immediately.