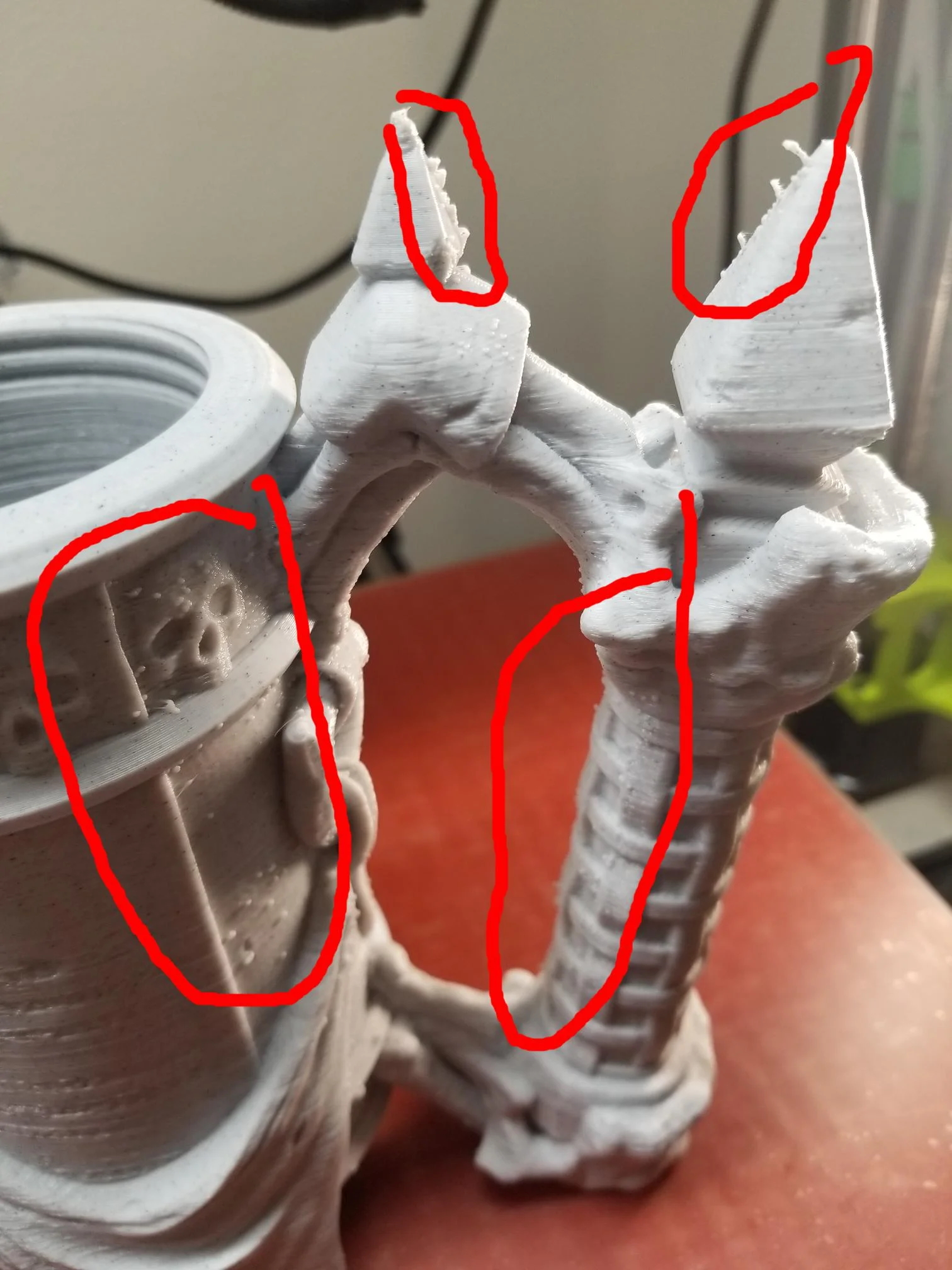
Printing a few mugs with handles and I can’t seem to keep these “zits” from showing up.
They seem to originate when the extruder moves from one area to the other across an opening. It seems
to ooze out after leaving one side and deposits the “zit” on the side it returns to. The issue is more apparent in this image on the left side but both sides are equally zitty. The top section is even more pronounced between the two pyramid like structures.
I’ve got the same issue printing with PetG or PLA. In this example it was marble PLA.
I tried reducing the retraction and reducing the temp down to 195. This changes made no difference.
Try a retraction distance of 1.5 or 2mm with a retraction speed of 30mm/sec.
What is your non-printing move speed set to?
Make sure you don’t have any extra restart distance set. I am not sure what it would be called in Cura but, you don’t want any additional material to be extruded at the time of de-retraction.
Can you see it ooze as it moves to the new location or does the blob appear all of the sudden at the end of the move?
I had similar issues. I did the same as @nopick suggests and it solved my issues. I still had some “fuzz” when printing larger prints (>10 inches tall). But that goes away with a quick blast with a heat gun.
Usually it seemed like it oozed out during the travel across open areas which it then deposited on the leading edge of the other side. Looking at the top pyramids though, that looks like it was left as the extruder left that section.
“What is your non-printing move speed set to?” Is that the travel speed? I don’t see a non printing speed. The travel speed is set to 175 mm/s. This is using CURA LE (not standard Cura)
I will have to create a small example that I can reproduce the issue with in Fusion and then once replicated, try the change in settings and see what happens.
I will let you know the results but it will be a few days.
If its ABS, then try lowering the print temp by a few degrees.
If its PLA, it may be that your filament has absorbed water. Try drying in the oven or stored in a container with silica gel / cat litter… search online for methods and steps.
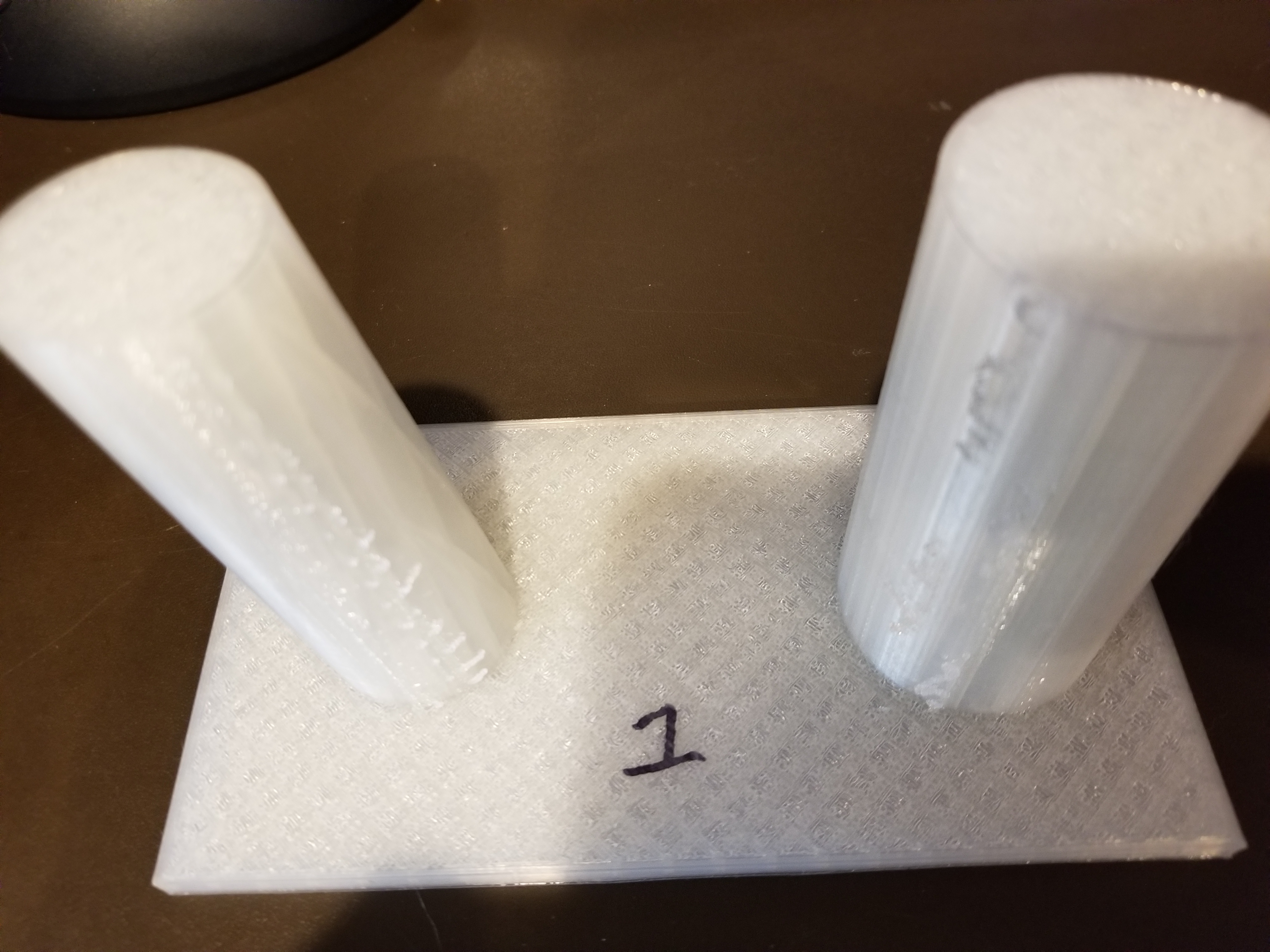
It’s PLA. I printed a test to replicate the issue which did result in the zits and other issues. I am going to print the next example with the settings recommended above and I will post the results. The PLA could have had moisture too. I have a filament dryer that I will try after if the next print doesn’t show improvement.
One thing I noticed with this filament (transparent PLA) was the filament kept breaking and showed fractures. I assume this might be due to moisture so I am going to dry it overnight and make a third print.
Third and final print. This was after the drying overnight and the settings recommended above.
Not a single zit, string, booger, nothing. Just nice and clean.